一种高温抗氧化耐磨防护涂层及其制备方法
本发明涉及一种高温抗氧化耐磨防护涂层及其制备方法,具体属于涂层。
背景技术:
1、无缝钢管被广泛应用在石油化工、航空航天、武器装备等国民经济建设和国防工业发展各个方面。而无缝钢管制备的关键核心工具穿孔顶头(主要材料为3cr2w8v、15cr2ni3mow等合金钢),因服役过程中承受高温、高复杂应力和水蒸汽腐蚀的恶劣环境,其易发生提前失效而影响无缝钢管尺寸精度。
2、目前主要采用在穿孔顶头表面预制铁氧化物膜的方法,阻止穿孔顶头基体与高温钢坯的直接接触,具有一定的隔热和防护效果。但由于铁氧化物自身的结构缺陷(结构疏松、易开裂等),其对穿孔顶头的防护效果仍然不能满足发展长寿命、高性能穿孔顶头的要求。
3、在穿孔顶头表面制备防护涂层是解决以上问题的有效途径。但目前所报道金属、陶瓷等涂层均难以在上述恶劣服役环境中对穿孔顶头进行长时有效防护。陶瓷颗粒增强金属基复合涂层兼具二者优点,且优异性能的陶瓷颗粒弥散分布于金属基质中可显著增强涂层的强度、硬度、耐磨、隔热、抗氧化等性能,因此该类金属陶瓷复合涂层可以对穿孔顶头进行有效防护,显著提高穿孔顶头使用性能和服役寿命,而相关涂层应用于穿孔顶头防护的研究鲜有报道。
技术实现思路
1、为了解决以上难题,本发明的目的在于提供一种高温抗氧化耐磨防护涂层及其制备方法,通过复合电沉积+水下激光重熔复合技术,在无缝钢管穿孔顶头表面依次制备ni-合金钢-fecraly合金过渡层和ni-fecraly-la2zr2o7金属陶瓷复合层。本发明防护涂层致密度高、组织均匀性好、结合强度高、高温抗氧化和耐磨性优异,特别适用于服役于较高温度、复杂应力等恶劣环境中的无缝钢管穿孔顶头等工件的表面防护,该防护涂层服役寿命长,制备工艺简单,成本较低,适合批量生产。
2、为实现上述目的,本发明通过以下技术方案来实现:
3、一种高温抗氧化耐磨防护涂层制备方法:其特征在于,先将fe、cr、al、y四种金属粉末按比例混合球磨得到fecraly合金粉末,再分别以混有fecraly和合金钢混合粉末的瓦特镀镍悬浊液、混有fecraly和la2zr2o7混合粉末的瓦特镀镍悬浊液为镀液,采用复合电沉积+水下激光重熔复合技术,在无缝钢管穿孔顶头表面依次制备ni-合金钢-fecraly合金过渡层和ni-fecraly-la2zr2o7金属陶瓷复合层。
4、本发明所述高温抗氧化耐磨防护涂层制备方法,具体步骤如下:
5、步骤1s:fecraly合金粉末的制备:
6、fe、cr、al、y四种金属粉末按45~55∶25~35∶15~25∶0.01~0.1的质量比混合后球磨15~20 h,得到fecraly合金粉末;
7、步骤2s:镀液的配制:
8、按照一定比例将硫酸镍、氯化镍、硼酸、十二烷基硫酸钠和去离子水均匀混合制备出瓦特镀镍溶液,再分别以混有一定比例fecraly和合金钢混合粉末的瓦特镀镍悬浊液为镀液a、混有一定比例fecraly和la2zr2o7混合粉末的瓦特镀镍悬浊液为镀液b;
9、步骤3s:穿孔顶头表面处理:
10、无缝钢管穿孔顶头表面依次用碱液、去离子水、酸液、去离子水清洗,去除表面的油污和氧化膜,然后用经除油除湿的压缩空气吹干;
11、步骤4s:制备过渡层:
12、将镀液a充分搅拌,采用复合电沉积+水下激光重熔复合技术,在无缝钢管穿孔顶头表面制备成分均匀的ni-合金钢-fecraly合金过渡层;过渡层厚度为0.05~0.8 mm;
13、步骤5s:制备复合层:
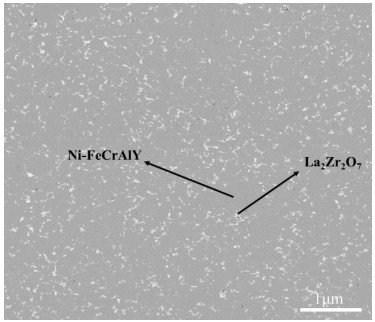
14、将镀液b充分搅拌,采用复合电沉积+水下激光重熔技术,在过渡层表面制备la2zr2o7陶瓷颗粒弥散均匀分布的ni-fecraly-la2zr2o7金属陶瓷复合层,得到无缝钢管穿孔顶头表面高温抗氧化耐磨防护涂层;复合层厚度为0.15~1 mm。
15、进一步的,所述步骤2s中,镀液a中fecraly粉末浓度为5-50 g/l,合金钢粉末浓度为5-50 g/l;镀液b中fecraly粉末浓度为5-50 g/l,la2zr2o7粉末浓度为0.5-10 g/l。
