一种带组合式陶瓷内衬的渣浆泵泵体以及制作方法与流程
1.本发明涉及渣浆泵技术领域,特别涉及一种带组合式陶瓷内衬的渣浆泵泵体以及制作方 法。
背景技术:
2.渣浆泵是指通过借助离心力(泵的叶轮的旋转)的作用使固、液混合介质能量增加的一 种机械,将电能转换成介质的动能和势能的设备,主要适用于矿山、电厂、疏浚、冶金、化 工、建材及石油等行业领域。渣浆泵一般包括呈蜗形的泵体(包括涡室和扩散管)以及位于 泵体内部并与泵体偏心设置的叶轮,渣浆泵不同于常规的液体泵,它用于输送固、液混合介 质,泵体内壁需承受固体介质的较大的冲击力,除此以外,渣浆泵还用于具有腐蚀性的浆液 的输送,因此泵体对抗冲击强度和耐腐蚀性的要求很高。
3.公开号为cn108533501a的中国专利公开了一种碳化硅陶瓷重型渣浆泵,其在泵体的内 壁上设置了一层相对于泵体具有更强耐磨性的蜗壳内衬板,如此提高泵体的抗冲击强度和耐 腐蚀性;但是当泵体较大,所需蜗壳内衬板的面积较大,按目前的加工工序先将蜗壳内衬烧 制成型,再与泵体烧成一体,而一整块蜗壳内衬板烧制成型的难度较大,即加工难度大。
技术实现要素:
4.本发明的目的是提供一种带组合式陶瓷内衬的渣浆泵泵体以及制作方法,旨在解决加工 难度大的问题。
5.本发明的上述技术目的是通过以下技术方案得以实现的:
6.一种带组合式陶瓷内衬的渣浆泵泵体,包括涡室、沿所述涡室切线方向设置并与涡室相 连通的扩散管、与所述涡室内壁相连的内衬层以及与所述内衬层的内缘相连的连接体,所述 涡室的外壁设置有金属外壳,所述内衬层的内缘和所述连接体的外缘呈渐开线,所述连接体 的内缘呈圆形,所述内衬层包括若干个小块内衬以及若干个连接内衬,若干个所述小块内衬 与所述涡室内壁相连的一面位于同一圆弧面。
7.通过上述技术方案,首先烧制若干块小块内衬和连接内衬,再将烧制好的小块内衬和连 接内衬置于专用模具的上,之后再将呈流体状用于制作涡室的氮化硅结合碳化硅陶瓷浇注成 型料浇注在模具中形成填充层,小块内衬和连接内衬之间的间隙可被制作涡室的氮化硅结合 碳化硅陶瓷浇注成型料填满,之后进行高温氮化烧制成一体,小块内衬和连接内衬成内衬层 镶入涡室中,之后对烧结完成的镶有内衬层的涡室进行陶瓷增强处理,陶瓷增强处理对内衬 层与涡室之间的缝隙进行粘接强度增强,并封闭陶瓷材料的气孔,有助于提高内衬层和涡室 的一体性和防渗透防腐蚀能力,之后将镶有内衬层的涡室与金属外壳的内壁相连。其中,内 衬层包括若干个小块内衬和若干个连接内衬,避免烧制一整块蜗形内衬,烧制小块内衬和连 接内衬的难度较小,并且涡室外设置有金属外壳,进一步增强了泵体的抗冲击强度和耐腐蚀 性。
8.本发明的进一步设置为:若干个所述小块内衬均与所述与所述涡室内壁平面处相连,所 述连接内衬呈圆弧形,若干个所述连接内衬与所述涡室内壁转折处相连。
9.通过上述技术方案,若干个小块内衬镶入涡室平面处,若干个连接内衬镶入涡室内壁转 折处,如此组成涡室内的内衬层排布紧密,保证泵体的抗冲击强度和耐腐蚀性。
10.本发明的进一步设置为:若干个所述小块内衬与所述涡室内壁转折处相连,所述连接内 衬呈方形或瓦片形,若干个所述连接内衬与所述与所述涡室内壁平面处相连。
11.通过上述技术方案,若干个连接内衬镶入涡室平面处,若干个小块内衬镶入涡室内壁转 折处,如此组成涡室内的内衬层排布紧密,保证泵体的抗冲击强度和耐腐蚀性。
