一种自行走夹模器控制系统的制作方法
1.本实用新型涉及液农业生产设备领域,尤其是涉及一种自行走夹模器控制系统。
背景技术:
2.随着企业产品种类多样化、样式复杂化要求日益提高,在机械压力机上需要使用多种不同台面、不同吨位的模具来配合生产。模具更换的频率越高,导致换模时间也会相应增加,伴随着常需要耗费大量的人力和时间。不仅造成生产成本的提高,也降低产出的效率。模具在更换后,固定到机床滑块上,不仅需要锁紧固定以防止脱落,在模具使用结束后还需要拆模、松模的来配合下一个模具的更换。有的企业为了节约自动化成本,这个锁模的过程完全依靠人工手动螺栓锁模,人力消耗大,锁模慢,换模工人工伤事故发生无法避免也造成企业生产成本的提高。而且人为操作无法快速更换更大型模具,限制了企业的发展。
3.为了大幅度缩短换模时间,提高生产安全性和效率,实现换模自动化,所以有的企业已经使用快速换模系统。快速换模系统里面要求锁模、拆模自动化,即自走夹模器产生了。自走夹模器安装在滑块前后,需要气液联动控制。有的自走夹模器控制系统将所有自动夹模器进油口串联,共同由一个电磁阀控制,如果电磁阀故障失效,模具就会出现松脱的危险,安全性没有保障。还有的自走夹模器控制系统上没有安装节流阀,那么自动夹模器的行走速度就无法调节,自动化程度不高。
技术实现要素:
4.实用新型目的:针对上述问题,本实用新型的目的是提供一种自行走夹模器控制系统,提高拆、组模自动化程度,更加智能化、更简易、更快速、更安全可靠,从而提高生产效率。
5.技术方案:一种自行走夹模器控制系统,包括主气源一、主气源二、油箱、减压阀、空气过滤器,进油路组件、进油控制组件一、进油控制组件二、自行走模器组件一、自行走模器组件二、自行走模器组件三、自行走模器组件四、plc,减压阀通过空气过滤器与主气源一连接,进油路组件、进油控制组件一、进油控制组件二分别与减压阀连接,进油路组件与油箱连接,进油控制组件一、进油控制组件二分别与进油路组件连接并分别与油箱连通,自行走模器组件一、自行走模器组件四分别与进油控制组件一连接,自行走模器组件二、自行走模器组件三分别与进油控制组件二连接,自行走模器组件一、自行走模器组件二安装于压力机滑块的前侧面,自行走模器组件三、自行走模器组件四安装于滑块后侧面,自行走模器组件一、自行走模器组件二、自行走模器组件三、自行走模器组件四分别与主气源二连接,进油控制组件一、进油控制组件二、自行走模器组件一、自行走模器组件二、自行走模器组件三、自行走模器组件四分别与plc连接。
6.进一步的,进油路组件包括气控齿轮油泵、单向阀一、单向阀二、截止阀、吸油滤油器,气控齿轮油泵与减压阀连接,气控齿轮油泵的进油口与单向阀一连接,单向阀一通过吸油滤油器与油箱连接,气控齿轮油泵的出油口与单向阀二连接,单向阀二与截止阀连接,进
油控制组件一、进油控制组件二分别与截止阀连接。
7.进一步的,进油控制组件一包括二位四通电磁阀、二位二通电磁阀、压力开关,二位四通电磁阀的进气口与减压阀连接,二位四通电磁阀的出气口与二位二通电磁阀连接,二位二通电磁阀的入口与进油路组件连接,出口与压力开关连接,二位二通电磁阀的回油路与油箱连通,自行走模器组件一、自行走模器组件四分别与压力开关连接,二位四通电磁阀与plc信号连接。
8.最佳的,进油控制组件二与进油控制组件一结构相同。
9.最佳的,自行走模器组件一、自行走模器组件二、自行走模器组件三、自行走模器组件四的结构均相同。
10.进一步的,自行走模器组件二包括自行走模器本体、三位四通电磁阀、速度控制阀一、速度控制阀二,三位四通电磁阀的入口与主气源二连接,三位四通电磁阀的两个出气口分别与速度控制阀一、速度控制阀二连接,速度控制阀一、速度控制阀二分别与自行走模器本体连接,三位四通电磁阀与plc信号连接。
11.进一步的,自行走模器本体包括齿轮盘、链条、气缸、t型槽轨道、检知座、接近开关、夹持头,气缸设置于t型槽轨道上方,两者分别与滑块连接,齿轮盘与气缸的活塞连接,夹持头与t型槽轨道滑动连接,链条绕于齿轮盘上,链条一端与气缸固定,另一端与连接夹持头连接,检知座通过螺栓固定在t型槽轨道上,接近开关安装于检知座上,接近开关与plc信号连接,夹持头与进油控制组件一连接,速度控制阀一、速度控制阀二分别与气缸连接。
