静涡旋盘和具有该静涡旋盘的涡旋压缩机的制作方法
1.本发明的实施例涉及一种静涡旋盘和具有该静涡旋盘的涡旋压缩机。
背景技术:
2.涡旋压缩机包括静涡旋盘和动涡旋盘,静涡旋盘和动涡旋盘可以采用铸造形成。
技术实现要素:
3.本发明的实施例的目的是提供一种静涡旋盘和具有该静涡旋盘的涡旋压缩机,由此例如,可以降低涡旋压缩机的重量。
4.根据本发明的实施例,提供了一种用于涡旋压缩机的静涡旋盘,包括:端板;从端板的一个表面伸出的固定涡旋卷;以及形成在端板中的内部空腔。
5.根据本发明的实施例,所述内部空腔具有在端板的轴向方向上相对的两个内壁以及在端板的径向方向上相对的两个内壁。
6.根据本发明的实施例,所述的用于涡旋压缩机的静涡旋盘还包括:形成在端板中并使内部空腔与外部连通的排放孔,用于在制造过程中从内部空腔排出材料。
7.根据本发明的实施例,所述内部空腔为多个围绕端板的轴线布置的内部空腔。
8.根据本发明的实施例,所述的用于涡旋压缩机的静涡旋盘还包括:形成在端板中并使所述多个内部空腔与外部连通的排放孔,用于在制造过程中从所述多个内部空腔排出材料;以及形成在端板中的端口,其中所述多个内部空腔包括与端口相邻的两个第一内部空腔和在周向方向上在两个第一内部空腔之间的多个第二内部空腔,,以及其中所述排放孔包括:分别位于相邻的第一内部空腔和第二内部空腔之间并使相邻的第一内部空腔和第二内部空腔连通以及位于相邻的第二内部空腔之间并使相邻的第二内部空腔连通的第一连通孔;以及使两个第一内部空腔与端口连通的第二连通孔。
9.根据本发明的实施例,所述端口是压缩机的吸气口和喷射口中的至少一个或者是专用的一个或多个端口。
10.根据本发明的实施例,在与端板的轴向方向垂直的平面中,所述内部空腔具有圆形、椭圆形或者多边形的截面。
11.根据本发明的实施例,所述排放孔具有圆形、椭圆形或者多边形的截面。
12.根据本发明的实施例,所述端板具有:凸台在端板的周向方向上间隔开的多个加强肋;形成在多个加强肋之间的多个第一凹部;以及分别形成在多个加强肋中的多个第二凹部。
13.根据本发明的实施例,所述静涡旋盘包括围绕端板的轴线布置的多个所述内部空腔,多个所述内部空腔分别与多个所述加强肋在端板的径向方向上相对,并且多个第一凹部分别与相邻的两个内部空腔之间的间隔壁在端板的径向方向上相对。
14.根据本发明的实施例,所述端板具有设置在端板的另一个表面的中心的凸台,所述内部空腔至少一部分或全部形成在所述凸台中。
15.根据本发明的实施例,所述静涡旋盘是通过3d打印形成的。
16.根据本发明的实施例,还提供了一种涡旋压缩机,包括:上述的静涡旋盘。
17.通过采用本发明的实施例的静涡旋盘和具有该静涡旋盘的涡旋压缩机,例如可以降低涡旋压缩机的重量。
附图说明
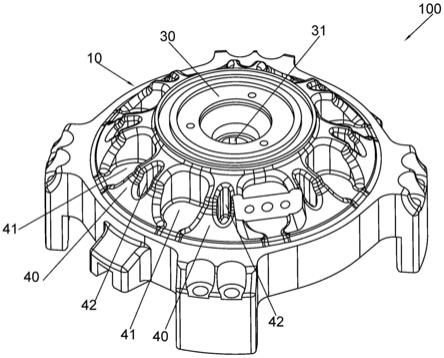
18.图1为根据本发明的实施例的用于涡旋压缩机的静涡旋盘的一个示意立体图;
19.图2为根据本发明的实施例的用于涡旋压缩机的静涡旋盘的另一个示意立体图;
20.图3为图1所示的静涡旋盘的示意俯视图;
21.图4为图1所示的静涡旋盘的示意侧视图;
22.图5为沿图3中的线aa截取的静涡旋盘的示意剖视图;
23.图6为沿图4中的线bb截取的静涡旋盘的示意剖视图;
24.图7为图6所示的部分c的示意放大图:以及
25.图8为沿图6中的线dd截取的局部放大截面图。
具体实施方式
26.下面结合附图及具体实施方式对本发明做进一步说明。
