油压减振器活塞单元的制作方法
1.本实用新型属于轨道车辆用油压减振器技术领域,具体涉及一种油压减振器活塞单元,特别适用于轨道机车车辆的双循环油压减振器中。
背景技术:
2.现有双循环油压减振器的常用结构如图1和图2所示。其中,图1是减振器在拉伸过程中各芯阀组件的工作状态及油液流向示意图,端盖1与缸体为固定关系,曲线箭头代表油液流向,此时芯阀组件一21和芯阀组件三31开启,芯阀组件二22和芯阀组件四32关闭;图2是减振器在压缩过程中各芯阀组件的工作状态及油液流向示意图,曲线箭头代表油液流向,此时芯阀组件二22和芯阀组件四32开启,芯阀组件一21和芯阀组件三31关闭。可见,这种减振器的主要结构特点是:四组阀系,其中芯阀组件一21和芯阀组件二22布置在活塞单元2上,芯阀组件三31和芯阀组件四32布置在底阀单元3上。活塞单元和底阀单元是减振器建立阻尼力的功能部件。
3.而活塞单元的一种典型结构(涂胶)见图3和图4。它由以下部件组成:活塞2-1、活塞环2-2、芯阀组件一和芯阀组件二;芯阀组件一和芯阀组件二均由弹簧2-3、芯阀2-4和调整螺钉2-5组成。芯阀组件一和芯阀组件二的装配是弹簧2-3、芯阀2-4、调整螺钉2-5依序装入到活塞2-1的安装孔中,通过调节调整螺钉2-5给弹簧2-3一个初始预压力。由于调整螺钉2-5连续可调,根据需要它可停止在活塞的安装孔螺纹段任意位置,调整螺钉2-5与活塞2-1的安装孔螺纹没有阻止力矩,无法实现紧固。当活塞在做往复运动时,芯阀2-4经常处于反复开、关状态,给调整螺钉2-5一个变载冲击,会导致调整螺钉2-5的位置发生移动,弹簧2-3初始力值也将发生变化,影响减振器的性能。由于调整螺钉2-5与活塞2-1安装孔之间的螺纹存在间隙,装配过程中无法得到消除,为防止调整螺钉松动,目前采取的措施是在调整螺钉2-5螺纹表面预涂一种厌氧类螺纹锁固胶2-8,调整螺钉2-5旋入活塞2-1的安装孔后填充螺纹间隙,螺纹锁固胶固化产生锁紧力,能起到防松作用。但是这种活塞单元结构存在影响螺纹锁固胶粘接效果的几个因素:1、金属粘接部位须干净,不得有油脂或其它不利于粘接的化学成份;2、螺纹副间胶量的多少;3、活塞单元在装入减振器前,螺纹锁固胶是否在厌氧环境下充分固化。
4.上述涂胶结构的活塞单元工作原理见图5,当活塞2-1左右两端的油液存在压差p时,迫使右侧油液通过芯阀2-4流向左端,流量小时,油液经芯阀2-4的小流道2-4-1流向左侧;当流量大时,由于芯阀2-4上的小流道2-4-1流量受限,此时弹簧2-3被压缩,芯阀2-4与调整螺钉2-5两端面由接触状态脱开并产生相对位移,大部分油液通过芯阀2-4上的大流道2-4-2来流向左侧;当压差p消失后,芯阀2-4关闭。可见,芯阀2-4右端面频繁给调整螺钉2-5左端面一个轴向冲击力,如果螺纹副粘接情况不良,受到持续不断的冲击,螺纹间的固态胶被挤压成粉末状,失去了锁固效果,调整螺钉2-5会因为失去锁固而发生位置改变,继而引起减振器阻尼力发生变化。螺纹胶一旦失效,除了导致螺纹松动,同时螺纹锁固胶产生的粉尘也会污染油液,引起阻尼力波动,严重时加剧油封的磨损,减少减振器使用寿命。
5.另外,减振器在生命周期内需要经过多次维护,即车辆运行一定周期后,车辆部件进行检修,涉及到油压减振器就是将总成分解成零部件,更换易损件,将符合要求的零部件清洗干净后再进行组装,性能、寿命需恢复到新出厂状态。经过二次或多次检修的减振器实际营运中反映最突出的故障现象就是减振器阻尼性能出现变化,原因就是调整螺钉2-5无法紧固。尽管多家检修厂家想尽办法,仍然无法减少或杜绝此类故障的发生。
