一种盾构机管片拼装液压系统的制作方法
1.本实用新型涉及一种液压系统,具体是一种盾构机管片拼装液压系统。
背景技术:
2.管片拼装机是隧道衬砌的重要拼装工具。现有管片拼装的驱动部分采用液压驱动,主要由液压泵负责动力源输送,2台液压马达负责旋转动作旋转角度为
±
200
°
,2个水平移动油缸负责前后的轴向移动,行程2000mm,2个举升缸负责纵向移动,行程1200mm,还有配合抓举管片和横向纵向微调的多个油缸,达到6个自由度全角度控制,但现有液压系统通常采用节流元件进行压力、流量调节,系统存在节流损失,且重力负载能量白白浪费掉。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术存在的缺陷,提供一种采用液压变压器的盾构机管片拼装液压系统,实现节能降耗,并减少了液压系统的装机功率。
4.为解决这一技术问题,本实用新型提供了一种盾构机管片拼装液压系统,包括油箱、电机、恒压变量泵、单向阀、溢流阀、二位二通电磁换向阀、第一液压变压器、蓄能器、第一电磁换向阀、齿条油缸、第二液压变压器、第二电磁换向阀、升降油缸、第三液压变压器、第三电磁换向阀、平移油缸、第四液压变压器、第四电磁换向阀、俯仰油缸、第五液压变压器、第五电磁换向阀、摆动油缸、第六液压变压器、第六电磁换向阀、倾斜油缸和安全阀,所述恒压变量泵的进油口与油箱连接,恒压变量泵的出油口与单向阀的进油口连接,单向阀的出油口分别与溢流阀的进油口、二位二通电磁换向阀的油口p、第一液压变压器的高压口u1、第一电磁换向阀的进油口p1、第二液压变压器的高压口u2、第二电磁换向阀的进油口p2、第三液压变压器的高压口u3、第三电磁换向阀的进油口p3、第四液压变压器的高压口u4、第四电磁换向阀的进油口p4、第五液压变压器的高压口u5、第五电磁换向阀的进油口p5、第六液压变压器的高压口u6、第六电磁换向阀的进油口p6、安全阀的进油口连接;所述溢流阀、安全阀的出油口与油箱连接。
5.所述第一液压变压器的回油口r1、第二液压变压器的回油口r2、第三液压变压器的回油口r3、第四液压变压器的回油口r4、第五液压变压器的回油口r5、第六液压变压器的回油口r6与油箱连接。
6.第一液压变压器的负载口v1与第一电磁换向阀的回油口t1连接,第二液压变压器的负载口v2与第二电磁换向阀的回油口t2连接,第三液压变压器的负载口v3与第三电磁换向阀的回油口t3连接,第四液压变压器的负载口v4与第四电磁换向阀的回油口t4连接,第五液压变压器的负载口v5与第五电磁换向阀的回油口t5连接,第六液压变压器的负载口v6与第六电磁换向阀的回油口t6连接。
7.所述第一电磁换向阀的工作油口a1与齿条油缸10的右端油口连接,第一电磁换向阀的工作油口b1与齿条油缸的左端油口连接,第二电磁换向阀的工作油口a2与升降油缸的右端油口连接,第二电磁换向阀的工作油口b2与升降油缸的左端油口连接,第三电磁换向
阀的工作油口a3与平移油缸的右端油口连接,第三电磁换向阀的工作油口b3与平移油缸的左端油口连接,第四电磁换向阀的工作油口a4与俯仰油缸的右端油口连接,第四电磁换向阀的工作油口b4与俯仰油缸的左端油口连接,第五电磁换向阀的工作油口a5与摆动油缸的右端油口连接,第五电磁换向阀的工作油口b5与摆动油缸的左端油口连接,第六电磁换向阀的工作油口a6与倾斜油缸的右端油口连接,第六电磁换向阀的工作油口b6与倾斜油缸的左端油口连接。
8.所述二位二通电磁换向阀的油口a与蓄能器的油口连接。