27.参见图1至图8,根据本发明的实施例的用于涡旋压缩机的静涡旋盘100包括:端板10;从端板10的一个表面伸出的固定涡旋卷20;以及形成在端板10中的内部空腔11。所述内部空腔11具有在端板10的轴向方向上相对的两个内壁110(参见图5)。所述内部空腔11还具有在端板10的径向方向上相对的两个内壁111(参见图5、图6、图7)。所述内部空腔11还具有在端板10的周向方向上相对的两个内壁112(参见图6)。所述静涡旋盘100可以是通过3d打印形成的,即利用增材制造方法形成的。所述静涡旋盘100可以包括多个围绕端板10的轴线间隔排列的所述内部空腔11。作为选择,所述静涡旋盘100可以包括环绕端板10的轴线布置的一个内部空腔11,也就是说,从静涡旋盘的俯视图来看,该一个内部空腔11的截面图为环形。
28.根据本发明的实施例,参见图6、图7、图8,静涡旋盘100还包括形成在端板10中并使内部空腔11与外部连通的排放孔12,用于在静涡旋盘的制造过程中从内部空腔11排出材料,比如多余的制造材料。
29.根据本发明的实施例,参见图1至图8,静涡旋盘100还包括:形成在端板10中并使内部空腔11与外部连通的排放孔12(参见图6、图7),用于在静涡旋盘的制造过程中从内部空腔11排出多余的制造材料;以及形成在端板10中的端口,所述端口可以是压缩机的吸气口15和喷射口16(参见图6)中的至少一个。此外,端口也可以是单独设置的一个或多个端口,即专用的一个或多个端口。参见图6,多个所述内部空腔11包括:与端口相邻的两个第一内部空腔11a和在周向方向上在两个第一内部空腔11a之间的多个第二内部空腔11b。所述排放孔12包括:分别位于相邻的第一内部空腔11a和第二内部空腔11b之间并使相邻的第一内部空腔11a和第二内部空腔11b连通以及位于相邻的第二内部空腔11b之间并使相邻的第二内部空腔11b连通的第一连通孔121;以及使两个第一内部空腔11a与端口连通的第二连通孔122。通过端口和第二连通孔122从内部空腔11排出多余的制造材料。尽管图6中描述了
第二连通孔122与吸气口15连通,但是第二连通孔122也可以与喷射口16连通,或者与单独设置在任何合适位置的一个或多个端口连通,只要能够通过该端口和第二连通孔122从内部空腔11排出多余的制造材料即可。即,在喷射口16作为端口,或者设置单独的端口时,第二连通孔122的位置相应地调整,确保第二连通孔122与喷射口16连通,或者与单独设置在任何合适位置的一个或多个端口连通。
30.根据本发明的实施例,参见图6、图7,在与端板10的轴向方向垂直的平面中,所述内部空腔11的截面可以是圆形、椭圆形、三角形或者多边形(比如菱形、矩形、正方形、正五边形、六边形)的截面,或其它任何合适形状的截面。
31.根据本发明的实施例,参见图6、图8,所述排放孔12的横截面可以是圆形、椭圆形、三角形或者多边形(比如菱形、矩形、正方形、正五边形、六边形)的截面,或其它任何合适形状的截面。
32.根据本发明的实施例,参见图1、3、5,所述端板10具有:设置在端板10的另一个表面的中心的凸台30;围绕凸台30在端板10的周向方向上间隔设置的多个加强肋40;形成在多个加强肋40之间的多个第一凹部41;以及分别形成在多个加强肋40中的多个第二凹部42。从图5中可以看出,设置有凸台30的端板10的表面与固定涡旋卷20所伸出的端板10的另一个表面是相对的,即:凸台30和固定涡旋卷20分别位于静涡旋盘100的轴向方向上的两侧。多个第一凹部41围绕凸台30在端板10的周向方向上间隔设置,并且多个第二凹部42围绕凸台30在端板10的周向方向上间隔设置。参见图1、3、5,所述内部空腔11至少一部分或全部形成在所述凸台30中。静涡旋盘100还包括形成在所述凸台30中的压缩机的排气口31。凸台30用于连接压缩机的排放阀。
