螺钉的制作方法
1.本发明涉及在与涂装后的螺母紧固时为了具有与螺母的通电性而具有涂膜剥离功能的螺钉。
背景技术:
2.以往,在汽车组装线的使用螺钉与焊接螺母(以下称为螺母)的组合的紧固中,作为通常工序,通过焊接将螺母安装于车身等,并在实施涂装后使用螺钉对各部位进行紧固。
3.此时,为了使用例如螺钉进行接地,在螺钉与螺母间具有通电性的情况下,需要通过二次钻孔(retap)取出进入螺母内的涂料或在涂装时设置掩模以免涂料进入螺母内。
4.为了省略这样的多余工序、提高作业性,目前使用在涂料进入螺母内的状态下对螺钉进行紧固以使其具有通电性的螺钉。
5.作为这样的具有通电性的螺钉,本发明的申请人已提出了专利文献1的螺钉。
6.该螺钉在设置于螺杆轴主体的螺纹牙的压力侧螺纹面设有第1凹部,能够通过该第1凹部的边缘部将内螺纹侧的涂膜剥离,使被剥离的涂料滞留在第1凹部中,进而使螺纹牙的第1凹部以外的压力侧螺纹面压接于涂膜被剥离的内螺纹的外层以能够通电。此外,使螺纹牙的非承载侧螺纹面的角度小于压力侧螺纹面的角度,形成有使剥离涂料滞留在内螺纹与非承载侧螺纹面之间的间隙。
7.现有技术文献
8.专利文献
9.专利文献1:日本特许第3389331号公报
技术实现要素:
10.发明要解决的课题
11.根据专利文献1的螺钉,由于成为由第1凹部的边缘部将涂装剥离并使被剥离的涂料蓄积在第1凹部中的构成,因此螺入转矩减小,有助于螺钉紧固作业的作业性提高。
12.但是,近年来,紧固构件的耐腐蚀性期望值提高,涂装膜厚变得更厚,在内螺纹谷底部附着的涂膜的厚度为100μm左右。即使在这种状况下,也在确保迄今为止的作业性的同时,要求更高的涂膜剥离性和稳定的通电性能。
13.其中,专利文献1的螺钉通过使设置于螺杆轴主体的螺纹牙的压力侧螺纹面与涂膜被剥离而金属面露出的内螺纹的压力侧螺纹面压接而电导通,但若仅是单纯地设置凹部以使其螺纹牙形状变化,则出现针对膜厚更厚的内螺纹涂装难以确保涂膜剥离性、通电性、螺入作业性的状况。
14.本发明在于提供针对成为厚膜涂装的内螺纹部也在确保涂膜剥离性的同时提高螺入作业性并具有稳定的通电性能的螺钉。
15.用于解决课题的方案
16.为了达成上述目的,本发明的螺钉在设置于螺杆轴主体的螺纹牙的螺纹面局部地
设有凹部,所述螺钉的特征在于,形成有所述凹部的部分的螺纹牙比标准的螺纹牙小,且螺入方向的前端部处的齿高比螺入方向的后端部处的齿高低,
17.在形成有所述凹部的部分的螺纹牙设有阶梯部,其中,该阶梯部与所述标准的螺纹牙的螺纹面相比向侧方伸出,在内螺纹嵌合时与内螺纹的内径端部接触或接近,
18.所述凹部设置于在相互邻接的螺纹牙的同一相位处相对的螺纹面,邻接的形成有所述凹部的部分的螺纹牙间的阶梯部间的齿根宽度比所述标准的螺纹牙的齿根宽度窄,螺入方向的前端部的所述阶梯部间的齿根宽度比螺入方向的后端部的所述阶梯部间的齿根宽度窄。
19.这样一来,通过在局部地设置在螺纹牙的螺纹面的凹部处使齿高朝向导程方向变化,从而能够确保蓄积被剥离的涂膜的体积更大并抑制螺入转矩升高。