9.有益效果:本实用新型通过调节液压变压器排量来调节液压回路的压力,减少了压力损失,还可进行能量的回收与再利用;由于系统中没有节流元件,能量传递效率高,避免了节流调速系统中的能量损失,节能效果明显,减少了液压系统的装机功率。
附图说明
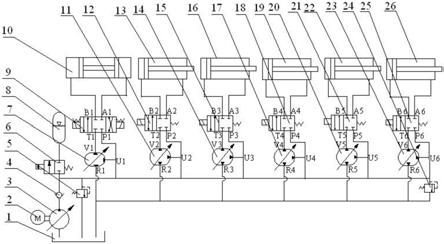
10.图1为本实用新型的结构示意图。
11.图中:1、油箱;2、电机;3、恒压变量泵;4、单向阀;5、溢流阀;6、二位二通电磁换向阀;7、第一液压变压器;8、蓄能器;9、第一电磁换向阀;10、齿条油缸;11、第二液压变压器;12、第二电磁换向阀;13、升降油缸;14、第三液压变压器;15、第三电磁换向阀;16、平移油缸;17、第四液压变压器;18、第四电磁换向阀;19、俯仰油缸;20、第五液压变压器;21、第五电磁换向阀;22、摆动油缸;23、第六液压变压器;24、安全阀;25、第六电磁换向阀;26、倾斜油缸。
具体实施方式
12.下面结合附图及实施例对本实用新型做具体描述。
13.如图1所示,本实用新型提供了一种盾构机管片拼装液压系统,包括油箱1、电机2、恒压变量泵3、单向阀4、溢流阀5、二位二通电磁换向阀6、第一液压变压器7、蓄能器8、第一电磁换向阀9、齿条油缸10、第二液压变压器11、第二电磁换向阀12、升降油缸13、第三液压变压器14、第三电磁换向阀15、平移油缸16、第四液压变压器17、第四电磁换向阀18、俯仰油缸19、第五液压变压器20、第五电磁换向阀21、摆动油缸22、第六液压变压器23、第六电磁换向阀25、倾斜油缸26和安全阀24,所述恒压变量泵3的进油口与油箱1连接,恒压变量泵3的出油口与单向阀4的进油口连接,单向阀4的出油口分别与溢流阀5的进油口、二位二通电磁换向阀6的油口p、第一液压变压器7的高压口u1、第一电磁换向阀9的进油口p1、第二液压变压器11的高压口u2、第二电磁换向阀12的进油口p2、第三液压变压器14的高压口u3、第三电磁换向阀15的进油口p3、第四液压变压器17的高压口u4、第四电磁换向阀18的进油口p4、第五液压变压器20的高压口u5、第五电磁换向阀21的进油口p5、第六液压变压器23的高压口u6、第六电磁换向阀25的进油口p6、安全阀24的进油口连接;所述溢流阀5、安全阀24的出油口与油箱1连接。
14.所述第一液压变压器7的回油口r1、第二液压变压器11的回油口r2、第三液压变压器14的回油口r3、第四液压变压器17的回油口r4、第五液压变压器20的回油口r5、第六液压变压器23的回油口r6与油箱1连接。
15.第一液压变压器7的负载口v1与第一电磁换向阀9的回油口t1连接,第二液压变压
器11的负载口v2与第二电磁换向阀12的回油口t2连接,第三液压变压器14的负载口v3与第三电磁换向阀15的回油口t3连接,第四液压变压器17的负载口v4与第四电磁换向阀18的回油口t4连接,第五液压变压器20的负载口v5与第五电磁换向阀21的回油口t5连接,第六液压变压器23的负载口v6与第六电磁换向阀25的回油口t6连接。
16.所述第一电磁换向阀9的工作油口a1与齿条油缸10的右端油口连接,第一电磁换向阀9的工作油口b1与齿条油缸10的左端油口连接,第二电磁换向阀12的工作油口a2与升降油缸13的右端油口连接,第二电磁换向阀12的工作油口b2与升降油缸13的左端油口连接,第三电磁换向阀15的工作油口a3与平移油缸16的右端油口连接,第三电磁换向阀15的工作油口b3与平移油缸16的左端油口连接,第四电磁换向阀18的工作油口a4与俯仰油缸19的右端油口连接,第四电磁换向阀18的工作油口b4与俯仰油缸19的左端油口连接,第五电磁换向阀21的工作油口a5与摆动油缸22的右端油口连接,第五电磁换向阀21的工作油口b5与摆动油缸22的左端油口连接,第六电磁换向阀25的工作油口a6与倾斜油缸26的右端油口连接,第六电磁换向阀25的工作油口b6与倾斜油缸26的左端油口连接。