12.本发明的进一步设置为:所述连接内衬包括第一连接内衬和/或长度大于所述第一连接内 衬长度的第二连接内衬,所述第一连接内衬和/或所述第二连接内衬交错排布或间隔排布。
13.通过上述技术方案,根据渣浆泵内部各处的磨损严重的程度来排列,磨损较为严重处使 用第一连接内衬和第二连接内衬并交错排列,交错排布的第一连接内衬和第二连接内衬与小 块内衬连接后构成的内衬层成一体,更为耐磨;磨损轻微处使用第一连接内衬或第二连接内 衬并间隔排列,不影响渣浆泵内部的耐磨性能,同时可降低成本。
14.本发明的进一步设置为:所述连接内衬与所述小块内衬之间设置有过渡内衬,所述过渡 内衬呈k字形或三角形。
15.通过上述技术方案,过渡内衬使连接内衬与小块内衬之间衔接缺失的部分衔接上,从而 使涡室各处均覆盖有内衬,如此泵体各处均具有较强的抗冲击强度和耐腐蚀性,进一步增强 了泵体整体的抗冲击强度和耐腐蚀性。
16.本发明的进一步设置为:所述涡室包括隔舌,所述隔舌位于所述涡室内壁与所述扩散管 相连的弯折处,若干个所述小块内衬在所述涡室内壁靠近所述隔舌处为紧密排布,若干个所 述小块内衬在所述涡室内壁与所述扩散管平滑过渡处为间隔排布。
17.通过上述技术方案,隔舌上可设置有由反应烧结材料(反应烧结碳化硅、重结晶碳化硅、 碳化硼复相陶瓷等)制成的隔舌内衬,泵体输送的介质经隔舌至涡室内,与泵体偏心设置的 叶轮与涡室内壁的距离逐渐变大,因此涡室内壁靠近隔舌处所受冲击力较大,若干个小块内 衬在此处紧密排布,增大了此处的抗冲击强度,使内衬层的抗冲击强度与实际使用时涡室内 壁各处所受冲击力相适应;泵体输送的介质并泵至涡室内壁与扩散管的平滑过渡处时,由于 与泵体偏心设置的叶轮与涡室内壁的距离逐渐变大,因此涡室内壁靠近隔舌处所受冲击力较 小,并且扩散管随其离涡室内壁越远,其直径越大,若干个小块内衬在此处间隔排布,使内 衬层的抗冲击强度与实际使用时涡室内壁各处所受冲击力相适应,减少了小块内衬的数量, 节约了成本。
18.本发明的进一步设置为:若干个所述小块内衬侧部开设有凹槽或设置有凸起,开设于一 所述小块内衬的凹槽与设置于另一所述小块内衬的凸起相配合。
19.通过上述技术方案,开设于一小块内衬的凹槽与设置于另一小块内衬的凸起相配合,使 小块内衬的配合更为紧密,更难发生脱落,同时泵体的抗冲击强度和耐腐蚀性进一步得以增 强。
20.在还一实施例中,小块内衬的侧部设置为波浪形,不同小块内衬的侧部可相互配合。
21.本发明的进一步设置为:所述内衬层的材质为碳化硅复合陶瓷、氮化硅结合碳化硅陶瓷、 氧化铝陶瓷或反应烧结陶瓷的多种或一种,所述内衬层的厚度为2-20mm。
22.通过上述技术方案,上述陶瓷材料具有节能、环保、耐高温、耐腐蚀诸多优点,由此材 料制成的内衬层具有较高的抗冲击性和耐腐蚀性,厚度为2-20mm的内衬层可使制得的泵体 具有合适的抗冲击强度,可满足使用需求。
23.本发明的进一步设置为:所述小块内衬呈三角形状、长方体状、五棱柱状、六棱柱状、 工字形、土字形、王字形、腰鼓形中的一种或几种,所述小块内衬的排列方式为紧密排列或 间隔排列。
24.通过上述技术方案,可根据渣浆泵内部各处的磨损严重的程度来选择不同形状的小块内 衬并对其进行排列,磨损较为严重处的小块内衬紧密排列并采用高性能复合陶瓷,磨损轻微 处的小块内衬则间隔排列,如此与实际使用的情况相适应,不影响渣浆泵的耐用性,同时可 降低成本;同时,不同形状的小块内衬形状规则,易于排布,可互相交错排布,增大了内衬 层的强度及与涡室的烧结一体性,截面可设计为“土”字、“工”字型结构,方便涡室浇注 成型料充分与其接触,增大粘接面积,从而增大粘接强度。