33.根据本发明的实施例,参见图1、图6,多个内部空腔11分别与多个加强肋40在端板10的径向方向上相对。多个第一凹部41分别与相邻的两个内部空腔11之间的间隔壁50在端板10的径向方向上相对。
34.根据本发明的实施例的涡旋压缩机包括:上述的静涡旋盘100、动涡旋盘。动涡旋盘具有动涡旋卷,动涡旋卷和固定涡旋卷配合形成用于压缩介质的压缩腔。此外,涡旋压缩机100还可以包括:壳体以及安装在壳体内的支架。静涡旋盘固定在壳体内,动涡旋盘可转动地支撑在所述支架上且与所述静涡旋盘接合。涡旋压缩机还包括驱动机构,驱动机构固定在壳体的下端且与动涡旋盘相连以驱动动涡旋盘转动。
35.下面描述本发明的涡旋压缩机的静涡旋盘的3d打印方法的一个示例。
36.在cad软件中建立静涡旋盘的3d模型,通过3d打印机中的高能激光束将金属粉末加热、熔化,然后使熔化的金属粉末凝固,逐层建造一个完整的静涡旋盘,具体的增材制造过程如下:
37.1.在计算机上通过cad软件建立静涡旋盘的3d模型,并转化成可打印的stl格式,发送到3d打印机的控制电脑进行切片分层;
38.2.启动3d打印机,将一层热可熔的粉末涂抹在部件建造室;
39.3.高能激光束扫描每层粉末,激光束作用在粉末上使粉末温度达到熔点,因此融化粉末颗粒形成静涡旋盘的横截面固体,激光束的强度被调节到仅熔化部件几何图形划定的区域,周围的粉末保持松散的粉状,起到了天然的支撑作用;
40.4.当静涡旋盘横截面被完全扫描,成型台面下降一个层厚距离,铺上一层新粉,进
行下一次烧结,重复进行这一扫描过程,直到最后完成零件的成型;
41.5.取出打印件,清除零件周围的粉末,通过设计的排放孔排出静涡旋盘内部的粉末。具体来说,采用专门针对静涡旋盘的排放孔的结构设计的设备,将该设备插入静涡旋盘的排放孔,该设备可以具有弹性,能够和排放孔无缝衔接,由此确保静涡旋盘内部的金属粉末能够全部被清理干净。
42.增材制造方法可以选自如下方法中的一种:直接金属增材制造方法、直接金属激光烧结法、选择性激光烧结(sls)、选择性激光熔融成型(slm)、电子束熔融成型(ebm)、电弧增材制造技术(waam)、激光覆熔技术(lens)、纳米粒子喷射(npj)、多射流熔融(mjf)、立体光刻法、叠层实体制造法、熔融位置建模法及其组合。
43.使用增材制造方法生产静涡旋盘时,金属材料可以选用下列材料的一种但不局限于下列材料:铁基合金、钛及钛基合金、镍基合金、钴铬合金、铝合金、铜合金及贵金属等。
44.通过采用本发明的实施例的静涡旋盘和具有该静涡旋盘的涡旋压缩机,例如可以降低涡旋压缩机的重量。例如,与传统的涡旋压缩机的静涡旋盘相比,在保持强度不变的情况下,根据本发明的实施例的静涡旋盘的重量可以降低大约30%。
45.根据本发明的实施例,将传统的涡旋压缩机的静涡旋盘的外部的实体的加强件替换成中空的加强肋,并且将传统的涡旋压缩机的静涡旋盘的实体的凸台替换成了带有内部空腔的凸台,由此降低了涡旋压缩机的静涡旋盘的重量,同时保持了静涡旋盘的强度。
46.此外,通过设置排放孔12,可以排出增材制造静涡旋盘时的金属粉末。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1