17.所述二位二通电磁换向阀6的油口a与蓄能器8的油口连接。
18.本实用新型的工作原理如下:
19.开始工作时,电机2得电启动,恒压变量泵3转动;恒压变量泵3的进油口从油箱1中吸油,其出油口输出的压力油通过出油口进入单向阀4的进油口,从单向阀4的出油口分别进入溢流阀5的进油口、二位二通电磁换向阀6的油口p、第一液压变压器7的高压口u1、第一电磁换向阀9的进油口p1、第二液压变压器11的高压口u2、第二电磁换向阀12的进油口p2、第三液压变压器14的高压口u3、第三电磁换向阀15的进油口p3、第四液压变压器17的高压口u4、第四电磁换向阀18的进油口p4、第五液压变压器20的高压口u5、第五电磁换向阀21的进油口p5、第六液压变压器23的高压口u6、第六电磁换向阀25的进油口p6、安全阀24的进油口。
20.安装管片时,控制第四电磁换向阀18、第五电磁换向阀21、第六电磁换向阀25的电磁铁通电处于左位工作,控制第四液压变压器17、第五液压变压器20、第六液压变压器23进行压力调节,使俯仰油缸19、摆动油缸22、倾斜油缸26的活塞杆伸缩,当第四液压变压器17、第五液压变压器20、第六液压变压器23的高压油口u4、u5、u6处的压力高于负载口v4、v5、v6处的压力时,俯仰油缸19、摆动油缸22、倾斜油缸26的活塞杆缩回,当第四液压变压器17、第五液压变压器20、第六液压变压器23的高压油口u4、u5、u6处的压力低于负载口v4、v5、v6处的压力时,俯仰油缸19、摆动油缸22、倾斜油缸26的活塞杆伸出,这样,位于管片拼装机底部的抓取装置通过自身俯仰、摆动和倾斜3种运动实现管片的姿态调整,管片姿态调整好后,第四电磁换向阀18、第五电磁换向阀21、第六电磁换向阀25的电磁铁断电。控制第三电磁换向阀15的电磁铁通电处于左位工作,控制第三液压变压器14进行压力调节,使平移油缸16的活塞杆伸缩,当第三液压变压器14的高压油口u3处的压力高于负载口v3处的压力时,平移油缸16的活塞杆缩回,当第三液压变压器14的高压油口u3处的压力低于负载口v3处的压力时,平移油缸16的活塞杆伸出,完成管片水平方向位置调整,第三电磁换向阀15的电磁铁断电。控制第二电磁换向阀12的电磁铁通电处于左位工作,控制第二液压变压器11进行压力调节,使升降油缸13的活塞杆伸缩,当第二液压变压器11的高压油口u2处的压力高于负载口v2处的压力时,升降油缸13的活塞杆缩回,当第二液压变压器11的高压油口u2处的压
力低于负载口v2处的压力时,升降油缸13的活塞杆伸出,完成管片垂直方向的提升和下降,第二电磁换向阀12的电磁铁断电。