25.本发明还提供了一种如上任一项所述的一种带组合式陶瓷内衬的渣浆泵泵体的制作方 法,包括以下步骤,
26.s1,烧制若干块小块内衬和连接内衬,再将烧制好的小块内衬和连接内衬置于专用模具 的上;
27.s2,将呈流体状用于制作涡室的碳化硅复合陶瓷、氮化硅结合碳化硅陶瓷、氧化铝陶瓷 或反应烧结陶瓷的浇注成型料浇注在模具中形成填充层;
28.s3,进行高温氮化烧制成一体,小块内衬和连接内衬成内衬层镶入涡室中;
29.s4,对烧结完成的镶有内衬层的涡室进行陶瓷增强处理;
30.s5,将镶有内衬层的涡室与金属外壳的内壁相连。
31.与现有技术相比,本发明的有益效果在于:
32.1、内衬层包括若干个小块内衬和若干个连接内衬,避免烧制一整块蜗形内衬,烧制小块 内衬和连接内衬的难度较小,并且涡室外设置有金属外壳,进一步增强了泵体的抗冲击强度 和耐腐蚀性。
33.2、连接体包括若干个弧形的连接部,避免烧制外缘为渐开线、内缘为圆形的一体连接体, 进一步降低了加工难度。
34.3、若干个小块内衬在涡室内壁靠近隔舌和与扩散管平滑过渡处分别为紧密排布和间隔排 布,使内衬层的抗冲击强度与实际使用时涡室内壁各处所受冲击力相适应,在涡室内壁与扩 散管平滑过渡处间隔排布即可满足使用需要,又减少了小块内衬的数量,节约了成本。
附图说明
35.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附 图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域 普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
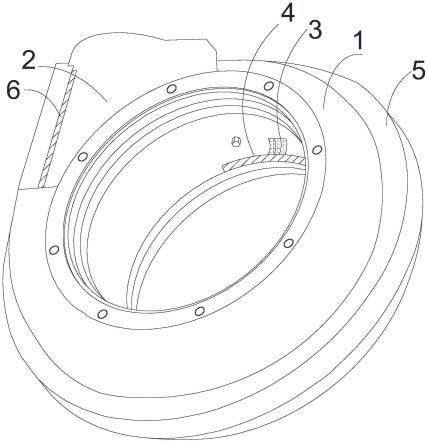
36.图1是本发明一种带组合式陶瓷内衬的渣浆泵泵体实施例一一实施例的结构示意图。
37.图中,1、涡室;2、扩散管;3、内衬层;4、连接体;5、金属外壳;6、填充层。
具体实施方式
38.下面将结合附图以及具体实施例对本发明的技术方案进行清楚、完整地描述。显然,所 描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例, 本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明 保护的范围。
39.实施例1
40.本发明提供的一种带组合式陶瓷内衬的渣浆泵泵体,如图1所示,包括涡室1、沿所述 涡室1切线方向设置并与涡室1相连通的扩散管2、与所述涡室1内壁相连的内衬层3以及 与所述内衬层3的内缘相连的连接体4,所述涡室1的外壁设置有金属外壳5,所述内衬层3 的内缘和所述连接体4的外缘呈渐开线,所述连接体4的内缘呈圆形,所述内衬层3包括紧 密排布的若干个呈多棱柱形或圆柱形的小块内衬以及若干个连接内衬,若干个所述小块内衬 与所述涡室1内壁相连的一面位于同一圆弧面。
41.若干个所述小块内衬与所述涡室1内壁平面处相连,所述连接内衬呈圆弧形,若干个所 述连接内衬与所述涡室1内壁转折处相连,若干个小块内衬镶入涡室1平面处,若干个连接 内衬镶入涡室1内壁转折处,如此组成涡室1内的内衬层3排布紧密,保证泵体的抗冲击强 度和耐腐蚀性。
