一种直连型免衬套特殊螺纹隔热油管的制作方法
1.本实用新型涉及石油工业热采井隔热油管技术领域,特别涉及一种直连型免衬套特殊螺纹隔热油管。
背景技术:
2.我国重油资源分布广泛,稠油在我国石油产量中占有相当的比重,各油田稠油产量也逐年提高。目前国内大部分稠油热采油田使用隔热油管。隔热油管由内、外两层管子组成,外管通过焊接与内管连接,内外管之间充有隔热气体,保证热蒸汽的热量不易散失。
3.传统的隔热油管在外管上加工接箍式螺纹,接箍通过螺纹与隔热油管连接。接箍的连接部位通常带有衬套,其作用是弥补接箍中部隔热效果,但存在装配尺寸不好控制的问题,另外,接箍式产品在热采井的隔热油管管柱中属于薄弱环节,在现场使用中因此部位出现问题而引起的事故屡见不鲜。再者,带接箍的隔热油管隔热效果方面有待提高。
技术实现要素:
4.为了解决上述问题,本技术的目的在于提供一种直连型免衬套特殊螺纹隔热油管。
5.为实现本实用新型的目的,本实用新型提供的一种直连型免衬套特殊螺纹隔热油管,
6.包括外管、内管和隔热层,
7.所述外管一侧设置有内螺纹段,另一侧设置有与所述内螺纹段相配合使用的外螺纹段;所述内螺纹段依次设置内密封台肩、第一段内螺纹、第二段内螺纹和内密封结构,所述外螺纹段依次设置外密封台肩、第一段外螺纹、第二段外螺纹和外密封结构,
8.相连接的两根隔热油管,其中一根隔热油管的第一段内螺纹、第二段内螺纹分别与另外一根隔热油管的第一段外螺纹、第二段外螺纹相互啮合螺纹连接,内密封台肩和外密封台肩过盈配合连接。
9.其中,所述内密封台肩和外密封台肩形成金属-金属过盈配合,过盈量=0.05-0.10mm。
10.其中,所述第一段内螺纹、第二段内螺纹、第一段外螺纹、第二段外螺纹均为直螺纹。
11.其中,所述内管焊接在外管的内部,所述隔热层设置在外管和内管之间。
12.其中,所述内密封结构包括内密封锥面、螺纹脂贮存槽、内密封直面,所述螺纹脂贮存槽深度t范围:
[0013][0014]
式中:l1为第一段内螺纹长度,l2为第二段内螺纹长度,l3为螺纹脂贮存槽宽度,d1为第一段内螺纹大径,d2为第二段内螺纹大径,d5为螺纹脂贮存槽内径。
[0015]
其中,所述外密封结构包括外密封锥面和外密封直面,所述外密封锥面和外密封直面分别与所述内密封锥面和内密封直面相配合使用,分别构成密封结构。
[0016]
其中,所述外管两端外加厚,其接头外径=规格外径+12mm。
[0017]
其中,所述第一段内螺纹大径>第二段内螺纹大径。
[0018]
与现有技术相比,本实用新型的有益效果为,
[0019]
首先,本技术的隔热油管其外管连接处采用无接箍直连型连接形式,改变了传统隔热油管加工接箍式螺纹的连接形式,提高了加工效率,节约了加工成本;
[0020]
其次,外管采用外加厚形式,提高了隔热油管连接处的抗压缩能力,同时隔热厚度大大增大,隔热效果大大增强,免除了隔热衬套节约了加工成本;
[0021]
再次,双层直螺纹结构设计,提高了连接强度及安全系数;
[0022]
最后,螺纹脂储存槽的优化设计,有利于螺纹脂涂抹均匀、有效,使其达到最佳密封使用效果。
附图说明
[0023]
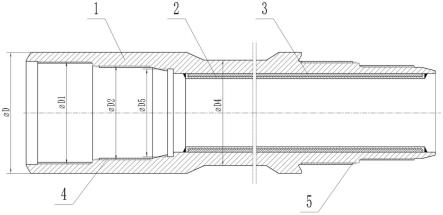
图1是本实用新型的结构示意图。
[0024]
图2是本实用新型内螺纹段的结构示意图。
[0025]
图3是本实用新型内密封结构的放大示意图。
[0026]
图4是本实用新型外螺纹段的结构示意图。
[0027]
图5是本实用新型外密封结构示意图。
[0028]
