定置式方捆打捆包膜一体机液压驱动系统的制作方法
1.本实用新型涉及青贮饲料打捆设备控制技术领域,尤其涉及一种定置式方捆打捆包膜一体机液压驱动系统。
背景技术:
2.打捆包膜一体机主要是把农作物的秸秆、牧草、地瓜藤、芦苇、豆秧等,进行打捆后包膜储存形成青贮饲料,该种青贮饲料储存时间久,一般24个月不会腐烂变质,尤其适合处理秋季收获后大量的秸秆等农业废弃物使用,并为牛羊等养殖畜禽储备草料,实现作物废料的有效利用。通过上述打捆包膜方式形成的青贮饲料,方便运输和储存,大大降低了储存、运输、人工等多方面的成本,也有效地减少了农业废弃物燃烧处理带来的环境污染和安全隐患,在越来越多的地区得到推广和使用。
3.打捆包膜一体机成型的青贮饲料捆主要有方捆和圆捆两种,在料捆成型过程中,一体机需要依次完成送料、压捆、开仓、包内膜、转运、包外膜、卸捆等功能,尤其是成型方捆的打捆包膜一体机整机结构以及作业过程更加复杂。而目前使用的一体机均需要人工实时观察机器的运行,并根据作业情况分步控制各部件,以实现上述相应的功能,完成打捆包膜任务,因此操作繁琐,耗费人工精力大,使用不方便。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种能够自动完成青贮饲料打捆,且专用于成型方捆的定置式方捆打捆包膜一体机液压驱动系统。
5.为解决上述技术问题,本实用新型的技术方案是:定置式方捆打捆包膜一体机液压驱动系统,包括液压油箱,与所述液压油箱连接的出油管上串装有第一油滤器,所述第一油滤器出油侧的所述出油管上并联有物料升运驱动单元、压捆液压驱动单元、包膜液压驱动单元和转运液压驱动单元,且所述物料升运驱动单元、所述压捆液压驱动单元、所述包膜液压驱动单元和所述转运液压驱动单元的进油端管路上分别对应串装有单向液压泵,所述压捆液压驱动单元、所述包膜液压驱动单元、所述转运液压驱动单元和所述物料升运驱动单元的出油端连通设置且通过回油管连接至所述液压油箱,所述回油管上沿液压油流动方向依次串装有第二油滤器和散热器,与所述包膜液压驱动单元并联设有仓门启闭驱动单元,且所述转运液压驱动单元与所述仓门启闭驱动单元之间的油管上安装有液压单向阀。
6.作为优选的技术方案,所述压捆液压驱动单元包括压捆液压电磁阀,所述压捆液压电磁阀的控制端分别连接有两组左右压捆油缸组和一个主推油缸,各所述左右压捆油缸组分别设有两个左右压捆油缸。
7.作为优选的技术方案,所述包膜液压驱动单元包括包膜液压电磁阀,所述包膜液压电磁阀的控制端分别连接有包内膜马达和包外膜平台旋转马达,且所述包内膜马达和所述包外膜平台旋转马达的油路上分别连接有平衡阀和包膜刹车阀,且各所述平衡阀分别设于进油端,所述包外膜平台旋转马达的出油端还串接有捆子自转马达。
8.作为优选的技术方案,所述转运液压驱动单元包括转运液压电磁阀,所述转运液压电磁阀的控制端分别连接有二推油缸、辊排升降油缸、内膜切膜油缸和外膜切膜油缸,且所述内膜切膜油缸和所述外膜切膜油缸分别对应连接有泄压复位电磁阀。
9.作为优选的技术方案,所述物料升运驱动单元包括物料升运驱动电磁阀,所述物料升运驱动电磁阀的控制端分别连接有升运驱动马达和二级输送升降油缸,所述升运驱动马达的进油端串接有升运刹车阀。
10.作为对上述技术方案的改进,所述仓门启闭驱动单元包括仓门启闭驱动电磁阀,所述仓门启闭驱动电磁阀的控制端分别连接有捆自转驱动马达、至少两组仓门启闭油缸和锁销油缸。
11.由于采用了上述技术方案,定置式方捆打捆包膜一体机液压驱动系统,包括液压油箱,与所述液压油箱连接的出油管上串装有第一油滤器,所述第一油滤器出油侧的所述出油管上并联有物料升运驱动单元、压捆液压驱动单元、包膜液压驱动单元和转运液压驱动单元,且所述物料升运驱动单元、所述压捆液压驱动单元、所述包膜液压驱动单元和所述转运液压驱动单元的进油端管路上分别对应串装有单向液压泵,所述压捆液压驱动单元、所述包膜液压驱动单元、所述转运液压驱动单元和所述物料升运驱动单元的出油端连通设置且通过回油管连接至所述液压油箱,所述回油管上沿液压油流动方向依次串装有第二油滤器和散热器,与所述包膜液压驱动单元并联设有仓门启闭驱动单元,且所述转运液压驱动单元与所述仓门启闭驱动单元之间的油管上安装有液压单向阀;本实用新型具有以下有益效果:使用时各驱动单元分别连接至控制器,在控制器的自动控制下,各单元按照时序依次动作,实现运料、压捆成形、开关仓门、推捆出仓、运捆前进、包膜、切膜等动作的自动化完成,使用方便省力,第一油滤器和第二油滤器可以对液压油进行双重过滤,散热器能够实时对系统中的液压油进行降温,以保证各泵及马达的安全稳定运行。