21.当管片拼装机要驱动管片顺时针旋转时,调节第一液压变压器7的高压口u1压力高于负载口v1压力,控制第一电磁换向阀9的左端电磁铁得电处于左位工作,进油口p1和齿条油缸10的工作油口a1接通,回油口t1和工作油口b1接通,控制二位二通电磁换向阀6电磁铁得电,恒压变量泵3与蓄能器8共同向系统供油,压力油通过第一电磁换向阀9的油口p1、a1、齿条油缸10的右端油口进入齿条油缸10的右腔,齿条油缸10的齿条活塞向左移动,齿条油缸10的左腔的液压油通过左端油口、第一电磁换向阀9的油口b1和t1、第一液压变压器7的负载口v1和回油口r1流回油箱1,在齿轮齿条传动副作用下管片顺时针旋转到圆周指定位置。控制二位二通电磁换向阀6电磁铁断电,控制第一电磁换向阀9的左端电磁铁断电,第一电磁换向阀9处于中位工作,完成管片的拼装施工。管片转动速度大小是通过调节第一液压变压器7的排量来实现的。
22.当管片在圆周指定位置拼装好之后,管片拼装机需沿逆时针方向旋转一定角度下降到初始位置,准备抓取下一块管片。控制电机2断电,恒压变量泵3停止工作;控制二位二通电磁换向阀6电磁铁得电。在管片拼装机在自身重力矩的作用下逆时针旋转,通过齿轮齿条传动副驱动齿条油缸10的齿条活塞向右移动,将齿条油缸10右腔的油液充入蓄能器8中,实现能量回收。当蓄能器8中油液压力达到溢流阀5的设定压力时,控制二位二通电磁换向阀6电磁铁断电,多余的压力油通过溢流阀5流回油箱。此时,油箱1中的油液通过第一液压变压器7的回油口r1和负载口v1、第一电磁换向阀9的油口t1、b1、齿条油缸10的左端油口进入齿条油缸10的左腔。
23.当管片拼装机要驱动管片逆时针旋转时,控制第一电磁换向阀9的右端电磁铁得电处于右位工作,进油口p1和工作油口b1接通,回油口t1和工作油口a1接通,控制二位二通电磁换向阀6电磁铁得电,恒压变量泵3与蓄能器8共同向系统供油,压力油通过第一电磁换向阀9的油口p1、b1、齿条油缸10的左端油口进入齿条油缸10的左腔,齿条油缸10的齿条活塞向右移动,齿条油缸10的右腔液压油通过右端油口、第一电磁换向阀9的油口a1和t1、第一液压变压器7的负载口v1和回油口r1流回油箱1,在齿轮齿条传动副作用下管片逆时针旋转到圆周指定位置。控制二位二通电磁换向阀6电磁铁断电,控制第一电磁换向阀9的右端电磁铁断电,第一电磁换向阀9处于中位工作,完成管片的拼装施工。
24.当管片在圆周指定位置拼装好之后,需沿顺时针方向旋转一定角度下降到初始位置,准备抓取下一块管片。控制电机2断电,恒压变量泵3停止工作;控制二位二通电磁换向阀6电磁铁得电。在管片拼装机自身重力矩的作用下顺时针旋转,通过齿轮齿条传动副驱动齿条油缸10的齿条活塞向左移动,将齿条油缸10左腔的油液充入蓄能器8中,实现能量回收。当蓄能器8中油液压力达到溢流阀5的设定压力时,控制二位二通电磁换向阀6电磁铁断电,多余的压力油通过溢流阀5流回油箱1。此时,油箱1中的油液通过第一液压变压器7的回油口r1和负载口v1、第一电磁换向阀9的油口t1、a1、齿条油缸10的右端油口进入齿条油缸10的右腔。
25.按照上述操作过程,即可完成所有管片的拼装。
26.安全阀24的设定压力稍高于液压系统的工作压力,液压系统正常工作时,安全阀24不开启;当负载突然增大,系统压力升高超过安全阀24的设定压力时,安全阀24开启卸
荷。
27.本实用新型通过调节液压变压器排量来调回路的工作压力,以容积调节取代节流调节,减少了压力损失,还可回收管片拼装机自身的重力势能,用于管片旋转,实现能量的回收与再利用;本实用新型节流损失少,能量传递效率高,避免了节流调速系统中的能量损失,节能效果明显,减少了液压系统的装机功率。
28.本实用新型上述实施方案,只是举例说明,不是仅有的,所有在本实用新型范围内或等同本实用新型的范围内的改变均被本实用新型包围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1