12.最佳的,三位四通电磁阀配置有消声器。
13.有益效果:与现有技术相比,本实用新型的优点是:
14.(1)本实用新型的液压油路设有截止阀,作用是手动将各液压支路和主进油断开,方便工作人员维护和检修元件。
15.(2)本实用新型在气源进气设有空气过滤器,油箱出油口设有吸油滤油器,可以过滤空气和油中的杂质,保证气源和油品的清洁度。
16.(3)本实用新型的液压油路上设有压力开关,有效防止油路压力过低,导致夹持头夹紧力不够,模具固定不稳掉落的情况的发生。
附图说明
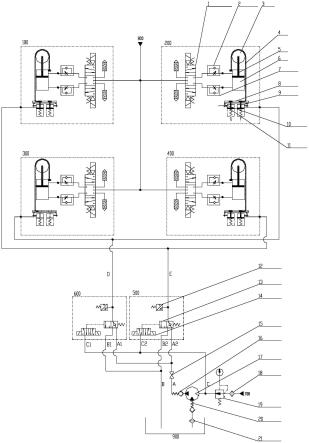
17.图1为本实用新型的结构示意图。
具体实施方式
18.下面结合附图和具体实施例,进一步阐明本实用新型,应理解这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。
19.一种自行走夹模器控制系统,如图1所示,包括主气源一700、主气源二800、油箱900、减压阀19、空气过滤器18,进油路组件、进油控制组件一500、进油控制组件二600、自行走模器组件一100、自行走模器组件二200、自行走模器组件三300、自行走模器组件四400、plc。
20.进油路组件与油箱900连接,进油控制组件一500、进油控制组件二600分别与进油路组件连接并分别与油箱900连通,自行走模器组件一100、自行走模器组件四400分别与进
油控制组件一500连接,自行走模器组件二200、自行走模器组件三300分别与进油控制组件二600连接,自行走模器组件一100、自行走模器组件二200安装于压力机滑块的前侧面,自行走模器组件三300、自行走模器组件四400安装于滑块后侧面,自行走模器组件一100、自行走模器组件二200、自行走模器组件三300、自行走模器组件四400分别与主气源二800连接,进油控制组件一500、进油控制组件二600、自行走模器组件一100、自行走模器组件二200、自行走模器组件三300、自行走模器组件四400分别与plc连接。
21.进油路组件包括气控齿轮油泵17、单向阀一20、单向阀二16、截止阀15、吸油滤油器21,进油控制组件二600与进油控制组件一500结构相同,进油控制组件一600包括二位四通电磁阀14、二位二通电磁阀13、压力开关12,自行走模器组件一100、自行走模器组件二200、自行走模器组件三300、自行走模器组件四400的结构均相同,自行走模器组件二200包括自行走模器本体、三位四通电磁阀1、速度控制阀一2、速度控制阀二7,三位四通电磁阀1配置有消声器,自行走模器本体包括齿轮盘3、链条4、气缸6、t型槽轨道8、检知座10、接近开关11、夹持头9。
22.减压阀19通过空气过滤器18与主气源一700连接,进油路组件、进油控制组件一500、进油控制组件二600分别与减压阀19连接,其中,气控齿轮油泵17与减压阀19连接,气控齿轮油泵17的进油口与单向阀一20连接,单向阀一20通过吸油滤油器21与油箱连接,气控齿轮油泵17的出油口与单向阀二16连接,单向阀二16与截止阀15连接,进油控制组件一500、进油控制组件二600分别与截止阀15连接。以进油控制组件一500为例,二位四通电磁阀14的进气口与减压阀19连接,二位四通电磁阀14的出气口与二位二通电磁阀13连接,二位二通电磁阀13的入口与进油路组件的截止阀15连接,出口与压力开关12连接,二位二通电磁阀13的回油路与油箱900连通,自行走模器组件一100、自行走模器组件四400分别与压力开关12连接,二位四通电磁阀14与plc信号连接。
23.主气源一沿着空气过滤器、减压阀进入,然后分为两条支路,一条进入到气控齿轮油泵右侧,另一条沿着支路c接着分成支路c1和c2,c1和c2分别连接到两个二位四通电磁阀进气口。
