一种具有台阶结构的孕镶刀头式钻头的制作方法
1.本实用新型涉及金刚石钻头制造技术领域,具体涉及一种具有台阶结构的孕镶刀头式钻头。
背景技术:
2.钻头作为钻进工具,是目前钻探工程中应用最为广泛的工具耗材。其中,金刚石钻头在工业上具有较为广泛的应用,其利用粉末冶金工艺将金刚石微粉与特殊配方的粉末成型为攻击结构,再将其成型于刚体上,这种钻头对中、高硬度岩层具有较佳的钻进效果,其通过金刚石与岩层的接触,并在旋转条件下对岩层表面产生挤压和/或剪切实现物料切削以及钻进作业。
3.一般来说,钻头上的攻击结构通常包括齿型结构以及刀头式刃面结构,其中,其齿型攻击结构的功能相对单一,主要用于对岩层进行挤压破碎,而刀头式刃面形式的攻击结构除了能对岩层进行挤压破碎外还可以用于将破碎后的岩块处理成碎渣排出,但其对岩层的破碎效果要比齿型攻击结构差。现有技术公开的金刚石钻头多为单一攻击结构形式的钻头,功能相对单一,且面对大块孤石或夹杂有混凝土预埋结构的地质条件时处理能力较弱,磨损更快,也很容易损坏,往往需要更换不同钻头进行作业,操作较为繁琐。
4.因而,有必要对上述金刚石钻头的钻进面进行改进,使其对孤石或预埋的混凝土块具有较佳的处理性能。
技术实现要素:
5.本实用新型所解决的技术问题在于提供一种具有台阶结构的孕镶刀头式钻头,以解决上述技术背景中的缺陷。
6.本实用新型所解决的技术问题采用以下技术方案来实现:
7.一种具有台阶结构的孕镶刀头式钻头,包括钻头基体,所述钻头基体的底部成型有装配部,所述钻头基体通过装配部与动力单元装配连接;钻头基体的顶部设置有刀头组件;
8.所述刀头组件包括环形刀座,环形刀座在底部与钻头基体连接一体,顶面成型有刀具装配阶,刀具装配阶为呈同心设置的三阶环形阶梯面,刀具装配阶的阶梯面自内侧向外为降阶;刀具装配阶的每层阶面上均通过刀具装配部成型装配有一组切削刀头;
9.三组切削刀头中的外层切削刀头剖面为l型,从外侧外包对应环形阶梯面的顶面以及外侧面顶部,而中间切削刀头以及内层切削刀头设置于对应环形阶梯面的顶面,切削面朝上;三组切削刀头顶面轮廓对应的环面平面中,位置靠外的切削刀头高于位置靠内的切削刀头,以在三组切削刀头顶面上形成自内侧向外的升阶结构。
10.作为进一步限定,所述环形刀座与所述钻头基体为同材质的45号钢一体成型制成。
11.作为进一步限定,所述环形刀座下端面为安装面,环形刀座在安装面位置固定于
钻头基体上。
12.作为进一步限定,所述外层切削刀头在环形顶面上均匀成型有若干切削刃,所述切削刃在外层切削刀头的环面上倾斜设置,以在位置相邻切削刃的刃与刃之间留出有斜面间隙进行排屑。
13.作为进一步限定,所述中间切削刀头以及所述内层切削刀头均包括若干间隔设置的切削单元,单个切削单元为扇环形结构,在环形刀座上均匀设置,处于同一环面中间切削刀头或内层切削刀头中位置相邻的切削单元之间预留有缺口槽;
14.中间切削刀头与内层切削刀头中的切削单元数量一致,且中间切削刀头与内层切削刀头中的缺口槽保持错开状态。
15.作为进一步限定,所述外层切削刀头具有大于所述中间切削刀头以及所述内层切削刀头的胎体硬度。
16.作为进一步限定,所述中间切削刀头对应环宽为所述内层切削刀头对应环宽的1/2~2/3,而所述外层切削刀头的环宽为中间切削刀头与内层切削刀头环宽之和的1/2~1倍。
17.作为进一步限定,所述中间切削刀头以及所述内层切削刀头之间设置环形间隙槽,所述环形间隙槽的槽宽为环形刀座环宽的1/8~1/5。
