一种狭小空间盾构机侧向分体始发施工方法与流程
1.本发明涉及隧道挖掘施工技术领域,尤其涉及一种狭小空间盾构机侧向分体始发施工方法。
背景技术:
2.随着城市的不断发展,地铁已经成为国内许多城市主要的出行方式之一。目前我国的城市地铁隧道施工中,盾构法因其开挖安全、施工速度快、对环境影响小、自动化程度高等优势,日臻成为城市轨道交通施工的首选方法。盾构法施工主要技术为始发、掘进、到达等几个方面,其中,盾构始发环节是盾构施工的一个关键环节,也是难点之一。盾构始发位置一般是在已建好的车站结构内或单独设置始发井,盾构始发的线路与隧道设计中心线方向保持一致,地铁线路位于道路红线内,大多数车站位于城市主干道下方。然而,在城市人口密集、周围建构筑物及社会交通繁忙地区修建地铁,受制于前期拆迁及交通导改因素,无法采用传统的盾构始发方法,并不具备盾构正常施工条件。
3.针对一些异形、非正线类型盾构始发施工,目前采用侧向分体始发施工方法,但现有方法在电瓶车、台车、盾构等的平移过程,多采用“滑轮运移”与“大型电动转盘旋转转向”相结合的方式进行,该方式不仅施工时间长、施工成本高,且由于采用了大型电动转盘这样的大型机械,致使场地要求高,无法用于狭小空间。
4.据此,目前急需设计出一种施工效率高、施工费用少,且适用于狭小空间的盾构机侧向分体始发施工方法。
技术实现要素:
5.本发明所要解决的技术问题在于提供一种施工效率高、施工费用少,且可狭小空间的盾构机侧向分体始发施工方法。
6.本发明采用以下技术方案解决上述技术问题:
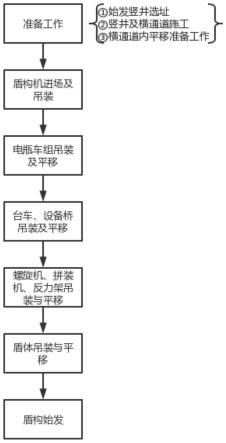
7.一种狭小空间盾构机侧向分体始发施工方法,包括如下步骤:
8.s1、准备工作:
9.①
始发竖井选址:
10.选址不受位置和空间拘束,但需满足以下要求:
11.1)始发竖井尺寸需满足吊装要求,防止无法吊装盾构机;
12.2)横通道净空需满足盾构机平移要求,盾体+始发架高度需小于横通道净空;
13.3)平移需提前进行模拟,防止平移受阻;
14.②
竖井及横通道施工:
15.竖井及横通道施工需注意二衬施工强度需达到要求,地面需标高一致无明显凹凸位置,尽量不使用爆破施工,方便之后盾构平移施工;
16.③
横通道内平移准备工作:
17.在横通道底板上铺设平移钢板,在区间铺设钢轨;其中,平移钢板用于后续电瓶车
组与台车平移时安放轨道,或者,盾体平移时抹放黄油;钢轨直接用于后续电瓶车组与台车的区间平移;
18.s2、盾构机进场及吊装:
19.准备吊装场地,盾构吊装机械及盾构机进场;
20.s3、电瓶车组吊装与平移:
21.(1)电瓶机车吊装下井;
22.(2)设置两台卷扬机,分别与两台平移小车连接;同时,在横通道的平移钢板上铺设垂直区间线路方向的电瓶车轨与台车轨,并在电瓶车轨上放置两台平移小车,两辆小车之间工字钢连接,小车上再铺设一层钢板,钢板上放置平行于区间线路方向的两条轨道,电瓶车放置于轨道上;
23.(3)使用卷扬机将载有电瓶车的平移小车平行拉入横通道至右线位置处,然后电瓶车行驶入区间小里程方向,到达指定位置;
24.(4)将一辆浆车以同样方式运送到指定位置,并接入到电瓶车后;
25.s4、台车、设备桥吊装与平移:
26.(1)台车吊装下井;
27.(2)若台车为可拆卸台车,采用电瓶车的平移方式将其移至指定位置;若台车为不可拆卸台车,则采用斜向平移方式进行移动;其中,斜向平移方式为:横向平移过程与电瓶车方式相同,但在其平移至线路中线位置后,利用电瓶车拖拽台车至区间小里程侧;
