一种汽车空调压缩机后盖铸造坯体及后盖的制作方法
1.本实用新型涉及一种汽车空调压缩机后盖,具体涉及一种汽车空调压缩机后盖铸造坯体以及由该铸造坯体加工而成的汽车空调压缩机后盖。
背景技术:
2.汽车空调压缩机后盖是与后缸体、前缸体和前盖共同组合构成汽车空调压缩机壳体的结构部件之一,其制造工艺方法是,首先,铸造制备汽车空调压缩机后盖坯体,然后依次经过机械加工工序,在后盖坯体加工形成连接端面、吸气孔、排气孔、定位孔和连接孔,完成后盖的制备生产。目前,汽车用空调压缩机采用的都是单吸排气通道结构,但根据配套汽车品牌和车型的要求,吸排气通道口的设置位置大多都是不尽相同的,有的吸排气通道口朝向汽车用空调压缩机后盖的后方,有的则朝向侧方,即使在相同的设置方向上设置位置也可能存在较大差异。现行生产之中,汽车用空调压缩机后盖铸造坯体的设计制造原则是按照具体车型要求单独开模制造,即使仅仅存在吸排气通道口开设方向或者位置差异的同一系列产品汽车用空调压缩机也需要各自开模制造,这种缺少结构集成度和生产集约化的汽车空调压缩机后盖铸造坯体的生产模式无疑增大开模费用投入,提高了汽车空调压缩机的生产制造成本,因此,特别有必要对这种粗放式的汽车空调压缩机后盖铸造坯体生产模式进行改进,通过提高汽车空调压缩机后盖铸造坯体结构的集成度,节约铸件的开模投入,降低铸件的开发成本,进而减小汽车空调压缩机的生产制造成本。
技术实现要素:
3.本实用新型的目的是,提供一种具有双吸排气孔可选结构的汽车空调压缩机后盖铸造坯体,以及由该铸造坯体加工而成的汽车空调压缩机后盖,节约汽车空调压缩机后盖铸造的开模投入,降低铸件生产成本。
4.一种汽车空调压缩机后盖铸造坯体,采用金属材料铸造而成,包括:连接螺孔、后吸气孔、后排气孔、后管路固定螺孔、侧吸气孔、侧排气孔和侧管路固定螺孔,所述连接螺孔设置在后盖铸造坯体的前端面上,用以与汽车空调压缩机后缸体配合连接,所述后吸气孔、所述后排气孔和所述后管路固定螺孔成组配合设置在所述后盖铸造坯体的后端面上,所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔成组配合设置在所述后盖铸造坯体的侧边沿上,所述连接螺孔、所述后吸气孔、所述后排气孔、所述后管路固定螺孔、所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔均为裸眼盲孔;所述后盖铸造坯体同时分别设置了由所述后吸气孔、所述后排气孔和所述后管路固定螺孔组成的后吸排气孔组,以及由所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔组成的侧吸排气孔组,后续可根据配套汽车车型的要求以二者择一的方式,对所述后吸排气孔组或者所述侧吸排气孔组进行选择加工,以满足汽车空调压缩机吸排气通道后方连接或者侧方连接的结构方式,利用同一后盖铸造坯体结构达到同时兼顾两种连接方式汽车空调压缩机后盖生产的目的,可减少开模数量,节约资金投入,降低生产成本。
5.一种后置吸排气孔汽车空调压缩机后盖,利用所述一种汽车空调压缩机后盖铸造坯体加工而成,包括:连接螺孔、后吸气孔、后排气孔、后管路固定螺孔、侧吸气孔、侧排气孔和侧管路固定螺孔,所述连接螺孔设置在后盖的前端面上,用以与汽车空调压缩机后缸体配合连接,所述后吸气孔、所述后排气孔和所述后管路固定螺孔成组配合设置在所述后盖的后端面上,所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔成组配合设置在所述后盖的侧边沿上,其中,所述连接螺孔和所述后排气孔中分别开设有连接螺纹,所述后吸气孔和所述后管路固定螺孔为贯通所述后盖盖体的通孔,所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔为裸眼盲孔。
6.一种侧置吸排气孔汽车空调压缩机后盖,利用所述一种汽车空调压缩机后盖铸造坯体加工而成,包括:连接螺孔、后吸气孔、后排气孔、后管路固定螺孔、侧吸气孔、侧排气孔和侧管路固定螺孔,所述连接螺孔设置在后盖的前端面上,用以与汽车空调压缩机后缸体配合连接,所述后吸气孔、所述后排气孔和所述后管路固定螺孔成组配合设置在所述后盖的后端面上,所述侧吸气孔、所述侧排气孔和所述侧管路固定螺孔成组配合设置在所述后盖的侧边沿上,其中,所述连接螺孔和所述侧管路固定螺孔中分别开设有连接螺纹,所述后吸气孔、所述后排气孔和所述后管路固定螺孔为裸眼盲孔,所述侧吸气孔和所述侧排气孔为贯通所述后盖侧壁的通孔。