附图说明
12.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
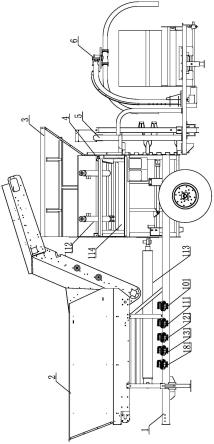
13.图1是本实用新型实施例方捆打捆包膜一体机的结构示意图;
14.图2是本实用新型实施例的液压控制原理图;
15.图3是图1中a处的放大结构原理图;
16.图4是图1中b处的放大结构原理图;
17.图中:1-机架;2-主料仓;3-副料仓;4-压捆仓;5-内膜包膜机构;6-外膜包膜机构;7-液压油箱;8-出油管;9-第一油滤器;10-物料升运驱动单元;101-物料升运驱动电磁阀;102-升运驱动马达;103-二级输送升降油缸;104-升运刹车阀;11-压捆液压驱动单元;111-压捆液压电磁阀;112-左右压捆油缸组;113-主推油缸;114-压捆侧板;12-包膜液压驱动单元;121-包膜液压电磁阀;122-包内膜马达;123-包外膜平台旋转马达;124-平衡阀;125-包膜刹车阀;126-捆子自转马达;13-转运液压驱动单元;131-转运液压电磁阀;132-二推油缸;133-辊排升降油缸;134-内膜切膜油缸;135-外膜切膜油缸;136-泄压复位电磁阀;14-单向液压泵;15-回油管;16-第二油滤器;17-散热器;18-仓门启闭驱动单元;181-仓门启闭驱动电磁阀;182-捆自转驱动马达;183-仓门启闭油缸;184-锁销油缸;19-液压单向阀。
具体实施方式
18.下面结合附图和实施例,进一步阐述本实用新型。在下面的详细描述中,只通过说明的方式描述了本实用新型的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
19.本系统为在方捆打捆包膜一体机上定置安装的液压控制系统,并通过相应的控制器定置了专门的控制程序,实现了方捆打捆包膜一体机自动化打捆包膜作业。方捆打捆包膜一体机的具体结构如图1所示,包括机架1、主料仓2、副料仓3、压捆仓4、内膜包膜机构5和外膜包膜机构6等,为目前正在使用的机体,在此不再详细描述。
20.如图2、图3和图4所示,定置式方捆打捆包膜一体机液压驱动系统,包括液压油箱7,与所述液压油箱7连接的出油管8上串装有第一油滤器9,所述第一油滤器9出油侧的所述出油管8上并联有物料升运驱动单元10、压捆液压驱动单元11、包膜液压驱动单元12和转运液压驱动单元13,且所述物料升运驱动单元10、所述压捆液压驱动单元11、所述包膜液压驱动单元12和所述转运液压驱动单元13的进油端管路上分别对应串装有单向液压泵14,所述压捆液压驱动单元11、所述包膜液压驱动单元12、所述转运液压驱动单元13和所述物料升运驱动单元10的出油端连通设置且通过回油管15连接至所述液压油箱7,所述回油管15上沿液压油流动方向依次串装有第二油滤器16和散热器17,与所述包膜液压驱动单元12并联设有仓门启闭驱动单元18,且所述转运液压驱动单元13与所述仓门启闭驱动单元18之间的油管上安装有液压单向阀19。其中,所述第一油滤器9与所述第二油滤器16分别使用高精度油滤器,对系统内的液压油进行两次过滤,确保进入各单元的液压油的洁净性。所述散热器17实时对系统中回流的液压油进行降温,确保进入各单元的液压油温度适中,有助于保护各单元内的部件。所述单向液压泵14能够将机械能转换为液体能,以驱动各单元工作;各单元在工作过程中,再将液压油的液体能转换为动能,驱动相应的执行部件动作,完成相应的功能。
21.本实施例中,所述物料升运驱动单元10包括物料升运驱动电磁阀101,所述物料升运驱动电磁阀101的控制端分别连接有升运驱动马达102和二级输送升降油缸103,所述升运驱动马达102的进油端串接有升运刹车阀104。在所述物料升运驱动电磁阀101的控制下,通过所述升运驱动马达102和所述二级输送升降油缸103的配合下,完成物料的自动上料至所述压捆仓4内。所述升运刹车阀104的设置在出现紧急状态时,可以控制所述升运驱动马达102立即停止其工作,使用安全性更高。