20.另外,通过设置阶梯部,从而能够抑制紧固时的外螺纹轴的旋转抖动,能够抑制因螺纹牙的顶部在内螺纹进入时具有偏差的状态下螺入,而螺纹牙的顶部咬入内螺纹的膜厚最厚的谷底附近的涂膜厚,还能够减小螺入转矩。
21.此外,通过使所剥离的涂膜与螺入时的旋转一起被压缩并压入最窄宽度的谷底部,从而能够防止多余的剥离涂膜向成为通电部位的螺纹牙螺纹面移动,并避免其夹设在通电部的外螺纹、内螺纹间的侧通电面,使通电性能大幅稳定化。
22.所述阶梯部的直径能够为内螺纹的内径端部的内径的85%~110%。
23.若这样将阶梯部的直径设定得大于内螺纹的内径端部的内径,则能够使阶梯部与内螺纹的内径端部接触,并利用该接触部来提高通电性。
24.另外,该阶梯部的高度沿周向规则地变化或不规则地变化,能够形成为在1个节距内(圆周上的一周)的某处与内螺纹内径端部接触的构成。
25.另外,能够形成为在所述标准的螺纹牙的与所述凹部邻接的部分设有具备向标准的螺纹牙的螺纹面伸出的鼓出部的螺纹面鼓出山形部的构成。
26.通过局部地设置螺纹面鼓出山形部,从而不仅是上述凹部,由鼓出部形成的凸形状部也能够针对标准的通常螺纹牙的山形发挥剥离功能,能够进一步提高厚膜涂膜的剥离性能。
27.与此同时,螺纹面鼓出山形的鼓出部与标准的螺纹牙的螺纹面相比向内螺纹的压力侧螺纹面侧突出,从而在紧固时的轴力低的状态下,外螺纹、内螺纹间的螺纹面间的接触面压也局部上升,接触通电部的电阻值稳定地降低。
28.另外,通过在1个导程内设有至少2个以上的上述标准的螺纹牙、设有凹部的部分的山形及螺纹面鼓出山形这3种螺纹牙形,从而针对厚膜涂装内螺纹也能够抑制螺入转矩,同时能够确保涂膜剥离性并稳定地发挥优异的通电性能。
29.发明的效果
30.根据本发明,能够提供针对成为厚膜涂装的内螺纹也能够确保涂膜的剥离性并进一步减小螺入转矩、在低轴力时也能够稳定地发挥优异的通电性能的螺钉。
附图说明
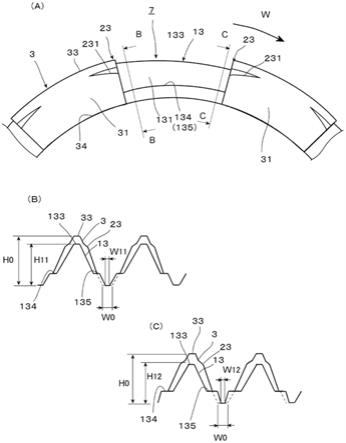
31.图1的(a)是示出本发明一实施方式的螺钉的整体构成的概念图,(b)是示出(a)的更具体的结构的图,该图1的(c)是(b)的凹部的以通过螺杆轴的中心轴线的面剖切的局部
放大剖视图。
32.图2的(a)是沿中心轴方向观察图1的凹部附近的图,(b)是(a)的b
‑
b线剖视图,(c)是(a)的c
‑
c线剖视图。
33.图3的(a)是现有的将螺钉螺入内螺纹构件的状态的剖视图,(b)是(a)的b部放大图,(c)是将本发明的螺钉螺入内螺纹构件的状态的剖视图,(d)是(c)的d部放大图。
34.图4是图1的螺钉的局部剖切立体图。
35.图5是示出本发明其他实施方式的螺钉的图。
具体实施方式
36.以下基于本发明说明图示的实施方式。
37.首先,参照图1的(a)及(b)说明本发明实施方式的螺钉的整体构成。图1的(a)是示出螺钉的整体构成的概念图,(b)是示出更具体的结构的图。