6.经过观察分析,检修减振器活塞单元与新造活塞单元除了要满足粘接“三要素”外,检修活塞单元又多了一种影响粘接的因素,即分解的活塞与调整螺钉表面或多或少残存有螺纹胶,目前用物理或化学方式都无法去除干净,残胶的存在影响了二次粘接强度。因此,调整螺钉粘接不牢的问题几乎普遍现象,无法杜绝。
7.综上所述,螺纹锁固胶作为一种化工产品,在螺纹联结紧固中只能起到辅助锁紧的作用,不能保证螺纹锁固的可靠性。尤其是检修后的油压减振器螺纹联结更加不可靠,引起减振器性能的变化。
8.针对前述问题,有技术人员提出了一个解决方案,即一种机械锁固活塞单元,见图6,它采用一种免涂胶“双螺母并紧”的方式。这是一种机械锁固方式,通过调整螺钉2-5和锁紧螺钉2-6之间的力矩,达到紧固的目的。但这种结构带来另外一个问题:当调整螺钉2-5完成调节任务后,由于内外螺纹存在轴向和径向间隙(小间隙),调整螺钉2-5受到弹簧2-3(通过芯阀2-4传递)的压力,迫使调整螺钉2-5左侧螺纹牙与活塞孔2-1右侧螺纹牙脱开(此时调整螺钉2-5右侧螺纹牙与活塞孔2-1左侧螺纹牙接触),旋入锁紧螺钉2-6时,当锁紧螺钉2-6左端与调整螺钉2-5右端接触时,一方面锁紧螺钉2-6迫使调整螺钉2-5螺纹右侧螺纹牙脱离与活塞孔2-1左侧螺纹牙,产生轴向前进的趋势,另一方面锁紧螺钉2-6左端与调整螺钉2-5右端接触时产生内摩擦力,锁紧螺钉2-6带动调整螺钉2-5做旋转运动,当调整螺钉2-5螺纹左侧螺纹与活塞孔2-1螺纹右螺纹接触并咬合后产生的摩擦力大于锁紧螺钉2-6与调整螺钉2-5之间的摩擦力时,调整螺钉2-5才会停止转动,通过加大锁紧螺钉2-6扭矩,将调整螺钉2-5“锁死”,达到“双螺母并紧”的效果,调整螺钉2-5在“锁死”前被锁紧螺钉2-6带着一起做旋转运动带来轴向位移变化,紧固后弹簧2-3初始预压力很可能已经发生了变化,导致减振器性能变化。
技术实现要素:
9.本实用新型的目的是针对现有技术的不足,提出一种油压减振器活塞单元。
10.本实用新型采用如下技术方案:
11.本实用新型由活塞、芯阀组件一和芯阀组件二组成;所述活塞的端面开设有沿周向均布的两个以上安装孔;所述的安装孔由同轴设置的小孔径段和大孔径段组成;大孔径段的尾部设有内螺纹;各安装孔分为两种不同的朝向,其中一种朝向的安装孔内均设置芯阀组件一,另一种朝向的安装孔内均设置芯阀组件二。
12.所述的芯阀组件一和芯阀组件二均由弹簧、芯阀、调整螺钉、锁紧螺钉和垫圈组成。弹簧和芯阀均置于安装孔内,弹簧的两端分别由芯阀的凸台内端面和小孔径段与大孔径段的过渡台阶轴向限位;调整螺钉的中心孔与芯阀的外圆柱面构成滑动副;调整螺钉的外螺纹与大孔径段尾部的内螺纹连接,且调整螺钉的内端面与芯阀的凸台外端面接触;调整螺钉的外端面设有调节工具作用结构;芯阀靠近凸台位置处开设有大流道;大流道的内
侧与芯阀的中心孔侧壁连通,外侧被调整螺钉覆盖;垫圈和锁紧螺钉均套置在芯阀的外圆柱面上,且垫圈设置在调整螺钉和锁紧螺钉之间;锁紧螺钉的中心孔孔壁与芯阀的外圆柱面之间设有径向间隙,垫圈的中心孔孔壁与芯阀的外圆柱面之间也设有径向间隙;调整螺钉外端面、锁紧螺钉内端面以及垫圈两端面的表面粗糙度不大于3.2;锁紧螺钉的外端面设有调节工具作用结构。
13.优选地,所述垫圈的材质为碳素钢或弹簧钢。
14.优选地,所述的活塞开设有中心孔,且外圆柱面开设有一个或一个以上环形沟槽;环形沟槽内设有活塞环,活塞环采用减磨材料。