42.所述连接内衬包括第一连接内衬和/或长度大于所述第一连接内衬长度的第二连接内衬, 所述第一连接内衬和/或所述第二连接内衬交错排布或间隔排布,根据渣浆泵内部各处的磨损 严重的程度来排列,磨损较为严重处使用第一连接内衬和第二连接内衬并交错排列,交错排 布的第一连接内衬和第二连接内衬与小块内衬连接后构成的内衬层3成一体,更为耐磨;磨 损轻微处使用第一连接内衬或第二连接内衬并间隔排列,不影响渣浆泵内部的耐磨性能,同 时可降低成本;同时还应当理解为,其他形状和排列方式的组合,只要以此组合的渣浆泵具 备足够的耐磨性,则无论其使用哪种材料或形状,以及采用哪种形式排布,均在本技术的保 护范围之内,本技术要求保护的范围,包括但不限于本技术中罗列以及图示的形状的形状、 材质以及排布的方式。
43.所述连接内衬与所述小块内衬之间设置有过渡内衬,所述过渡内衬呈k字形或三角形, 所述连接体4包括若干个弧形的连接部,若干个所述连接部背离所述内衬层3的一面位于同 一圆弧面,过渡内衬使连接内衬与小块内衬之间衔接缺失的部分衔接上,从而使涡室1各处 均覆盖有内衬,如此泵体各处均具有较强的抗冲击强度和耐腐蚀性,进一步增强了泵体整体 的抗冲击强度和耐腐蚀性。
44.所述涡室1包括隔舌,所述隔舌位于所述涡室1内壁与所述扩散管2相连的弯折处,若 干个所述小块内衬在所述涡室1内壁靠近所述隔舌处为紧密排布,若干个所述小块内衬在所 述涡室1内壁与所述扩散管2平滑过渡处为间隔排布,隔舌上可设置有由反应烧结材料(反 应烧结碳化硅、重结晶碳化硅、碳化硼复相陶瓷等)制成的隔舌内衬,泵体输送的介质经隔 舌至涡室1内,与泵体偏心设置的叶轮与涡室1内壁的距离逐渐变大,因此涡室1内
壁靠近 隔舌处所受冲击力较大,若干个小块内衬在此处紧密排布,增大了此处的抗冲击强度,使内 衬层3的抗冲击强度与实际使用时涡室1内壁各处所受冲击力相适应;泵体输送的介质并泵 至涡室1内壁与扩散管2的平滑过渡处时,由于与泵体偏心设置的叶轮与涡室1内壁的距离 逐渐变大,因此涡室1内壁靠近隔舌处所受冲击力较小,并且扩散管2随其离涡室1内壁越 远,其直径越大,若干个小块内衬在此处间隔排布,使内衬层3的抗冲击强度与实际使用时 涡室1内壁各处所受冲击力相适应,减少了小块内衬的数量,节约了成本。
45.若干个所述小块内衬侧部开设有凹槽或设置有凸起,开设于一所述小块内衬的凹槽与设 置于另一所述小块内衬的凸起相配合,或者小块内衬的侧部设置为波浪形,不同小块内衬的 侧部可相互配合,使小块内衬的配合更为紧密,更难发生脱落,同时泵体的抗冲击强度和耐 腐蚀性进一步得以增强。
46.所述内衬层3的材质为碳化硅复合陶瓷、氮化硅结合碳化硅陶瓷、氧化铝陶瓷或反应烧 结陶瓷的多种或一种,所述内衬层3的厚度为2-20mm,上述陶瓷材料具有节能、环保、耐高 温、耐腐蚀诸多优点,由此材料制成的内衬层3具有较高的抗冲击性和耐腐蚀性,厚度为 2-20mm的内衬层可使制得的泵体具有合适的抗冲击强度,可满足使用需求。
47.所述小块内衬呈三角形状、长方体状、五棱柱状、六棱柱状、工字形、土字形、王字形、 腰鼓形中的一种或几种,所述小块内衬的排列方式为紧密排列或间隔排列。
