一种自带装配孔的抽芯铆钉的制作方法
1.本实用新型涉及铆钉领域,具体是一种自带装配孔的抽芯铆钉。
背景技术:
2.抽芯铆钉是一类单面铆接用的铆钉,但须使用专用拉铆枪工具,铆钉钉芯由专用铆枪拉动,使铆体膨胀,起到铆接作用。广泛用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。
3.随着其应用产品的不同,对抽芯铆钉的要求也有很大区别。在许多的应用中,一般需要先试用铆钉对产品壳体、板体等进行多层板件的固定,再在板件或壳体的表面装配其他的各种组件。这就需要在产品上增加许多装配孔螺纹孔,用以配合螺钉螺丝对其他组件的固定。这样一来,不但对产品整体结构造成多处破坏性的装配痕迹,对产品牢固性和装配可靠性造成不利影响,特别是对于一些强度不高或者软性材料,例如塑料配件、内饰件、仪表盘等,不但现有的拉铆钉固定很容易损坏,且过多的装配孔也增加了结构的脆弱,同时也使得产品装配复杂,表面痕迹杂乱不美观。
技术实现要素:
4.本实用新型的目的在于提供一种自带装配孔的抽芯铆钉,它能够提供更大的承载面,并在装配的表面带有能够继续配合螺钉安装的装配孔。
5.本实用新型为实现上述目的,通过以下技术方案实现:
6.一种自带装配孔的抽芯铆钉,包括相配合的铆杆和铆体,所述铆体包括一体成型的第一螺套、铆管、第二螺套、锁环,所述第一螺套和第二螺套同轴且内壁上设置对应的内螺纹,所述铆杆插入铆体的一端设置于第一螺套螺纹配合的螺头,所述铆杆的外径小于螺头的直径。
7.所述铆管包括2
‑
6根环形阵列的膨杆,所述膨杆的一端固定连接在第一螺套的端面上,所述膨杆的另一端固定连接在第二螺套的端面上。
8.所述第一螺套与铆管相邻的一端设置有向外凸起的环形的凸台。
9.所述铆杆的周面上对称的设置平面槽。
10.对比现有技术,本实用新型的有益效果在于:
11.铆体装配后在所装配位置的两侧表面自带具有内螺纹的装配孔,从而能够提供两个与标准螺钉的装配位,能够减少部件表面的装配痕迹,有效集成和利用必要装配点增加装配功能。提高所装配组件的结构稳定。同时通过铆体的强化承载效果配合后续的螺钉装配,提高最终产品装配的牢固性和耐久性。
附图说明
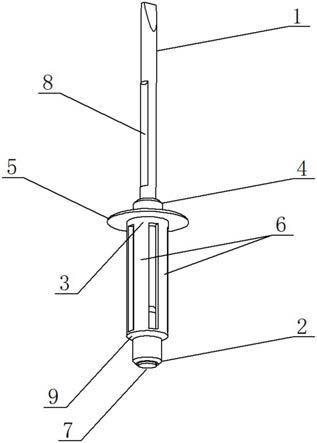
12.附图1是本实用新型的整体示意图。
13.附图2是本实用新型的整体示意图。
14.附图3是本实用新型的铆杆示意图。
15.附图4是本实用新型使用过程示意图。
16.附图中所示标号:
17.1、铆杆;2、第一螺套;3、铆管;4、第二螺套;5、锁环;6、膨杆;7、螺头;8、平面槽;9、凸台。
具体实施方式
18.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
19.下述实施例中所涉及的仪器、试剂、材料等,若无特别说明,均为现有技术中已有的常规仪器、试剂、材料等,可通过正规商业途径获得。下述实施例中所涉及的实验方法,检测方法等,若无特别说明,均为现有技术中已有的常规实验方法,检测方法等。
20.实施例1:一种自带装配孔的抽芯铆钉
21.包括相配合的铆杆1和铆体。
22.所述铆体自一端至另一端设有第一螺套2、铆管3、第二螺套4、锁环5;上述组件是一体成型的铝件,所述第一螺套2和第二螺套4的内壁上均设置同样型号的内螺纹,用于配合标准螺钉使用。所述第一螺套2的一侧端面上设有向外膨胀的环形的凸台9,所述环形凸台9与第一螺套2同轴,从而能够在拉拔的时候内缩压迫铆管3,使铆管3顺利膨出。所述环形凸台9远离第一螺套2的一侧端面上环形阵列有2
‑
6根膨杆6,所述膨杆6的截面为与环形凸台9同轴的弧形,便于向外折弯拱起。所述膨杆6环绕环形凸台9形成铆管3的管状结构,用于插入预攻好的装配孔内。所述膨杆6远离凸台9的一端与第二螺套4的一侧端面固定连接,且第二螺套4与第一螺套2同轴设置,从而在安装后,在板体或者壳体的两侧端面上均自然留有能够与标准螺钉装配的螺孔,不用在额外攻螺孔。
23.所述第二螺套4的外壁上设有锁环5,所述锁环5用于在板体一侧进行限位固定,与膨胀的铆管3一起实现铆固。所述锁环5为片状,能够更好的在外侧提供更大的承载面。