18.有益效果:本实用新型一种具有台阶结构的孕镶刀头式钻头通过三阶的阶梯面刀头结构设置组成切削面,能增大钻头与待钻孔区域的接触面积,同时通过三组切削刀头使得在相同钻速下对待钻孔区域产生的剪切力更大,破坏强度更高,相比于单一攻击结构形式的钻头,其对于大块孤石或夹杂有混凝土预埋结构的底层具有较佳的钻进性能,同时具有钻进效率高,使用寿命长的优点,避免了钻头的反复更换,确保了钻孔过程的连续性,提高了钻孔的效率。
附图说明
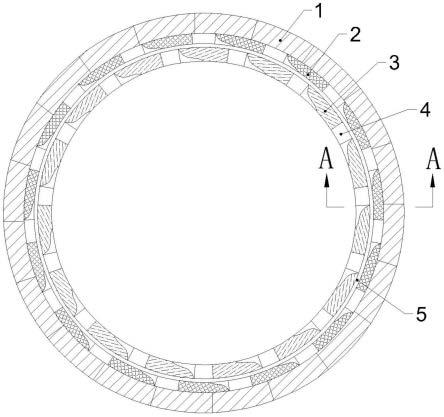
19.图1为本实用新型较佳实施例的钻头结构俯视图。
20.图2为图1中a-a截面的截面细节图。
21.图3为本实用新型较佳实施例中外层切削刀头的顶面切削刃结构图。
22.其中:1、外层切削刀头;2、中间切削刀头;3、内层切削刀头;4、缺口槽;5、环形间隙槽;6、环形刀座。
具体实施方式
23.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
24.参见图1~图3的一种具有台阶结构的孕镶刀头式钻头的较佳实施例,在本实施例中,孕镶刀头式钻头包括钻头基体,其钻头基体通过45号钢成型,钻头基体的下部成型有装配部,钻头通过该装配部与动力单元装配连接,而对应的装配部可以为螺纹装配结构或者是插装式装配结构,以能实现在动力单元上的结构装配,并在装配后能通过动力单元驱动进行旋转进而实现钻进作业效果即可。
25.而刀头组件成型于钻头基体的顶部,其主体为一个环形刀座6,该环形刀座6为与
钻头基体顶面尺寸相匹配环形结构,环形刀座6为钻头基体同材质的45号钢成型。在本实施例中,环形刀座6在成型时与钻头基体为一体成型,以具有更好的一体性来提高其作业时的结构稳定性;而在另外的实施例中,环形刀座6也可以为可装配结构,在钻头基体上通过旋接、插接、销连接等方式进行装配连接,这种方式条件下,钻头具有更佳的可替换性能,以通过对刀头组件进行替换来有效降低使用成本。
26.环形刀座6的顶面上成型有环状装配阶,环状装配阶包括三个阶面,三个阶面在环形刀座6的平面上以环形刀座6的轴心为圆形同心设置,环状装配阶的剖面结构如图1所述,其上的三个阶面自内向外为降阶结构,并在环状装配阶的每个阶面通过刀具装配部成型装配有一组切削刀头,三组切削刀头分别对应外层切削刀头1、中间切削刀头2以及内层切削刀头3。
27.在本实施例中,其刀具装配部为环形盲槽,对应的切削刀头通过金刚石微粉与特殊配方的粉末以粉末成型工艺成型制得,可以在市面上进行尺寸定制,其制作方法不作为本实用新型的保护范围,仅要求外层切削刀头1具有大于中间切削刀头2以及内层切削刀头3的胎体硬度即可。在本实施例中,外层切削刀头1的胎体硬度为45hrc,中间切削刀头2与内层切削刀头3的胎体硬度为40hrc。
28.在本实施例中,外层切削刀头1在环面上的剖面为l型,而对应的刀具装配部在外层切削刀头1的装配位置成型有l型并与外层切削刀头1尺寸相匹配的直角槽,外层切削刀头1在直角边位置通过激光或者高频焊接的方式成型于该直角槽位置,以外侧外包对应环形刀座6上最外侧环形阶梯面的顶面以及外侧面顶部,外层切削刀头1在环形顶面上均匀成型有若干切削刃,这些切削刃的结构如图3所示,切削刃为斜面刃,在外层切削刀头的环面上倾斜设置,以在位置相邻切削刃的刃与刃之间留出有斜面间隙进行排屑。