28.(3)设备桥吊装下井,并在其底部安装两辆管片小车后,采用台车平移方式移至指定位置;
29.s5、螺旋机、拼装机、反力架吊装与平移:
30.螺旋机、拼装机、反力架吊装下井,并按照设备桥移动方式平移至指定位置;
31.s6、盾体吊装与平移:
32.始发架吊装下井,并放置在井口位置;同时,依次吊装并连接前盾、中盾、尾盾;待盾体安装完毕,将盾体与始发架焊接,并设置反力钢板准备顶退,以将盾体平移至指定位置;待盾体平移至指定位置,开始安装反力架,并调试盾构机;
33.s7、盾构始发。
34.作为本发明的优选方式之一,所述步骤s1
③
中,横通道的平移钢板为2cm厚钢板,宽设置6m;所述平移钢板的布置方式为“t”字型,即,沿先横通道的长度方向延伸,待延伸到右线区间位置时再分别向其两侧的右线区间方向延伸。
35.作为本发明的优选方式之一,铺设所述平移钢板时,钢板用焊机焊接,焊缝平整饱满,钢板两侧利用植筋与钢板焊接牢固。
36.作为本发明的优选方式之一,所述步骤s1中,区间的钢轨采用43轨,且分别包括电瓶车轨与台车轨;其中,电瓶车轨的43轨道间距97cm,台车轨的轨道间距218cm;同时,轨道尽头设置有防撞装置,该防撞装置由25双拼工字钢焊接而成,高度1m,与轨道焊接,后侧设置斜撑。
37.作为本发明的优选方式之一,铺设所述钢轨前,先利用i20工字钢作为马凳及2cm钢板搭设工作平台,工字钢支架间距1m;接着,在混凝土面及工作平台上每隔1m铺设一道14槽钢并固定;最后,将钢轨直接铺设在14槽钢上,即完成钢轨的施工。
38.作为本发明的优选方式之一,所述步骤s3中,关于电瓶机车吊装下井:吊车选用260t履带吊,将电瓶车吊至已设置好的平板小车上,再使用1t葫芦和ф32钢丝绳将电瓶车与下方的平板小车固定,接着吊装下井;
39.关于电瓶机车平移:卷扬机采用植筋焊接的方法固定,植筋使用ф25的钢筋,设置8道,将卷扬机固定,避免卷扬机移动;同时,与卷扬机连接的两台平移小车载重60t、高0.7m,两辆小车利用i20a工字钢连接牢固,小车上铺设2cm厚钢板,钢板上放置两条轨道,轨道上放置电瓶车;当电瓶车被拉至右线且驶入区间小里程后,使用铁靴等防溜车装置将电瓶车给予固定。
40.作为本发明的优选方式之一,所述步骤s4中,关于台车吊装下井:台车到场后,利用吊车下钩将设备吊入盾构井平移小车上;
41.关于台车平移:台车分为可拆卸与不可拆卸两种;不可拆卸台车采用斜向平移方式移动;可拆卸台车拆卸后长度缩短至小于9.7m,直接利用平移电瓶车方式进行横向平移。
42.作为本发明的优选方式之一,所述步骤s4中,斜向平移方式具体包括如下步骤:
43.①
准备平移小车,小车自下而上安装顺序同电瓶车;
44.②
利用卷扬机拉拽平移小车前进,台车端头过横通道后,在区间小里程方向利用手拉葫芦拖拽钢板转向,并且,“小里程侧小车”每前进约25cm,“大里程侧小车”就跟进50cm,减小两个平移小车间距,利用两台卷扬机及区间内20t手拉葫芦调整钢板连带着台架进行转向,直至转至与右线轴线重合;台车轨道与区间轨道相进行连接,并采用i20工字钢支架支撑连接处;
45.③
台车转至区间线路后,利用电瓶车拖拽至小里程侧。
46.作为本发明的优选方式之一,所述步骤s5中,螺旋机长度12.8m,直径1.1m,重量约22t;平移时,在螺旋机底部安装两辆管片小车,并利用平移小车运至区间端口,再利用管片小车运送至设备桥腹内;待盾体顶推完成后,再利用管片小车把螺旋机插入拼装机内,在设备桥两侧安装门架,用于组装螺旋机。