7.本实用新型的有益效果是,提供一种具有双吸排气孔可选结构的汽车空调压缩机后盖铸造坯体,利用该后盖铸造坯体可根据配套汽车车型的要求,对成组设置的后吸排气孔组和侧吸排气孔组进行选择加工,生产后置吸排气孔的汽车空调压缩机后盖或者侧置吸排气孔的汽车空调压缩机后盖,以配套适应汽车空调压缩机吸排气通道后方连接或者侧方连接的结构方式,实现同一后盖铸造坯体同时满足两种连接方式汽车空调压缩机后盖的配套结构要求,能够明显减少汽车空调压缩机后盖生产的铸造开模数量,节约资金投入,降低生产成本。
附图说明
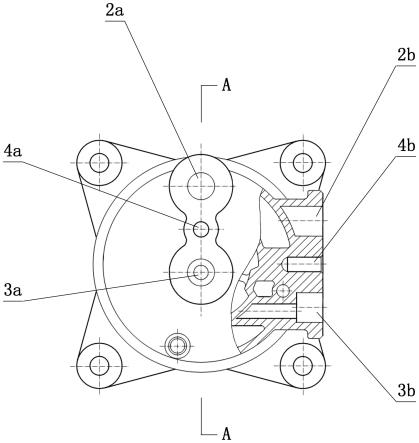
8.图1为实施例1中汽车空调压缩机后盖铸造坯体后端面主视图。
9.图2为图1中a-a线剖视图。
10.图3为实施例2中使用后吸排气孔汽车空调压缩机后盖前端面主视图。
11.图4为图3中b-b线剖视图。
12.图5为实施例3中使用侧吸排气孔汽车空调压缩机后盖后端面主视图。
具体实施方式
13.下面结合具体实施例及其附图,对本实用新型请求保护的技术方案做进一步描述。
14.实施例1
15.一种sp固定排量汽车空调压缩机后盖铸造坯体,采用铝合金材料铸造而成,如图1和图2所示,包括:连接螺孔1、后吸气孔2a、后排气孔3a、后管路固定螺孔4a、侧吸气孔2b、侧排气孔3b和侧管路固定螺孔4b,5个所述连接螺孔1设置在后盖铸造坯体的前端面上,在所述前端面上沿圆周布设,所述后吸气孔2a、所述后排气孔3a和所述后管路固定螺孔4a成组
配合设置在所述后盖铸造坯体的后端面上,所述侧吸气孔2b、所述侧排气孔3b和所述侧管路固定螺孔4b成组配合设置在所述后盖铸造坯体的侧边沿上,所述后吸气孔2a和所述后排气孔3a的设置方向分别与所述侧吸气孔2b和所述侧排气孔3b的设置方向相互垂直,所述连接螺孔1、所述后吸气孔2a、所述后排气孔3a、所述后管路固定螺孔4a、所述侧吸气孔2b、所述侧排气孔3b和所述侧管路固定螺孔4b均为裸眼盲孔,利用所述后盖铸造坯体,在进行后续必要的通用机械加工的同时,可在由所述后吸气孔2a、所述后排气孔3a和所述后管路固定螺孔4a组成的后吸排气孔组,以及由所述侧吸气孔2b、所述侧排气孔3b和所述侧管路固定螺孔4b组成的侧吸排气孔组中,择一选择一组对所述后吸排气孔组或者所述侧吸排气孔组进行加工,以满足汽车空调压缩机吸排气通道后方连接或者侧方连接的结构方式。
16.实施例2
17.一种sp固定排量后置吸排气孔的汽车空调压缩机后盖,利用实施例1所述一种sp固定排量汽车空调压缩机后盖铸造坯体加工而成,如图3和图4所示,包括以下加工工序环节:
18.1. 车削加工后盖铸造坯体前侧定位止口内环面5;
19.2. 车削加工后盖铸造坯体前侧密封端面6;
20.3. 车削加工5个连接螺孔1的内螺纹;
21.4. 钻削加工后吸气孔2a,使所述后吸气孔2a贯通所述后盖铸造坯体盖体;
22.5. 钻削加工后排气孔3a,使所述后排气孔3a贯通所述后盖铸造坯体盖体;
23.6. 在所述后盖铸造坯体的后端面上,镗削加工出环绕所述后吸气孔2a的橡胶密封圈镶置槽;
24.7. 在所述后盖铸造坯体的后端面上,镗削加工出环绕所述后排气孔3a的橡胶密封圈镶置槽;
25.8. 车削加工后管路固定螺孔4a的内螺纹。
26.保持所述侧吸气孔2b、所述侧排气孔3b和所述侧管路固定螺孔4b的裸眼盲孔状态,不对其进行任何形式的机械加工,本实施例所述一种sp固定排量后置吸排气孔的汽车空调压缩机后盖用以配套应用于吸排气通道后方连接结构方式的汽车空调压缩机。
27.实施例3
28.一种sp固定排量侧置吸排气孔的汽车空调压缩机后盖,利用实施例1所述一种sp固定排量列汽车空调压缩机后盖铸造坯体加工而成,如图5所示,包括以下加工工序环节:
29.1. 车削加工后盖铸造坯体前侧定位止口内环面5;
30.2. 车削加工后盖铸造坯体前侧密封端面6;
31.3. 车削加工5个连接螺孔1的内螺纹;
32.4. 钻削加工侧吸气孔2b,使所述侧吸气孔2b贯通所述后盖铸造坯体侧壁;
33.5. 钻削加工侧排气孔3b,使所述侧排气孔3b贯通所述后盖铸造坯体侧壁;
34.6. 在所述后盖铸造坯体的圆周侧面上,镗削加工出环绕所述侧吸气孔2b的橡胶密封圈镶置槽;
35.7. 在所述后盖铸造坯体的圆周侧面上,镗削加工出环绕所述侧排气孔3b的橡胶密封圈镶置槽;
36.8. 车削加工侧管路固定螺孔4b的内螺纹。
37.保持所述后吸气孔2a、所述后排气孔3a和所述后管路固定螺孔4a的裸眼盲孔状态,不对其进行任何形式的机械加工,本实施例所述一种sp固定排量侧置吸排气孔的汽车空调压缩机后盖用以配套应用于吸排气通道侧方连接结构方式的汽车空调压缩机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1