24.液压油从油箱经过吸油滤油器和单向阀连接到气控齿轮泵进油口,然后液压油从气控齿轮泵左侧出来,依次连接单向阀、截止阀,然后分成两条支路a1和a2,a1和a2分别连接到两个二位二通电磁阀入口。支路b1和b2一端分别连接到两个二位二通电磁阀入口,另一端则合并到支路b,回到油箱。液压油分别从两个二位二通电磁阀出来,分别连接压力开关,经过支路d和支路e。在支路d的液压油又分成两路:一路沿着进油支路三进入到自行走模器组件三300的进油口,另一路沿着进油支路二进入到自行走模器组件二200的进油口。在支路e的液压油也分成两路:一路沿着进油支路一进入到自行走模器组件一100的进油口,另一路沿着进油支路四进入到自行走模器组件四400的进油口。
25.以自行走模器组件二200为例,三位四通电磁阀1的入口与主气源二800连接,三位四通电磁阀1的两个出气口分别与速度控制阀一2、速度控制阀二7连接,气缸6设置于t型槽轨道8上方,两者分别与压力机滑块连接,齿轮盘3与气缸6的活塞5连接,夹持头9与t型槽轨道8滑动连接,链条4绕于齿轮盘3上,链条4一端与气缸6固定,另一端与连接夹持头9连接,检知座10通过螺栓固定在t型槽轨道8上,接近开关11安装于检知座10上,接近开关11与plc信号连接,夹持头9与进油支路二连接,速度控制阀一2、速度控制阀二7分别与气缸6连接,
三位四通电磁阀1与plc信号连接。
26.在自行走模器组件二中,齿轮盘、链条、活塞、夹持头可运动,夹持头为现有液压夹具,气缸、t型槽轨道位置是固定不动的。链条通过气缸上的活塞伸缩,带动夹持头在t型槽轨道上移动。
27.主气源二的压缩气源分别进入气源支路一、气源支路二、气源支路三、气源支路四,即通向自行走模器组件一、自行走模器组件二、自行走模器组件三、自行走模器组件四的四条支路。压缩气源经过气源支路二连接三位四通电磁阀入口。三位四通电磁阀一路出气口连接速度控制阀一进入到气缸的进气口二,另一路出气口连接度控制阀二进入到气缸的进气口一。其余三条气源支路一、气源支路三、气源支路四的连接方式和气源支路二一样。这四条气源支路上的四个三位四通电磁阀均与plc接通。
28.当机床准备开机工作后,手动打开所有截止阀,保持常开状态。气控齿轮油泵需要气控打开,所以由主气源一控制,当主气源一进气后,一路气源进入到气控齿轮油泵,气控齿轮油泵开始工作吸入液压油。
29.当滑块上的模具只需原地夹紧、放松时,把信号传给plc,plc收到指令,控制气源支路一~气源支路四上的三位四通电磁阀处于中位,自行走模器组件一~自行走模器组件四的进气口一和进气口二均不进气,所以自行走模器组件一~自行走模器组件四上的夹持头在原位。
30.当模具需要原地夹紧时,把信号传给plc,plc控制支路c1和c2上的二位四通电磁阀处于左位,不进气。因为支路d和e前端的二位二通电磁阀又分别由支路c1、c2的二位四通电磁阀控制,所以二位二通电磁阀不动处于右位。则支路a1和支路d接通,支路a2和支路e接通。液压油分别进入到自行走模器组件一~自行走模器组件四进油口。液压油压强p作用在夹持头的活塞面s上,产生的力f=p
×
s,克服夹持头内弹簧力,推动夹持头向上运动,则实现模具夹紧功能。反之,当模具需要原地放松时,把信号传给plc,plc控制支路c1和c2上的二位四通处于右位进气,继而控制支路d和e前端的二位二通电磁阀移至左位,此时支路b1和支路d接通,支路b2和支路e接通,那么自行走模器组件一~自行走模器组件四的夹持头内的液压油在夹持头弹簧力的作用下回到油箱,弹簧力推动夹持头向下运动,则实现模具放松功能。