15.优选地,所述的减磨材料为聚四氟乙烯或铸铁。
16.优选地,所述调整螺钉外端面的调节工具作用结构为沿周向均布的至少两个圆孔或腰形孔。
17.优选地,所述锁紧螺钉外端面的调节工具作用结构为沿周向均布的至少两个一字槽。
18.本实用新型具有的有益效果:
19.1、本实用新型通过调整螺钉和锁紧螺钉的端面表面处理,并增设垫圈,给调整螺钉施加一个紧固力矩后,锁紧螺钉通过垫圈对调整螺钉实现轴向压紧,由于调整螺钉的外螺纹与活塞的安装孔大孔径段尾部的内螺纹之间的摩擦力大于垫圈的内端面与调整螺钉外端面之间的摩擦力以及垫圈的外端面与锁紧螺钉内端面之间的摩擦力,不管对锁紧螺钉施加多大的扭矩,锁紧螺钉都无法带动调整螺钉旋转,从而保证弹簧的初始预压力不发生变化,保证了减振器阻尼性能的稳定,避免现有“双螺母并紧”方式因调整螺钉转动带来弹簧初始预压力变化的情况。
20.2、本实用新型与现有“双螺母并紧”方式相比,还能提高防松效果,进一步保证减振器性能稳定。
21.3、本实用新型取消了螺纹涂胶工艺,减少因胶粘接力不够或失效引起螺纹松动风险;减少因残胶或胶状粉末引起污染油液的风险,有利于改善或延长减振器使用寿命。
22.4、本发明还可作为油压减振器的底阀单元使用。
附图说明
23.图1为双循环油压减振器在拉伸过程中的结构剖视图;
24.图2为双循环油压减振器在压缩过程中的结构剖视图;
25.图3为在调整螺钉表面涂胶的活塞单元的结构剖视图;
26.图4为在调整螺钉表面涂胶的活塞单元的端面示意图;
27.图5为在调整螺钉表面涂胶的活塞单元的工作原理图;
28.图6为双螺母并紧式活塞单元的结构剖视图;
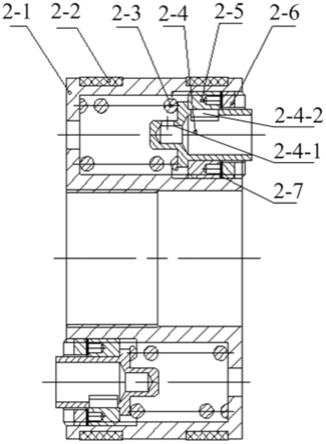
29.图7为本实用新型活塞单元的结构剖视图;
30.图8为本实用新型活塞单元的端面示意图。
具体实施方式
31.下面结合附图对本实用新型进行详细说明。
32.实施例一:
33.如图7和8所示,油压减振器活塞单元,由活塞2-1、芯阀组件一21和芯阀组件二22组成;活塞2-1的端面开设有沿周向均布的两个以上安装孔;安装孔由同轴设置的小孔径段和大孔径段组成;大孔径段的尾部设有内螺纹;各安装孔分为两种不同的朝向,其中一种朝向的安装孔内均设置芯阀组件一21,另一种朝向的安装孔内均设置芯阀组件二22。
34.芯阀组件一21和芯阀组件二22均由弹簧2-3、芯阀2-4、调整螺钉2-5、锁紧螺钉2-6和垫圈2-7组成。弹簧2-3和芯阀2-4均置于安装孔内,弹簧2-3的两端分别由芯阀2-4的凸台内端面和小孔径段与大孔径段的过渡台阶轴向限位,使得弹簧2-3设有预压力;调整螺钉2-5的中心孔与芯阀2-4的外圆柱面构成滑动副,便于轴向滑动和防止油液泄漏;调整螺钉2-5的外螺纹与大孔径段尾部的内螺纹连接,且调整螺钉2-5的内端面与芯阀2-4的凸台外端面接触;调整螺钉2-5的外端面设有调节工具作用结构,便于调节调整螺钉2-5在安装孔内的轴向位置;芯阀2-4靠近凸台位置处开设有大流道2-4-2;大流道2-4-2的内侧与芯阀2-4的中心孔侧壁连通,外侧被调整螺钉2-5覆盖;垫圈2-7和锁紧螺钉2-6均套置在芯阀2-4的外圆柱面上,且垫圈2-7设置在调整螺钉2-5和锁紧螺钉2-6之间;锁紧螺钉2-6的中心孔孔壁与芯阀2-4的外圆柱面之间设有径向间隙,保证两者任何时候不出现接触或干涉;垫圈2-7的中心孔孔壁与芯阀2-4的外圆柱面之间也设有径向间隙,保证两者任何时候不出现接触或干涉。为防止锁紧螺钉2-6紧固时带动调整螺钉2-5一起转动,引起弹簧2-3初始预压力变化,调整螺钉2-5外端面、锁紧螺钉2-6内端面以及垫圈2-7两端面的表面粗糙度不大于3.2,从而保证上述各端面光滑,减少相互接触的两端面之间的摩擦力;而垫圈2-7必须采用硬质材料,且需要一定的耐磨性,比如碳素钢、弹簧钢等。锁紧螺钉2-6的外端面设有调节工具作用结构,紧固时便于施加力矩。