38.在图中,螺钉1构成为包括头部2和设有螺纹牙3的螺杆轴部4。螺杆轴部4构成为包括螺杆轴主体5和从螺杆轴主体顶端延伸的顶端锥形部6,在从螺杆轴主体5到顶端锥形部6的范围内连续地形成有螺纹牙3。
39.如图1的(b)所示,在螺杆轴主体5的螺纹牙3上,在每一圈的沿圆周方向的多个部位、在本实施例中为6个部位,以规定间隔等间隔配置有凹部7,在图示例中,从与顶端锥形部6的边界部朝向头部2侧连续地形成为8圈左右。另外,8圈的各螺纹牙3的凹部7在周向上设在同一相位。
40.接下来,参照图1的(c)及图2说明作为本发明的特征的凹部的构成。图1的(c)为将凹部7以通过螺杆轴的中心轴线n的面剖切的局部放大剖视图,图2的(a)是沿中心轴方向观察图1的凹部附近的图,(b)是(a)的b
‑
b线剖视图,(c)是(a)的c
‑
c线剖视图。
41.在将形成有凹部7的部分的螺纹牙设为凹部螺纹牙13时,该凹部螺纹牙13的齿高小于标准的螺纹牙3,且成为标准的螺纹牙3的压力侧螺纹面31和非承载侧螺纹面32这两侧分别凹陷规定尺寸的结构。标准的螺纹牙3的非承载侧螺纹面32的螺纹牙角度β小于压力侧螺纹面的螺纹牙角度α,使内螺纹100的非承载侧螺纹面的间隙形成得大于标准的螺纹牙,与内螺纹侧的螺纹牙上附着的厚膜涂膜的接触压力减小。该实施例中,使压力侧螺纹面31的角度为30
°
,使非承载侧螺纹面32的角度为25
°
。当然,角度并非限定于此,能够根据载荷条件等适当选择。
42.凹部螺纹牙13的压力侧螺纹面131及非承载侧螺纹面132也与标准的螺纹牙3的压力侧螺纹面31及非承载侧螺纹面32的侧面角相同,使剥离涂料滞留在该部分的空间中。
43.在该凹部螺纹牙13的压力侧螺纹面131及非承载侧螺纹面132的谷部侧设有阶梯部134、135,成为阶梯形状,其中,该阶梯部134、135与该标准的螺纹牙3的压力侧螺纹面31及非承载侧螺纹面32相比向侧方(螺杆轴的中心轴方向)伸出,在内螺纹嵌合时与内螺纹100的内径端部101的间隙变得非常小。该阶梯部134、135的位置位于距离谷部34规定的高度h33处。
44.另外,凹部螺纹牙13的阶梯部134、135的直径d10设定为大于标准的螺纹牙3的谷直径d,稍大于内螺纹的内径端部101的内径或为内螺纹的内径端部101的内径以下。具体来说,该阶梯部134、135的直径d10设定为内螺纹100的内径端部101的内径的85%~110%。
45.通过采用这种方式,从而在外螺纹向内螺纹螺入时,能够将外螺纹旋转轴相对于螺钉的螺纹牙轴心的偏心量抑制得很小,避免外螺纹牙的牙顶部强力咬入内螺纹谷底部上附着的厚膜涂膜部,抑制螺入转矩升高。
46.图3的(a)、(b)中示出现有螺钉200与内螺纹100的螺入状态,图3的(c)、(d)中示出本发明的螺钉1与内螺纹100的螺入状态。在图3中,将螺纹牙形示出为形成有顶部的三角螺钉。在内螺纹100的内周附着的涂膜t在谷底部处成为厚壁的厚膜涂膜部t1。