22.所述压捆液压驱动单元11包括压捆液压电磁阀111,所述压捆液压电磁阀111的控制端分别连接有两组左右压捆油缸组112和一个主推油缸113,各所述左右压捆油缸组112分别设有两个左右压捆油缸。所述左右压捆油缸组112和所述主推油缸113安装与压捆仓4的外侧,所述左右压捆油缸组112用于实现所述压捆仓4左右两压捆侧板114的推动,将所述压捆仓4内的物料进行挤压;所述主推油缸113用于实现所述压捆仓4后侧压捆后板的向前推动,与所述压捆仓4的前臂配合,实现物料前后方向的挤压,最终两个方向的各油缸配合,完成方捆的压捆成型。
23.所述仓门启闭驱动单元18包括仓门启闭驱动电磁阀181,所述仓门启闭驱动电磁
阀181的控制端分别连接有捆自转驱动马达182、至少两组仓门启闭油缸183和锁销油缸184。所述仓门启闭油缸183连接于所述压捆仓4的仓门上,所述锁销油缸184安装于包外膜的位置,用于实现包外膜平台的锁紧。所述仓门启闭油缸183用于驱动所述压捆仓4的仓门的启闭,当方捆压捆成型后,在所述仓门启闭驱动电磁阀181的控制下,将所述压捆仓4的仓门的打开,以便于将方捆推出室外至包内膜位置,开始自动实施包内膜工作。
24.所述包膜液压驱动单元12包括包膜液压电磁阀121,所述包膜液压电磁阀121的控制端分别连接有包内膜马达122和包外膜平台旋转马达123,且所述包内膜马达122和所述包外膜平台旋转马达123的油路上分别连接有平衡阀124和包膜刹车阀125,且各所述平衡阀124分别设于进油端,所述包外膜平台旋转马达123的出油端还串接有捆子自转马达126。通过所述包膜液压电磁阀121控制所述包内膜马达122工作,自动完成方捆的包内膜工作。所述包膜液压电磁阀121控制所述包外膜平台旋转马达123工作,同时在所述捆子自转马达126的驱动下,包外膜位置上的辊排转动,使方捆可以产生自转与包外膜平台的转动配合,完成方捆的外膜包覆。所述包膜刹车阀125也是为了确保使用安全,在必要时控制所述包内膜马达122和所述包外膜平台旋转马达123立即停止而设置的,所述平衡阀124时为了确保对称的设置的马达能够工作一致。
25.所述转运液压驱动单元13包括转运液压电磁阀131,所述转运液压电磁阀131的控制端分别连接有二推油缸132、辊排升降油缸133、内膜切膜油缸134和外膜切膜油缸135,且所述内膜切膜油缸134和所述外膜切膜油缸135分别对应连接有泄压复位电磁阀136。为了确保方捆能够被顺利推至包外膜位置,所述二推油缸132可以设置为串联的三根。所述辊排升降油缸133驱动辊排上下移动,以便于使包外膜平台能够与包内膜平台齐平,保证方捆在所述二推油缸132的推动下能够顺利的被转运至包外膜的位置,且所述包外膜平台在所述锁销油缸184与锁销的配合下实现位置保持。所述内膜切膜油缸134用于将内膜切断,内膜切断后所述二推油缸132启动开始推捆至包外膜的外置,开始实施包外膜任务。与此同时在所述仓门启闭驱动电磁阀181的控制下,所述主推油缸113回位,所述压捆仓4的仓门关闭并被销住,以便于实施下一次压捆任务。包外膜完成后,在所述锁销油缸184的作用下使所述包外膜平台复位,以便于卸捆。
26.本实施例与控制器配合使用且在进行定制时,利用调速阀和减速机等根据首轮试制情况,对参数进行调整,让各液压油缸的伸缩速度以及各马达转速达到设计参数,以满足系统预期的作业效率。各液压电磁阀通过接受电器信号,改变阀内电磁线圈的带电状态,完成阀芯位置的切换,实现功能转换。
27.本实用新型使用时各驱动单元分别连接至控制器,在控制器的自动控制下,各单元按照时序依次动作,实现运料、压捆成形、开关仓门、推捆出仓、运捆前进、包膜、切膜等动作的自动化完成,使用方便省力,第一油滤器9和第二油滤器16可以对液压油进行双重过滤,散热器17能够实时对系统中的液压油进行降温,以保证各泵及马达的安全稳定运行。
28.本实用新型的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1