31.当滑块上更换了较大的模具后需夹紧、放松时,把信号传给plc,plc收到指令,第一步先控制支路c1和c2上的二位四通电磁阀移动至右位通气,继而推动支路d和e上的二位二通电磁阀移动至左位,此时自行走模器组件一~自行走模器组件四上的夹持头在弹簧力作用下向下运动,处于放松状态;第二步控制气源支路一~气源支路四上的三位四通电磁阀移动至上位通气,接着气源分别沿着速度控制阀一进入到自行走模器组件一~自行走模器组件四的进气口二中,推动活塞向下运动。继而带动齿轮盘和链条向下运动。链条又推动夹持头沿着t型槽导轨从f位置移动到g位置。夹持头到达g位置后,接近开关断电。接近开关把夹持头已移动g位置的信号传给plc。继而plc控制三位四通电磁阀回到中位,保证了夹持头一直静止在g位置。当模具需要夹紧时,把信号传给plc,plc控制支路c1和c2上的二位四通处于左位,不进气。因为支路d和e前端的二位二通电磁阀又分别由支路c1、c2的二位四通电磁阀控制,所以二位二通电磁阀不动处于右位。则支路a1和支路d接通,支路a2和支路e接通。液压油分别进入到自行走模器组件一~自行走模器组件四的进油口。液压油压强p作用
在夹持头的活塞面s上,产生的力f=p
×
s,克服夹持头内弹簧力,推动夹持头向上运动,则实现模具夹紧功能。反之,当模具需要放松时,把信号传给plc,plc控制支路c1和c2上的二位四通处于右位,进气。继而控制支路d和e前端的二位二通电磁阀移至左位,此时支路b1和支路d接通,支路b2和支路e接通。那么自行走模器组件一~自行走模器组件四夹持头内的液压油在夹持头弹簧力的作用下回到油箱,弹簧力推动夹持头向下运动,则实现模具放松功能。
32.当滑块上的较小的模具又需原地夹紧、放松时,把信号传给plc,plc收到指令,第一步先控制支路c1和c2上的二位四通电磁阀移动至右位通气,继而推动支路d和e上的二位二通电磁阀移动至左位,此时自行走模器组件一~自行走模器组件四上的夹持头在弹簧力作用下向下运动,处于放松状态;第二步控制气源支路一~气源支路四上的三位四通电磁阀移动至下位通气,接着气源分别沿着速度控制阀二进入到自行走模器组件一~自行走模器组件四的进气口一中,推动活塞向上运动。继而带动齿轮盘和链条向上运动。链条又推动夹持头沿着t型导轨从g位置往返回到f位置。夹持头到达f位置后,接近开关断电。接近开关把夹持头已移动f位置的信号传给plc。继而plc控制三位四通电磁阀一回到中位,保证了夹持头一直静止在f位置。当模具需要夹紧时,把信号传给plc,plc控制支路c1和c2上的二位四通处于左位,不进气。因为支路d和e前端的二位二通电磁阀又分别由支路c1、c2的二位四通电磁阀控制,所以二位二通电磁阀不动处于右位。则支路a1和支路d接通,支路a2和支路e接通。液压油分别进入到自行走模器组件一~自行走模器组件四的进油口。液压油压强p作用在夹持头的活塞s上,产生的力f=p
×
s,克服夹持头内弹簧力,推动夹持头向上运动,则实现模具夹紧功能。反之,当模具需要放松时,把信号传给plc,plc控制支路c1和c2上的二位四通处于右位,进气。继而控制支路d和e前端的二位二通电磁阀移至左位,此时支路b1和支路d接通,支路b2和支路e接通。那么自行走模器组件一~自行走模器组件四夹持头内的液压油在夹持头弹簧力的作用下回到油箱,弹簧力推动夹持头向下运动,则实现模具放松功能。
33.本实用新型中自行走模器组件一~自行走模器组件四的控制气路是并联状态,互不影响,即使其中一条气源支路上的的三位四通电磁阀出现故障,其他三个自走夹模器组也能正常工作。
34.本实用新型中四个自走夹模器组件,前后对角2个为一组,使用交叉防落保护夹持回路。即自自行走模器组件三和自行走模器组件二为一组,进油口共由支路d上的二位二通电磁阀控制。自自行走模器组件一和自行走模器组件四为一组,进油口共由支路e上的二位二通电磁阀控制。因为自行走模器组件一和自行走模器组件二安装在滑块前面,自行走模器组件三和自行走模器组件四安装在滑块后面,所以使用交叉防落保护夹持回路,有效的保证即使油路有一路不通,但滑块前后对角的另外一组自走夹模器组仍能平衡夹持,防止出现因油路故障,自走夹模器组失效导致的模具掉落的危险。
35.本实用新型中气源支路一~气源支路四上均装有速度控制阀一和速度控制阀二。可以通过调节速度控制阀,来控制自行走模器组件一~自行走模器组件四进气口一和进气口二的进气大小,从而控制自行走模器组件一~自行走模器组件四内活塞上下运动速度快慢,实现夹持头在t型槽导轨上移动的速度可调。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1