一种轴与相配件的联接结构及其加工方法与流程
1.本发明涉及变速器齿轮箱,尤其涉及一种轴与相配件的联接结构及其加工方法。
背景技术:
2.在汽车工业中,汽车传动系统始终有轻量化和小型化的需求,这样不仅能减小整车的重量,还可以给整车其他零部件的布置留出更多的空间,降低产品成本,以提高产品的市场竞争力。因此,传动系统单元内部的零件也有往小型化方向发展的需求。
3.变速器齿轮箱中,齿轮轴为主要的速度和扭矩传递部件,为了使轴和齿轮的布置更紧凑,有很多轴与相配件的联接(例如轴与齿轮的联接、轴与轴的联接)采用焊接的方式,一些轴与齿轮或轴的联接因为空间布置原因,其焊接位置只能设计在直径较小的位置,这就导致了焊接区域所承受的扭矩非常大,需要加大焊缝焊接深度,但这样会提高焊接缺陷发生的概率并增加加工成本。如果不采用焊接联接,而是采用过盈配合联接,同样因为要传递很大的扭矩,其过盈量也会很大,这样会导致装配困难,并且装配后零件压配面也容易产生微裂纹,成为潜在的失效风险源。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术的不足,提供一种具有足够的联接强度、易于加工、成本低的轴与相配件的联接结构。
5.本发明进一步提供一种上述联接结构的加工方法。
6.为解决上述技术问题,本发明采用以下技术方案:
7.一种轴与相配件的联接结构,包括轴及套设于轴上的相配件,沿所述轴的轴向,轴与所述相配件之间依次设有焊接区域、过渡区域以及过盈配合区域,在所述焊接区域内所述轴与所述相配件焊接联接,在所述过盈配合区域内所述轴与所述相配件过盈配合联接。
8.作为上述技术方案的进一步改进:
9.所述轴在焊接区域内的直径小于轴在过盈配合区域内的直径。
10.所述轴在过盈配合区域内的直径为d,焊接区域内焊缝的直径为d,则2
㎜
≤d-d≤4
㎜
。
11.所述焊接区域内焊缝的深度为h,则1
㎜
≤h≤4
㎜
。
12.在所述焊接区域内轴与相配件之间采用过渡配合或过盈配合。
13.当在所述焊接区域内轴与相配件之间采用过盈配合时,在所述焊接区域内的过盈量小于在过盈配合区域内的过盈量。
14.所述相配件为齿轮或另一轴。
15.在所述过渡区域内,所述轴的外周设有第一环槽且所述相配件的内周设有第二环槽,所述第一环槽和所述第二环槽截面均为圆弧状并相对布置。
16.所述轴内设有沿径向布置的抽真空通道,所述抽真空通道与所述第一环槽连通。
17.一种上述轴与相配件的联接结构的加工方法,包括以下步骤:
18.a、零件热处理后,去除零件焊接区域的硬化层;
19.b、精加工零件焊接配合面和过盈联接配合面的内外径至设计公差值;
20.c、预热相配件,加热温度在回火温度以下,然后进行压装;
21.d、零件转运至激光或电子束焊接机,装夹后进行整圈焊接。
22.与现有技术相比,本发明的优点在于:本发明公开的轴与相配件的联接结构,轴与其相配件之间综合过盈联接和焊接联接两种方式,不仅可以减小焊接区域焊缝的直径和焊接深度,从而有利于获得更好的焊缝质量,并降低焊接难度;而且也可以减小过盈配合联接所需的过盈量,避免装配困难、装配后零件压配面容易产生微裂纹成为潜在的失效风险源的问题,有联接稳定可靠,工艺容易实现,成本经济等优点。
23.本发明公开的轴与相配件的联接结构的加工方法,各步骤操作简单、易于实现、成本经济。
附图说明
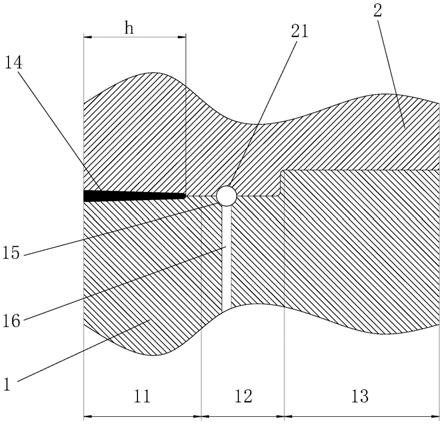
24.图1是本发明轴与相配件的联接结构的剖视示意图。
25.图2是轴与相配件的联接结构的轴向示意图。
26.图中各标号表示:1、轴;11、焊接区域;12、过渡区域;13、过盈配合区域;14、焊缝;15、第一环槽;16、抽真空通道;2、相配件;21、第二环槽。
具体实施方式
27.以下结合说明书附图和具体实施例对本发明作进一步详细说明。