48.可根据渣浆泵内部各处的磨损严重的程度来选择不同形状的小块内衬并对其进行排列, 磨损较为严重处的小块内衬紧密排列并采用高性能复合陶瓷,磨损轻微处的小块内衬则间隔 排列,如此与实际使用的情况相适应,不影响渣浆泵的耐用性,同时可降低成本;同时,不 同形状的小块内衬形状规则,易于排布,可互相交错排布,增大了内衬层的强度及与涡室的 烧结一体性,截面可设计为“土”字、“工”字型结构,方便涡室浇注成型料充分与其接触, 增大粘接面积,从而增大粘接强度。
49.同时还应当理解为,只要是使用了小块内衬中一个或多个的组合,并且以此组合的渣浆 泵具备足够的耐磨性,则无论其使用哪种材料或形状,以及采用哪种形式排布,均在本技术 的保护范围之内,本技术要求保护的范围,包括但不限于本技术中罗列以及图示的形状的形 状、材质以及排布的方式。
50.本发明还提供了一种如上任一项所述的一种带组合式陶瓷内衬的渣浆泵泵体的制作方 法,包括以下步骤,
51.s1,烧制若干块小块内衬和连接内衬,再将烧制好的小块内衬和连接内衬置于专用模具 的上;
52.s2,将呈流体状用于制作涡室1的碳化硅复合陶瓷、氮化硅结合碳化硅陶瓷、氧化铝陶 瓷或反应烧结陶瓷的浇注成型料浇注在模具中形成填充层13;
53.s3,进行高温氮化烧制成一体,小块内衬和连接内衬成内衬层3镶入涡室1中;
54.s4,对烧结完成的镶有内衬层3的涡室1进行陶瓷增强处理;
55.s5,将镶有内衬层3的涡室1与金属外壳5的内壁相连。
56.泵体的加工过程:首先烧制若干块小块内衬和连接内衬,再将烧制好的小块内衬和连接 内衬置于专用模具的上,之后再将呈流体状用于制作涡室1的碳化硅复合陶瓷、氮化硅结合 碳化硅陶瓷、氧化铝陶瓷或反应烧结陶瓷的浇注成型料浇注在模具中形成填充层13,小块内 衬和连接内衬之间的间隙可被制作涡室1的陶瓷浇注成型料填满,之后进行
高温氮化烧制成 一体,小块内衬和连接内衬成内衬层3镶入涡室1中,小块内衬和连接内衬表面涂覆有一层 有机树脂类结合剂和无机碳化硅微粉、硅粉、氮化硅微粉、辅助剂的混合涂层,有利于与涡 室1更好的粘结,在烧结时与涡室1更好的结合;之后对烧结完成的镶有内衬层3的涡室1 进行陶瓷增强处理,陶瓷增强处理对内衬层3与涡室1之间的缝隙进行粘接强度增强,并封 闭陶瓷材料的气孔,有助于提高内衬层3和涡室1的一体性和防渗透防腐蚀能力,之后将镶 有内衬层3的涡室1与金属外壳2的内壁相连。其中,内衬层3包括若干个小块内衬和若干 个连接内衬,避免烧制一整块蜗形内衬,烧制小块内衬和连接内衬的难度较小,制得的蜗壳 内衬不仅与涡室1内壁平面处相连,而且与涡室1内壁的转折处相连,并且涡室1外设置有 金属外壳5,进一步增强了泵体的抗冲击强度和耐腐蚀性。
57.实施例2
58.一种带组合式陶瓷内衬的渣浆泵泵体,与实施例一不同之处在于,若干个所述小块内衬 与所述涡室1内壁转折处相连,所述连接内衬呈方形或瓦片形,若干个所述连接内衬与所述 与所述涡室1内壁平面处相连,若干个连接内衬镶入涡室1平面处,若干个小块内衬镶入涡 室1内壁转折处,如此组成涡室1内的内衬层3排布紧密,保证泵体的抗冲击强度和耐腐蚀 性。
59.需要说明的是,本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都 是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
60.上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域 的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1