47.作为本发明的优选方式之一,所述步骤s6中,盾体安装及平移的具体步骤如下:
48.①
始发架安装
49.始发架安装前,割除垫层钢板上加固的钢轨及其他杂物,钢板清理打磨干净后涂抹黄油;始发架下面也安装两张钢板,依靠钢板间的黄油减小平移摩擦;
50.②
盾构机分体吊装下井
51.因场地限制,盾体需在盾构井下完成拼装,再推至始发洞门前;
52.其中,盾构机盾体下井顺序为前盾-刀盘-中盾-盾尾;下井后,将盾体放在基座上,然后进行盾构机的拼装;其中,在前盾与刀盘拼装完成后,整体向大里程侧平移5m,为中盾吊装及尾盾吊装腾出空间,接着再依次安装中盾、盾尾;
53.③
盾构机侧向平移
54.待盾体安装完毕,将盾体与始发架焊接,并利用千斤顶的推力使始发架与盾构机一起平移;平移时,两个200t液压千斤顶位于始发架同一侧,同一方向顶推,顶推速度设置为10cm/min,顶进过程中,液压千斤顶两侧各焊接挡块两个,用于固定液压千斤顶给,防止油缸侧向打滑;
55.盾体平移完成后,使用焊接工字钢、植筋的方式,制作防扭头装置,始发架与洞门
之间的空隙使用钢板进行填充,防止始发架移动。
56.本发明相比现有技术的优点在于:本发明提出的始发施工方式跟普通始发方式有较大区别,可有效解决异形、非正线车站盾构始发难题,主要体现在:
57.(1)加快工程推进
58.可灵活设置盾构始发井位置,规避因车站盾构始发井(或局部盾构区间)方案不稳定而造成的盾构区间无法始发(或掘进)的问题,加快工程推进;
59.(2)提高施工效率
60.①
本工法只需相应场地内铺设平移区域即可,无需大型改造;
61.②
针对不同部件可采用不同平移方式,减少所使用时间,且平移盾构时,内部可进行台车间管线的连接,缩短始发时间;
62.③
始发后,只需拆除负环进行台车恢复即可,无需耽误其他时间。
63.(3)减少了施工费用
64.①
无需使用大型机械,所采用的机械主要为卷扬机、液压千斤顶;
65.②
铺设平移区域材料基本都可重复使用,皆可回收;
66.(4)适用于狭小空间
67.本工法平移过程无需采用电动转盘这样的大型机械进行转向,因而所受场地限制较小,适用于狭小空间。
68.(5)保证了安全生产
69.①
针对台车、盾体采用不同的平移方式,减少了安全隐患;
70.②
施工过程中,不使用大型机械,有效的减小风险;
71.③
平移操作过程中,皆使用远程操控,人员可远离风险源,降低了事故发生概率。
附图说明
72.图1是实施例1中狭小空间盾构机侧向分体始发施工方法的步骤流程图;
73.图2是实施例1中盾构井横通道的平移钢板铺设图;
74.图3是实施例1中区间钢轨铺设断面图;
75.图4是实施例1中区间钢轨铺设平面图;
76.图5是实施例1中电瓶车组平移断面图;
77.图6是实施例1中电瓶车组平移俯视图;
78.图7是实施例1中电瓶车组示意图;
79.图8是实施例1中短台车平移断面图;
80.图9是实施例1中长台车平移平面图;
81.图10是实施例1中长台车平移转向步序图;
82.图11是实施例1中设备桥平移图;
83.图12是实施例1中盾体平移正视图;
84.图13是实施例1中盾体平移俯视图;
85.图14是实施例1中反力架设置图;
86.图15是图14中的1-1剖视截面图;
87.图16是图14中的2-2剖视截面图;
88.图17是图14中的3-3剖视截面图。
具体实施方式
89.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