16、进一步的,步骤4s和5s中,复合电沉积+水下激光重熔技术的复合电沉积的主要工艺参数为:ph值为3.5~4.0,温度为45~60 ℃,阴极电流密度为1.5~6.5 a/dm2,搅拌速率为400~600 r/min,时间为0.5~6 h;
17、水下激光重熔的主要工艺参数为:扫描速率为800~3000 m/s,扫描间距为0.06~0.08 mm,激光功率为300~600 w,光斑直径为1 mm。
18、进一步的,所述步骤1s中,所述的fe、cr、al、y四种粉末的平均粒度均为1~10 μm、纯度均大于99.99%;
19、所述球磨的转速为300 r/min,球料比为10∶1,氩气气氛, 1.013×105 pa,其中氩气纯度大于99.999%,采用c2h5oh作为球磨过程控制剂以抑制粉末在球磨过程中发生冷焊。
20、进一步的,所述步骤2s中,所述瓦特镀镍溶液成分为:溶剂为去离子水,硫酸镍浓度为250~300 g/l,氯化镍浓度为35~60 g/l,硼酸浓度为30~40 g/l,十二烷基硫酸钠浓度为0.1~0.2 g/l,镀液ph值为3.5~4.0。
21、进一步的,所述步骤3s中,所述的碱液为2~15 wt.% naoh溶液,溶剂为去离子水;所述酸液为2~15 wt.% hcl溶液,溶剂为去离子水;所述无缝钢管穿孔顶头的材料为合金钢。
22、进一步的,所述合金钢粉末与无缝钢管穿孔顶头用合金钢成分相同,其粒度为0.05~2 μm,纯度大于99.99%;所述合金钢为3cr2w8v、15cr2ni3mow等无缝钢管穿孔顶头常用材料;所述la2zr2o7陶瓷粉末的粒度为0.05~0.1 μm,纯度大于99.9%。
23、进一步的,所述步骤4s和5s中,所述镀液a和镀液b的充分搅拌包括2-3 h的机械搅拌和0.5-1 h的超声振荡,机械搅拌的转速为150~250 r/min,超声振荡的功率为20~40khz。
24、本发明的另一个技术方案为通过上述高温抗氧化耐磨防护涂层的制备方法制备出的由ni-合金钢-fecraly合金过渡层与ni-fecraly-la2zr2o7金属陶瓷复合层组成的高温抗氧化耐磨防护涂层。
25、本发明与现有技术相比有以下有益效果:
26、本发明提供的la2zr2o7颗粒弥散分布于ni-fecraly合金中的ni-fecraly-la2zr2o7金属陶瓷复合涂层具有优异的高温抗氧化和耐磨性能,特别适用于服役于高温、高复杂应力和水蒸汽腐蚀等恶劣环境中的无缝钢管穿孔顶头等零部件的表面防护。ni-fecraly合金在超过1000℃的高温环境中仍具有优异的高温强度,较高的cr和al含量可使复合涂层表面稳定生成连续、致密、高硬度和粘附性的α-al2o3膜,起到强抗氧化和耐磨作用;la2zr2o7在超过1100℃的条件下仍具有优异的高温强度和高温相结构稳定性,其弥散分布于ni-fecraly合金中将显著提高涂层高温强度和耐磨性能,同时其较低热导率可提高涂层综合隔热性能,降低穿孔顶头表面实际服役温度,进一步保护顶头。
27、本发明在ni-fecraly-la2zr2o7复合涂层与合金钢基体之间制备了ni-合金钢-fecraly合金过渡层,可以缓和复合涂层与基体材料间的成分、组织和力学性能的差异,降低涂层与基体材料及涂层内部的内应力,提高涂层结合强度和服役寿命,同时该过渡层还可降低高温环境中涂层与基体之间的元素互扩散倾向,使涂层和基体的良好使用性能保持较长时间。
28、本发明采用的水下激光重熔工艺可使基体/过渡层/复合层三个界面均为冶金结合,显著提高涂层结合强度。
29、本发明采用的水下激光重熔工艺可显著提高过渡层、复合层合金基质的均匀性和致密度。
30、本发明采用的水下激光重熔工艺可使复合层中的fecraly合金颗粒熔融,而la2zr2o7颗粒保持固体状态,合金基质与la2zr2o7颗粒界面结合较好,无界面孔隙,涂层具有优异的高温强度和耐磨性能。
31、本发明涂层制备工艺简单,操作性强,成本较低,可在大面积零部件表面进行,有利于工业化应用。
32、本发明方法复合涂层还可根据具体工况要求,在工艺参数合理范围内调整,能改善涂层工况适应性能。
- 还没有人留言评论。精彩留言会获得点赞!