图中,1-外管,2-内管,3-隔热层,4-内螺纹段,5-外螺纹段,6-内密封台肩,7-第一段内螺纹,8-第二段内螺纹,9-内密封结构,10-外密封台肩,11-第一段外螺纹,12-第二段外螺纹,13-外密封结构,91-内密封锥面,92-螺纹脂贮存槽,93-内密封直面,131-外密封锥面,132-外密封直面,d-接头外径,d1-第一段内螺纹大径,d2-第二段内螺纹大径,d4-规格外径,d5-螺纹脂贮存槽内径,l1-第一段内螺纹长度,l2-第二段内螺纹长度,l3-螺纹脂贮存槽宽度,t-螺纹脂贮存槽深度。
具体实施方式
[0029]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
[0030]
以下结合附图和具体实施例对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0031]
如图1-图4所示,
[0032]
本技术实施例提供了一种直连型免衬套特殊螺纹隔热油管,
[0033]
包括外管1、内管2和隔热层3,
[0034]
所述外管1一侧设置有内螺纹段4,另一侧设置有与所述内螺纹段4相配合使用的外螺纹段5;
[0035]
所述内螺纹段4依次设置内密封台肩6、第一段内螺纹7、第二段内螺纹8和内密封结构,所述外螺纹段5依次设置外密封台肩10、第一段外螺纹11、第二段外螺纹12和外密封结构13,相连接的两根隔热油管,其中一根隔热油管的第一段内螺纹7、第二段内螺纹8分别
与另外一根隔热油管的第一段外螺纹11、第二段外螺纹12相互啮合拧接连接在一起,内密封台肩6和外密封台肩10形成金属-金属过盈配合连接,过盈量=0.05-0.10mm。
[0036]
在优选的实施中,
[0037]
所述第一段内螺纹7、第二段内螺纹8、第一段外螺纹11、第二段外螺纹12均采用特殊螺纹直螺纹。
[0038]
在优选的实施例中,
[0039]
所述内管2焊接在外管1的内部,所述隔热层3设置在外管1和内管2之间。
[0040]
在优选的实施例中,
[0041]
所述内密封结构包括内密封锥面91、螺纹脂贮存槽92、内密封直面93,所述螺纹脂贮存槽92深度t范围:
[0042][0043]
式中:l1为第一段内螺纹长度,l2为第二段内螺纹长度,l3为螺纹脂贮存槽宽度,d1为第一段内螺纹大径,d2为第二段内螺纹大径,d5为螺纹脂贮存槽内径。
[0044]
所述外密封结构包括外密封锥面131和外密封直面132,所述外密封锥面131和外密封直面132分别与所述内密封锥面91和内密封直面93相配合使用,分别构成密封结构。
[0045]
在优选的实施例中,
[0046]
所述外管1两端外加厚,其接头外径d=规格外径d4+12mm。所述第一段内螺纹大径d1>第二段内螺纹大径d2。
[0047]
本技术中的直连型免衬套特殊螺纹隔热油管利用下述的加工方案进行加工,
[0048]
装配内管至外管内孔中,调整位置焊接内管两端并往隔热层注入隔热材料;
[0049]
1、加工外管外螺纹段:
[0050]
首先,将焊接好的外管装夹至机床上,找正;
[0051]
其次,加工外圆、内镗孔要求机床正转,转速范围400—500r/m;
[0052]
再次,利用成型刀依次加工外螺纹,要求机床正转,转速范围400—500r/m;
[0053]
最后,加工外密封台肩,并手工打磨螺纹起始扣,保证平滑;
[0054]
2、加工外管内螺纹段:
[0055]
首先,将加工好的一端卸下并调头装夹至机床上,找正;
[0056]
其次,加工外圆、内镗孔要求机床反转,转速范围400—500r/m;
[0057]
再次,利用成型刀依次加工内螺纹,要求机床正转,转速范围400—500r/m;
[0058]
最后,加工内密封台肩,并手工打磨螺纹起始扣,保证平滑。
[0059]
本实用新型实施例提供的隔热油管,适用于注蒸汽热采井。
[0060]
需要说明的是,本技术中未详述的技术方案,采用公知技术。
[0061]
以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1