24.所述铆杆1能够插入铆体,所述铆杆1与第一螺套2相邻的一端设置螺头7,所述螺头7具有外螺纹,且能够与第一螺套2螺纹配合,所述铆杆1的外径小于螺头7的直径,从而能够自由的贯穿第一螺套2或第二螺套4,方便拉出。
25.结合具体应用对上述结构进行进一步的解释如下:
26.在初始状态下,所述螺头7装配在第一螺套2内,为产品的常态;
27.当需要应用的时候,将铆体插入预先攻好的装配孔内,使其锁环5贴紧板件的一侧端面,而第一螺套2及大部分铆管3都贯穿板件暴露在其另一侧端面外部;
28.将铆杆1插入并固定在铆枪枪头;
29.向外拉铆杆1,螺头7与第一螺套2的螺纹咬合关系下,能够通过螺头7带动第一螺套2靠近锁环5一端,压迫铆管3的膨杆6都向外拱起,形成星型的膨胀体,这种尾部变形具有较大的承载面,与锁环5的片状限位共同对所安装的板件两侧形成固定,有效分散铆接面的荷载,适用于强度不高的材料以及软性材料;
30.尾部膨起到位后,旋转铆杆1让螺头7与第一螺套2(第二螺套4)分离,以便抽出铆杆1,仅保留铆体在所装配的板件上。
31.通过上述铆接装配,具有以下好处:
32.首先,特有的尾部变形,以及配合锁环5的盘形结构,在铆接后的铆体两端提供较大的承载面,分散铆接荷载,减少对所装配部位压迫强度的同时,保证铆接的可靠性;
33.再有,铆体装配后在所装配位置的两侧表面自带具有内螺纹的装配孔,从而能够提供两个与标准螺钉的装配位,能够减少部件表面的装配痕迹,有效集成和利用必要装配点增加装配功能。
34.同时,本铆体特有的大承载面,也给第一螺套2和第二螺套4的装配提高牢固性,如果将螺钉的螺孔直接攻在板件上,可能因为板件的材料问题而固定不牢,而本铆体自带螺套,且结合锁环5及尾部星型膨胀的固定效果,能够分散后期螺钉装配固定后的承载压强,并提高装配的牢固性和耐久性。
35.再有,铆杆1转配完成后全部抽出,不设置断点,故在铆体内没有存留,能够有效的降低装配组件的重量,适应装配组件的需求。
36.实施例2:一种自带装配孔的抽芯铆钉
37.在实施例1的基础上,进一步的改进铆杆1结构如下:
38.所述铆杆1插入铆体后,在铆体不变形的情况下,所述铆杆1贯穿位于铆体外的部分侧壁上设有平面槽8,所述平面槽8左右对称设置,从而使得铆杆1的侧壁形成非圆周面的扁状结构,方便与铆钉枪的枪头固定部分实现更为可靠的配合,同时还有利于实现周向转动时候的加强限位。平面槽8两端的凹台也便于与枪头卡位,提高夹固效果。
技术特征:
1.一种自带装配孔的抽芯铆钉,其特征在于,包括相配合的铆杆和铆体,所述铆体包括一体成型的第一螺套、铆管、第二螺套、锁环,所述第一螺套和第二螺套同轴且内壁上设置对应的内螺纹,所述铆杆插入铆体的一端设置于第一螺套螺纹配合的螺头,所述铆杆的外径小于螺头的直径。2.根据权利要求1所述一种自带装配孔的抽芯铆钉,其特征在于,所述铆管包括2
‑
6根环形阵列的膨杆,所述膨杆的一端固定连接在第一螺套的端面上,所述膨杆的另一端固定连接在第二螺套的端面上。3.根据权利要求1所述一种自带装配孔的抽芯铆钉,其特征在于,所述第一螺套与铆管相邻的一端设置有向外凸起的环形的凸台。4.根据权利要求1所述一种自带装配孔的抽芯铆钉,其特征在于,所述铆杆的周面上对称的设置平面槽。
技术总结
本实用新型公开了一种自带装配孔的抽芯铆钉,主要涉及铆钉领域。包括相配合的铆杆和铆体,所述铆体包括一体成型的第一螺套、铆管、第二螺套、锁环,所述第一螺套和第二螺套同轴且内壁上设置对应的内螺纹,所述铆杆插入铆体的一端设置于第一螺套螺纹配合的螺头,所述铆杆的外径小于螺头的直径。本实用新型的有益效果在于:它能够提供更大的承载面,并在装配的表面带有能够继续配合螺钉安装的装配孔。表面带有能够继续配合螺钉安装的装配孔。表面带有能够继续配合螺钉安装的装配孔。
技术研发人员:刘振跃 薛兴钊 平金龙
受保护的技术使用者:天津市金科力铝业有限公司
技术研发日:2020.12.29
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1