90.实施例1
91.如图1所示,本实施例的一种狭小空间盾构机侧向分体始发施工方法,包括如下步骤:
92.1、准备工作:
93.(1)进行现场勘测
94.根据吊装方案中吊车站位和运输车辆进出场线路布置,盾构机进场过程中,零构件运输过程中最大车辆长度为17m,盾构机运输过程中需整理场地,方便盾构机进场。
95.(2)测量放线
96.测量组将需要铺设轨道标高、始发架位置以及始发架高度在相应位置标示。
97.(3)地面整平
98.根据测量结果,对场地进行平整,在坑洼位置进行填砂整平,对高出设计位置处进行凿除打磨。
99.(4)横通道底板上铺设平移钢板
100.场地平整后,根据放样位置在横通道底板上铺设平移钢板;平移钢板为2cm厚钢板,宽设置6m,钢板放置方式如图2所示,即,沿先横通道的长度方向延伸,待延伸到右线区间位置时再分别向其两侧的右线区间方向延伸。
101.钢板用焊机焊接,焊缝平整饱满,钢板两侧利用植筋与钢板焊接牢固。第一阶段,钢板上安放轨道,用于电瓶车组、台车的平移;第二阶段,钢板上抹黄油以减少摩擦力,用于盾体的平移。
102.(5)区间铺设钢轨
103.首先,利用i20工字钢作为马凳及2cm钢板搭设工作平台,工字钢支架间距1m;接着,在混凝土面及工作平台上每隔1m铺设一道14槽钢并固定;最后,在槽钢上铺设钢轨,如图3、图4所示。
104.钢轨采用43轨,且分别包括电瓶车轨与台车轨。其中,电瓶车轨的43轨道间距(中至中)97cm,台车轨的轨道间距(中至中)218cm;轨道尽头需设置防撞装置,防撞装置由25双拼工字钢焊接而成,高度1m,与轨道焊接,后侧设置斜撑。
105.2、盾构机进场:
106.准备吊装场地,盾构吊装机械及盾构机进场;
107.3、电瓶车组吊装与平移:
108.(1)将电瓶车组运输至场地,电瓶车组最大尺寸为电瓶车,长度7.8m,宽1.5m,平移过程中正常平移,不需侧向平移。
109.(2)吊车选用260t履带吊,将电瓶车吊至已设置好的平板小车上,再使用1t葫芦和ф32钢丝绳将电瓶车与下方的平板小车固定,接着吊装下井(台车使用同样方式固定)。
110.(3)设置两台卷扬机,分别与两台平移小车连接,为平移提供动力(卷扬机采用植筋焊接的方法固定,植筋使用ф25的钢筋,设置8道,将卷扬机固定,避免卷扬机移动);同时,在横通道的平移钢板上铺设垂直区间线路方向的电瓶车轨与台车轨,并在电瓶车轨上放置两台平移小车(载重60t、高0.7m),两辆小车之间采用i20a工字钢连接牢固,小车上再铺设一层2cm厚钢板,钢板上放置平行于区间线路方向的两条轨道,电瓶车放置于轨道上,如图5、图6所示。
111.(4)由于电瓶车体积小,可直接使用卷扬机平行拉入横通道,电瓶车重量为42t(含电瓶),摩擦系数设置为0.1,两个5t卷扬机可完全满足需求,平移过程中两个卷扬机的操作必须基本一致,防止倾斜严重,影响平移安全,卷扬机工作过程中,由专人统一指挥,卷扬机在推进过程中,严格控制推进速度,使其保持在同一平面上。平移过程中若发生两侧行进速度不一致,应及时进行调整。
112.(5)使用卷扬机将载有电瓶车的平移小车平行拉入横通道至右线位置处,然后电瓶车行驶入区间小里程方向,到达指定位置;驶入后,使用铁靴等防溜车装置将电瓶车给予固定(之后台车也采用同样的固定方式)。
113.(6)将一辆浆车以同样方式运送到指定位置,并接入到电瓶车后。
114.(7)将运送至电瓶车轨道处后接入电瓶车后,电瓶车编组为电瓶机车-浆车-平板车(即上述“平移小车”),如图7所示。