35.作为一种更优选实施例,芯阀2-4还开设有小流道2-4-1;小流道2-4-1的内侧与芯阀2-4的中心孔侧壁连通。
36.本实施例油压减振器活塞单元的工作原理与上述涂胶结构的活塞单元工作原理一致,这里不再累述。
37.实施例二:
38.在实施例一基础上,活塞2-1开设有中心孔,且外圆柱面开设有一个或一个以上环形沟槽;环形沟槽内设有活塞环2-2,活塞环2-2采用减磨材料。
39.实施例三:
40.在实施例一或实施例二基础上,调整螺钉2-5外端面的调节工具作用结构为沿周向均布的至少两个圆孔或腰形孔。
41.实施例四:
42.在实施例一或实施例二基础上,锁紧螺钉2-6外端面的调节工具作用结构为沿周向均布的至少两个一字槽。
43.针对上述任一实施例,油压减振器活塞单元的装配过程均如下:
44.在活塞2-1的其中一种朝向安装孔内均安装芯阀组件一21,另一种朝向的安装孔内均安装芯阀组件二22,安装芯阀组件一21或安装芯阀组件二22的具体安装过程为:依次将弹簧2-3、芯阀2-4和调整螺钉2-5装入活塞2-1的安装孔中,且调整螺钉2-5套置在芯阀2-4的外圆柱面上,调整螺钉2-5的外螺纹与安装孔大孔径段尾部的内螺纹连接;通过专用调
节工具(与调整螺钉2-5的调节工具作用结构匹配)将调整螺钉2-5旋入到预设位置,保证弹簧2-3的初始预压力,此时弹簧2-3两端分别由芯阀2-4的凸台内端面和小孔径段与大孔径段的过渡台阶轴向限位,调整螺钉2-5的内端面与芯阀2-4的凸台外端面接触;然后,在芯阀2-4的外圆柱面上套置垫圈2-7和锁紧螺钉2-6,且锁紧螺钉2-6的外螺纹与安装孔大孔径段尾部的内螺纹连接;通过专用调节工具(与锁紧螺钉2-6的调节工具作用结构匹配)将锁紧螺钉2-6旋入到压紧垫圈2-7时停止,使锁紧螺钉2-6的内端面与调整螺钉2-5外端面接触,且垫圈2-7的外端面与锁紧螺钉2-6内端面接触;锁紧螺钉2-6压紧垫圈2-7过程中,由于调整螺钉2-5外端面、锁紧螺钉2-6内端面以及垫圈2-7两端面均做了光滑处理,调整螺钉2-5的外螺纹与活塞2-1的安装孔大孔径段尾部的内螺纹之间的摩擦系数大于垫圈2-7的内端面与调整螺钉2-5外端面之间以及垫圈2-7的外端面与锁紧螺钉2-6内端面之间的摩擦系数,因此,相同正压力情况下,调整螺钉2-5的外螺纹与活塞2-1的安装孔大孔径段尾部的内螺纹之间的摩擦力大于垫圈2-7的内端面与调整螺钉2-5外端面之间的摩擦力以及垫圈2-7的外端面与锁紧螺钉2-6内端面之间的摩擦力,不管对锁紧螺钉2-6施加多大的扭矩,锁紧螺钉2-6都无法带动调整螺钉2-5旋转,从而保证弹簧2-3的初始预压力不发生变化。
45.而且,本实用新型相比“双螺母并紧”方式,防松效果更好,原理与锁紧螺钉2-6无法带动调整螺钉2-5旋转的原理一致,即调整螺钉2-5也无法带动锁紧螺钉2-6旋转。
46.本实用新型油压减振器活塞单元装配完成后,即可进一步装配到油压减振器的缸体内使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1