28.图1至图2示出了本发明轴与相配件的联接结构的一种实施例,本实施例的轴与相配件的联接结构,包括轴1及套设于轴1上的相配件2(例如常见的齿轮或另一轴),沿轴1的轴向,轴1与相配件2之间依次设有焊接区域11、过渡区域12以及过盈配合区域13,在焊接区域11内轴1与相配件2焊接联接,在过盈配合区域13内轴1与相配件2过盈配合联接。
29.该轴与相配件的联接结构,轴1与其相配件2之间主要通过焊接焊缝14联接,辅之以过盈配合联接,综合了过盈联接和焊接联接两种方式,不仅可以减小焊接区域11内焊缝14的直径和焊接深度,从而有利于获得更好的焊缝质量,并降低焊接难度;而且也可以减小过盈配合联接所需的过盈量,避免装配困难、装配后零件压配面容易产生微裂纹成为潜在的失效风险源的问题,有联接稳定可靠,工艺容易实现,成本经济等优点。
30.进一步地,本实施例中,轴1在焊接区域11内的直径小于轴1在过盈配合区域13内的直径。轴1采用阶梯轴并将焊接面设置在直径较小的一端,有利于进一步减少焊缝14的直径。
31.作为优选的技术方案,本实施例中,轴1在过盈配合区域13内的直径为d,焊接区域11内焊缝14的直径为d,则2
㎜
≤d-d≤4
㎜
。
32.作为优选的技术方案,本实施例中,焊接区域11内焊缝14的深度为h,则1
㎜
≤h≤4
㎜
。由于轴1与其相配件2之间综合过盈联接和焊接联接两种方式,因此可以减小焊接区域11焊缝14的焊接深度,将h限制在1~4
㎜
,可以有效地避免焊缝14内部形成焊缝缺陷。
33.作为优选的技术方案,本实施例中,在焊接区域11内轴1与相配件2之间采用过渡配合或过盈配合,有利于使轴1与相配件2的待焊接面紧密贴合,并辅助传递扭矩。
34.进一步地,当在焊接区域11内轴1与相配件2之间采用过盈配合时,在焊接区域11内的过盈量小于在过盈配合区域13内的过盈量,也即焊接区域11采用较小的过盈量,而过盈配合区域13采用较大的过盈量,便于传递较大的扭矩。
35.进一步地,本实施例中,在过渡区域12内,轴1的外周设有第一环槽15且相配件2的内周设有第二环槽21,第一环槽15和第二环槽21截面均为圆弧状并相对布置。第一环槽15和第二环槽21可以更好地释放焊接时产生的热应力。作为优选的技术方案,圆弧的半径大小在2~3
㎜
。
36.更进一步地,本实施例中,轴1内设有沿径向布置的抽真空通道16,抽真空通道16与第一环槽15连通。抽真空通道16可以作为焊接前为确保零件焊接接合面区域为真空的抽气通道。
37.在某一纵置式双离合变速箱中,奇数档中间轴和偶数档中间轴的输出齿轮和输出轴上的两个输入齿轮分别啮合,输出轴上的两个输入齿轮,其中一个齿轮与输出轴加工成一体的齿轮轴,另一个输入齿轮则采用焊接的方式与输出轴联接。采用传统的焊接结构,焊接配合面仅仅小过盈或过渡配合,零件传递的扭矩全由焊缝承受。因此,焊接深度需要非常大,常规的焊接设备很难完成合格的焊缝。前期样件试制完成上试验工况运行后,焊缝及其附近区域发现裂纹和断裂现象。采用本发明的结构后,焊缝处直径不变,焊缝深度减小一半,过盈配合区域过盈量为0.03mm左右。该方案样件试制完成做完所有试验测试后,焊缝及其附近区域未发现任何失效痕迹,剖切后观测焊缝14形态符合国家标准要求。
38.本实施例的轴与相配件的联接结构的加工方法,包括以下步骤:
39.a、零件热处理后,去除零件焊接区域11的硬化层(由于渗碳等工艺形成的);
40.b、精加工零件焊接配合面和过盈联接配合面的内外径至设计公差值;
41.c、预热相配件2(齿轮或另一轴),加热温度在回火温度以下,然后进行压装;
42.d、零件转运至激光或电子束焊接机,采用专用焊接工装进行装夹,装夹后进行整圈焊接,焊接角度为365
°±5°
。
43.虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1