115.4、台车以及设备桥的吊装与平移:
116.(1)台车到场后,按照4#、3#、2#、1#台车顺序依次利用吊车缓慢下钩将设备吊入盾构井平移小车上,并进行相应的平移。
117.平移分两种情况,一种台车可拆卸,台车长度缩短至8.2-9.4m,可直接利用平移电瓶车方式进行横向平移台车;另一种台车不可拆卸,长度为10.1-12.5m,需进行斜向平移,台车情况如表1所示;
118.表1台车情况图
[0119][0120]
拆卸后长度小于9.7m的台车(4#、3#、1#台车),平移过程与电瓶车平移方式相同(如图8所示),平移速度控制在50cm/min左右,横向平移至线路中线位置后,利用电瓶车拖拽台车至区间内,台车移动到指定位置后,设置铁靴、钢板等防溜车装置。
[0121]
长度大于9.7m的台车(2#台车)以及后续提到的设备桥,平移采用斜向平移法,方法如下:
[0122]
①
准备平移小车,小车自下而上安装顺序同电瓶车;平移时情况:横通道底板上铺设平移钢板,钢板上铺设垂直区间线路方向的4条轨道,钢轨上放置2台60t平移小车(0.7m高),两辆小车利用i20a工字钢连接牢固,小车上铺设2cm厚钢板,钢板上放置平行于区间线路方向的2条轨道,电瓶车放置于轨道上。平移小车错开6m,小车与钢板间涂抹黄油减小摩擦。
[0123]
②
如图9、图10所示,利用卷扬机拉拽平移小车前进,台车端头过横通道后,在区间小里程方向利用手拉葫芦拖拽钢板转向,并且,“小里程侧小车”每前进约25cm,“大里程侧小车”就跟进50cm,减小两个平移小车间距,利用两台卷扬机及区间内20t手拉葫芦调整钢板连带着台架进行转向,直至转至与右线轴线重合;台车轨道与区间轨道相进行连接,并采用i20工字钢支架支撑连接处。
[0124]
③
台车转至区间线路后,利用电瓶车拖拽至小里程侧。
[0125]
(2)设备桥吊装下井,并在其底部安装两辆管片小车后(因设备桥下部不含车轮),采用台车平移方式移至指定位置(如图11所示)。
[0126]
5、螺旋机、拼装机、反力架的平移:
[0127]
螺旋机、拼装机、反力架吊装下井,并按照设备桥移动方式平移至指定位置。
[0128]
其中,螺旋机长度12.8m,直径1.1m,重量约22t;平移时,在螺旋机底部安装两辆管片小车,并利用平移小车运至区间端口,再利用管片小车运送至设备桥腹内;待盾体顶推完成后,再利用管片小车把螺旋机插入拼装机内,在设备桥两侧安装门架,用于组装螺旋机。
[0129]
6、盾体安装及平移:
[0130]
(1)始发架吊装下井,并放置在井口位置;
[0131]
(2)始发架安装
[0132]
始发架安装前,割除垫层钢板上加固的钢轨及其他杂物,钢板清理打磨干净后涂抹黄油;始发架下面也安装两张钢板,依靠钢板间的黄油减小平移摩擦。
[0133]
(3)盾构机分体吊装下井
[0134]
因场地限制,盾体需在盾构井下完成拼装,再推至始发洞门前。盾构机盾体下井顺序为前盾-刀盘-中盾-盾尾;吊装过程中应待盾体平稳没有晃动后,平稳缓慢地将盾体放入竖井中,待盾体稳定后,将盾体缓慢放在基座上的准确位置,然后进行盾构机的拼装。其中,在前盾与刀盘拼装完成后,整体向大里程侧平移5m,为中盾吊装及尾盾吊装腾出空间,接着再依次安装中盾、盾尾。
[0135]
(4)盾构机侧向平移
[0136]
①
