一种氦气压缩机焊接转接头及氦气压缩机系统的制作方法
本技术涉及低温真空领域,更具体涉及一种氦气压缩机焊接转接头及氦气压缩机系统。
背景技术:
1、低温制冷领域经常使用到高压、高纯氦气经过膨胀降温的制冷方式。通常使用氦气压缩机为制冷循环系统提供高压、高纯氦气,参阅图1,氦气压缩机组件由变频压缩泵、换热器、滤油器、吸附器、平衡罐、旁通组件、电控部件等部件组成,整机的制冷系统循环为:氦气通过回气管路进入压缩机组件,由变频压缩泵将低压氦气压缩为高压氦气,经散热、过滤、吸附后离开压缩机,再通过排气管路进入低温泵内部的膨胀机进行膨胀降压产生冷量,低压的氦气再回至变频氦气压缩机从而构成闭式制冷循环系统。
2、由于氦气的绝热指数较高,压缩过程中产生大量的热量,所以氦气压缩泵相较于其他氟利昂工质的压缩泵会多一路油循环,高温润滑油从压缩泵的底部排油口排出,经换热器冷却,通过油路管路组件喷射进入压缩泵顶部的低压区进行降温,其中油路管路组件通常包含过滤器、节流组件、金属软管等;而由于涡旋体运转特性,由于压机泵顶部低压区在涡旋体静盘位置不变,随内部涡旋体动盘平转运动,压力周期性变化,而油路组件入口压力基本不变,从而油路内部冷冻油与氦气的混合工质流量不断变化,低压区压力、通道截面变化频率范围宽,油路管路组件整体振动较大,管路中过滤器与节流组件和金属软管之间的焊接点包括油路管路组件与压机泵管路焊接点开裂的风险较高,整机可靠性下降。
技术实现思路
1、本实用新型所要解决的技术问题在于,如何降低油路管路组件与压缩机管路焊接点的开裂风险。
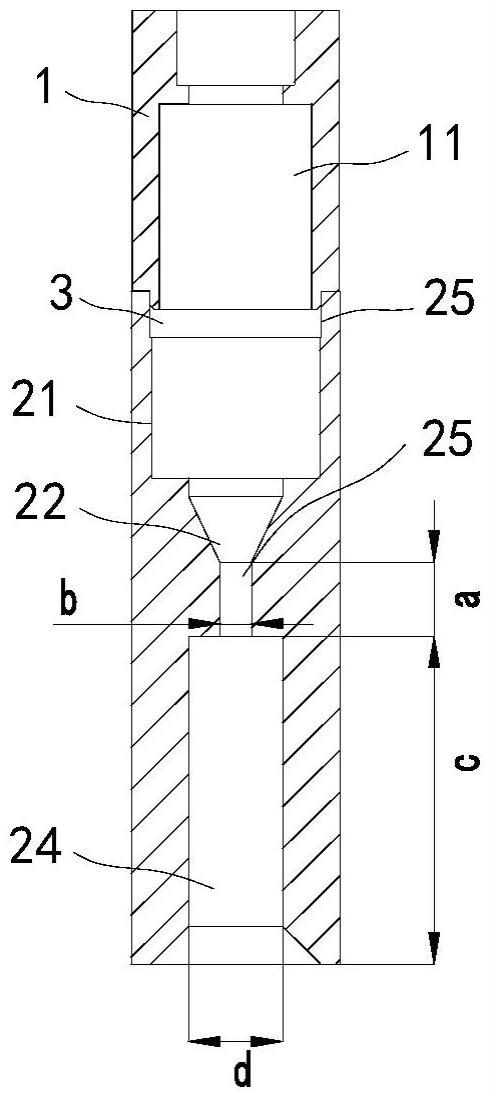
2、本实用新型通过以下技术手段实现解决上述技术问题的:一种氦气压缩机焊接转接头,用于连接涡旋压缩机与油路管路组件,包括固接的上转接头与下转接头,所述上转接头内开设有第一通孔,所述下转接头自上而下依次成型有第二通孔、渐变孔、喷液孔,所述第二通孔与第一通孔孔径相适配,所述渐变孔的大端面孔径小于第二通孔的孔径,所述渐变孔的出口与喷液孔的入口相连。
3、通过在下转接头中设置渐变孔,以减缓涡流的产生同时抑制低压区压力,通过将渐变孔的大端面孔径小于第二通孔的孔径,所述渐变孔的出口与喷液孔的入口相连,使渐变孔形成单向管路,降低了通道截面变化频率范围,减小了油路管路组件整体振动,从而降低了油路管路组件与压缩机管路焊接点的开裂风险。
4、作为优选的技术方案,所述渐变孔为圆形入口渐变为圆形入口的孔状结构,且管径自其朝向进气口的一端向远离进气口的一端递减。
5、作为优选的技术方案,所述渐变孔与喷液孔之间还设有连接孔,所述连接孔孔径与渐变孔的大端面孔径相同,且小于喷液孔入口管径。
6、作为优选的技术方案,还包括过滤网,所述第二通孔顶部开设有与过滤网相适配的过滤网安装槽,所述上转接头一端与下转接头一端焊接固定,另一端与油路管路组件焊接固定,所述下转接头另一端与涡旋压缩机焊接固定。
7、作为优选的技术方案,所述上转接头与下转接头材质为304或316不锈钢,所述下转接头与压缩机采用氩弧焊焊接固定,通过采用氩弧焊的焊接方式可降低气焊点数量。
8、作为优选的技术方案,所述连接孔的管径与长度与压缩机的喷液量相适配。
9、一种包括焊接转接头的氦气压缩机系统,包括涡旋压缩机、换热器,所述下转接头与涡旋压缩机回油口焊接固定,所述涡旋压缩机的排油口通过油路管路与上转接头与下转接头相连,所述油路管路上设有换热器,将焊接接头连接在氦气压缩机上,可以降低涡旋压缩机连接管路及油路管路的振动水平,实现氦气压缩机小型化、大气量的同时,保证了设备可靠性。
10、作为优选的技术方案,还包括滤油器、吸附器,所述涡旋压缩机的输气口通过滤油器、吸附器与低温泵的进气口相连。