29.环形刀座6在三层环形阶梯面中的中间阶面上成型有中间切削刀头2,在三层环形阶梯面中的内侧阶面上成型有内层切削刀头3,中间切削刀头2和内层切削刀头3的切削面朝上,中间切削刀头2以及内层切削刀头3均包括多个间隔设置的切削单元,其每个切削单元上均成型有独立的切削刃,该切削刃的刃面为如图1所示的斜向内刃面,单个切削单元为扇环形结构,在环形刀座上均匀设置,处于同一环面中间切削刀头2或内层切削刀头3中位置相邻的切削单元之间预留有缺口槽4;通过缺口槽4的设置一方面能用于排屑,而另一方面能有效地降低刀头侧面与被钻切材料的接触面积,减小钻切阻力,并有利于刀头的散热。
30.在本实施例中,中间切削刀头2与内层切削刀头3中的切削单元数量一致,且中间切削刀头2与内层切削刀头3中的缺口槽4保持错开状态,这种设置方式能使得中间切削刀头2与内层切削刀头3能形成错位的连续切削单元,以在连续钻动状态下以相同钻速获得更高的切削效率。
31.包括外层切削刀头1、中间切削刀头2以及内层切削刀头3在内的三组切削刀头对应的顶面轮廓同样为阶梯面结构,其与环形刀座6上的三层环形阶梯面样式相反,自内向外为升阶结构,以使得外层切削刀头1具有最厚的作业结构厚度,中间切削刀头2次之,内层切削刀头3的作业结构厚度最薄。
32.在本实施例中,外层切削刀头1在与岩层接触时,外层切削刀头1的顶面用于软化和破碎岩层结构,侧面用于钻孔保持和钻孔后的井壁保持,通常来说,三组切削刀头中外层切削刀头1所受到的反作用力最复杂,因而较厚的作业结构厚度有利于其维持结构强度,而
中间切削刀头2在内侧对其进行顶靠,可以卸除一部分从外层切削刀头1侧面上的冲击力。
33.同时,在钻头的持续使用过程中,外层切削刀头1先从外侧面进行磨损,并在磨损的过程中,连同外层切削刀头1与中间切削刀头2的顶面一同磨损,但由于外层切削刀头1的刃面受力更加复杂且大,因而磨损更加明显,相比于外层切削刀头1与中间切削刀头2处于非比例磨损状态,因而硬度更高、结构层更厚的外层切削刀头1能使得整个三组切削刀头的磨损过程中更加接近与均匀磨损状态,即将原存在于外层切削刀头1上的磨损均匀分摊到顶面上进行外层切削刀头1、中间切削刀头2和内层切削刀头3的三个顶面磨损,以提高钻头的使用寿命。
34.中间切削刀头2与内层切削刀头3在正面上的外层切削刀头1的顶面内侧协同,以对待钻孔区域产生更大的剪切力,破坏强度更高的同时,中间切削刀头2与内层切削刀头3的阶梯面结构能够将外侧的碎岩向内侧挤压,并顺序将碎岩进而二次加压破碎,使得碎岩块处理成碎渣排出。
35.在上述碎岩块碾细成碎渣的过程中,内层切削刀头3比中间切削刀头2的磨损比例更高,因此将中间切削刀头2与内层切削刀头3进行合理的宽度配比,即使得中间切削刀头2对应环宽为内层切削刀头3对应环宽的1/2~2/3时(在本实施例中为2/3),能使得中间切削刀头2与内层切削刀头3的磨损比例更加接近;而在对岩面进行冲击磨损的过程中,外层切削刀头1的贡献更大,当外层切削刀头1的环宽为中间切削刀头2与内层切削刀头3环宽之和的1/2~1倍(在本实施例中为0.8倍)时具有顶面上的更优磨损比例关系。
36.另外,在本实施例中,中间切削刀头2与内层切削刀头3之间还设置一个环形间隙槽5,该环形间隙槽5的槽宽为环形刀座环宽的1/6,这个环形间隙槽5能有利于对磨碎后的碎渣进行排渣作业,降低钻进时的阻力。
37.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应当理解,这些实施例的用途仅用于说明本实用新型而非意欲限制本实用新型的保护范围。此外,也应理解,在阅读了本实用新型的技术内容之后,本领域技术人员可以对本实用新型作各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1