如图12、图13所示,盾构机固定在始发架上后,利用千斤顶的推力使始发架与盾构机一起平移。平移时,2个200t液压千斤顶位于始发架同一侧,同一方向顶推,顶推速度不易过快,设置为10cm/min,顶进过程中,液压千斤顶两侧各焊接挡块2个,用于固定液压千斤顶给,防止油缸侧向打滑(盾体重量约为400t,其他设备5t,总共405t,摩擦系数设置为0.2,动力为两个200t液压千斤顶,f=(400)*0.2=80t《400t,满足需求)。
[0137]
②
液压千斤顶在顶推过程中,严格控制推进速度,及时进行纠偏,防止始发架偏移,液压千斤顶作业人员与监视测量人员密切配合,每次推进不得超过1000mm。
[0138]
③
每次推进过程中人员应撤退到安全区域,一旦始发架发生偏移,应立即停止继续加压,并由现场负责人及技术负责人安排人员对始发架基座的焊缝及基底钢板,双拼工25工字钢顶铁焊缝等外观进行检查,查看是否有焊缝开裂,构件变形等情况,并对检查记录进行记录,检查无误后方可继续顶推平移。同时,在液压推进设备上安装急停开关,由专人负责,防止出现紧急情况时能及时制停。
[0139]
盾体平移完成后,使用焊接工字钢、植筋的方式,制作防扭头装置,始发架与洞门之间的空隙使用钢板进行填充,防止始发架移动。
[0140]
(5)反力架设置
[0141]
反力架由两根横梁、两根竖梁和两个斜撑组成,横梁尺寸为600mm*400mm,竖梁尺寸为,600mm*450mm,长度分别为5.26m以及7.3m;斜撑由两根直径630钢管组成,长度为5.8m以及2.8m;横梁顶部及底部使用h40型钢制作斜撑,共设置6根,间距为1m,角度为45
°
,顶部斜撑需在反力架安装完成后测量焊接,保证焊接、受力点完好。可在盾体平移钱使用平移小车直接放至指定位置处,盾构组装完成后,将盾构机向洞门方向顶推,留出位置用于反力架的拼接,上方悬挂手拉葫芦,将反力架吊起进行焊接,吊起焊接顺序:底梁-竖梁-顶梁-斜撑;反力架的安装在尾盾安装完成之后、与连接桥连接之前进行。反力架应垂直于始发架摆放,且立柱垂直方向成7
‰
坡度俯角,各焊接部位应焊接牢固。
[0142]
竖梁焊接在事先预埋在底板的钢板上,钢板规格为2cm、1m*1m,其他部件按图纸进行焊接。
[0143]
盾构始发反力架为拼装式全钢架结构,以确保足够刚性。反力架示意图如图14-图17所示所示。
[0144]
反力架安装时,首先测量反力架位置起始里程断面的中心线,并刻划在始发井侧墙上,以便反力架中心定位,反力架中心随发射架抬高而同时抬高20mm。定位关键是反力架紧靠负环管片的定位平面,并与此处的隧道轴线垂直。
[0145]
反力架底部的横梁和立柱下端,采用钢支撑块支顶在底部台阶处,位置确定之后,再焊接固定后部两排斜撑。斜撑采用φ630钢管支撑,反力架上支撑于始发井中圈梁结构上,同时制作上方斜撑,使用h40型钢与反力架焊接,另一半顶撑在二衬上,与二衬钢架相连保证其固定。
[0146]
在盾构主机与后配套(设备桥和台车)连接之前,开始进行反力架的安装。安装时反力架与车站结构连接部位的间隙要垫实,以保证反力架脚板有足够的抗压强度。
[0147]
由于反力架和始发架为盾构始发时提供初始的推力以及初始的空间姿态,在安装反力架和始发架时,反力架左右偏差控制在
±
10mm之内,高程偏差控制在
±
5mm之内,上下偏差控制在
±
10mm之内。始发架水平轴线的垂直方向与反力架的夹角<
±2‰
,与设计轴线竖直趋势偏差<2
‰
,水平趋势偏差<
±3‰
。
[0148]
7、盾构始发。
[0149]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1