11、本实用新型的优点在于:
12、(1)本实用新型中,通过在下转接头中设置渐变孔,以减缓涡流的产生同时抑制低压区压力,通过将渐变孔的大端面孔径小于第二通孔的孔径,所述渐变孔的出口与喷液孔的入口相连,使渐变孔形成单向管路,降低了通道截面变化频率范围,减小了油路管路组件整体振动,从而降低了油路管路组件与压缩机管路焊接点的开裂风险。
13、(2)本实用新型中,将焊接接头连接在氦气压缩机上,可以降低涡旋压缩机连接管路及油路管路的振动水平,实现氦气压缩机小型化、大气量的同时,保证了设备可靠性。
技术特征:
1.一种氦气压缩机焊接转接头,用于连接涡旋压缩机与油路管路组件,其特征在于,包括固接的上转接头(1)与下转接头(2),所述上转接头(1)内开设有第一通孔(11),所述下转接头(2)自上而下依次成型有第二通孔(21)、渐变孔(22)、喷液孔(23),所述第二通孔(21)与第一通孔(11)孔径相适配,所述渐变孔(22)的大端面孔径小于第二通孔(21)的孔径,所述渐变孔(22)的出口与喷液孔(23)的入口相连。
2.根据权利要求1所述的一种氦气压缩机焊接转接头,其特征在于,所述渐变孔(22)为圆形入口渐变为圆形入口的孔状结构,且管径自其朝向进气口的一端向远离进气口的一端递减。
3.根据权利要求1所述的一种氦气压缩机焊接转接头,其特征在于,所述渐变孔(22)与喷液孔(23)之间还设有连接孔(24),所述连接孔(24)孔径与渐变孔(22)的大端面孔径相同,且小于喷液孔(23)入口管径。
4.根据权利要求1所述的一种氦气压缩机焊接转接头,其特征在于,还包括过滤网(3),所述第二通孔(21)顶部开设有与过滤网(3)相适配的过滤网安装槽(25),所述上转接头(1)一端与下转接头(2)一端焊接固定,另一端与油路管路组件焊接固定,所述下转接头(2)另一端与涡旋压缩机焊接固定。
5.根据权利要求1所述的一种氦气压缩机焊接转接头,其特征在于,所述上转接头(1)与下转接头(2)材质为304或316不锈钢,所述下转接头(2)与压缩机采用氩弧焊焊接固定。
6.根据权利要求3所述的一种氦气压缩机焊接转接头,其特征在于,所述连接孔(24)的管径与长度与压缩机的喷液量相适配。
7.一种包括如权利要求1所述的氦气压缩机焊接转接头的氦气压缩机系统,其特征在于,包括涡旋压缩机、换热器,所述下转接头(2)与涡旋压缩机回油口焊接固定,所述涡旋压缩机的排油口通过油路管路与上转接头(1)与下转接头(2)相连,所述油路管路上设有换热器。
8.根据权利要求7所述的一种氦气压缩机系统,其特征在于,还包括滤油器、吸附器,所述涡旋压缩机的输气口通过滤油器、吸附器与低温泵的进气口相连。
技术总结
本技术公开了一种氦气压缩机焊接转接头及氦气压缩机系统,用于连接涡旋压缩机与油路管路组件,包括固接的上转接头与下转接头,所述上转接头内开设有第一通孔,所述下转接头自上而下依次成型有第二通孔、渐变孔、喷液孔,所述第二通孔与第一通孔孔径相适配,所述渐变孔的大端面孔径小于第二通孔的孔径。本技术中,通过在下转接头中设置渐变孔,以减缓涡流的产生同时抑制低压区压力,通过将渐变孔的大端面孔径小于第二通孔的孔径,所述渐变孔的出口与喷液孔的入口相连,使渐变孔形成单向管路,降低了通道截面变化频率范围,减小了油路管路组件整体振动,从而降低了油路管路组件与压缩机管路焊接点的开裂风险。
技术研发人员:程祥,邓家良,武义锋,章学华,冯欣宇,张海峰
受保护的技术使用者:安徽万瑞冷电科技有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!