47.在现有螺钉200的情况下,与内螺纹100的偏心量δ1(参照图3的(a))大,由于紧固时的螺杆轴的旋转抖动,螺纹牙203的牙顶部203a以在进入内螺纹100时具有偏移的状态螺入,咬入谷底附近的厚膜涂膜部t1(在图3的(b)中为咬入量α1),螺入转矩增大。特别是,在阳离子系的涂料的情况下,因在螺入时强行咬入而被压固的厚膜涂膜部t变得非常硬质,存在因转矩的增大而作业性变差的问题。
48.对此,在本发明中,凹部螺纹牙13的阶梯部134、135与内螺纹100的内径端部101接触,将偏心抑制得非常微小。因此,紧固时的螺杆轴的旋转抖动微小,螺纹牙3的顶部3a向厚膜涂膜部t1的咬入量α2小,能够抑制螺入转矩升高。即,厚膜涂膜部t1为不需要剥离的部分,针对以往产生过大转矩的问题,根据本技术发明,能够仅将螺纹面间的需要的部分可靠地剥离。
49.另外,通过凹部螺纹牙13的阶梯部134、135与内螺纹内径端部101接触,从而接触部面积增加,还有助于通电性提高。
50.需要说明的是,关于阶梯部134、135的上表面的以通过该螺杆轴的中心轴n的面剖切的截面形状,示出与凹部螺纹牙13的中心线(与中心轴n正交的连结凹部螺纹牙13的顶角的顶点的线)正交的直线,但也可以不与凹部螺纹牙13的中心线成直角,也可以向随着趋向谷底部而高度变低的方向或变高的方向倾斜,或成为圆弧等曲线状而非直线。另外,阶梯部134、135的上表面距离谷部34的高度在周向上恒定,但高度也可以规则或不规则地变化,可以成为在1个节距内(圆周上的1周)的某处与内螺纹100的内径端部干涉的构成。需要说明的是,阶梯部134、135的直径为由模具约束的阶梯部134、135与压力侧螺纹面31及非承载侧螺纹面32的基部位置处的尺寸。
51.(凹部螺纹牙的螺纹牙高度)
52.接下来,参照图2说明凹部螺纹牙13的螺纹牙高度。
53.如图2的(a)所示,凹部螺纹牙13的顶部133的直径以沿着螺入方向w在后端部处相对于标准的螺纹牙3的顶部33进一步降低,齿高随着趋向螺入方向前端部而逐渐变低的方式变小,在螺入方向前端位置处成为最小直径。即,如图2的(b)、(c)所示,凹部螺纹牙13的螺入方向w的前端部处的齿高h12比螺入方向的后端部处的齿高h11低。齿高为沿着与螺杆轴的中心轴线n正交的正交方向从谷部到顶部为止的高度尺寸。
54.若像这样构成,则与使凹部螺纹牙13的齿高恒定的情况相比,能够在更大的区域确保使所剥离的涂膜等异物滞留的间隙,能够在提高涂膜剥离性能的同时减小螺入转矩。
55.此外,能够减小从凹部7到标准的螺纹牙3为止的外径差,还能够抑制由齿高的急剧变化引起的螺入转矩升高。
56.若将标准的螺纹牙3的顶部33的齿高设为h0,则优选前端部处的齿高h12相对于标准的螺纹牙3的齿高h0设定为60~98%左右。另外,优选后端部处的齿高h11相对于标准的
螺纹牙3的齿高h0低于65%左右~100%。
57.(凹部螺纹牙的齿根宽度)
58.接下来,参照图2的(b)、(c)说明凹部螺纹牙13间的齿根宽度。
59.从螺杆轴部的周向观察,在邻接的标准的螺纹牙3、3上设置的凹部螺纹牙13、13位于同一相位,凹部螺纹牙13、13的阶梯部134、135间的齿根宽度w11或w12在周向全长上比标准的螺纹牙3的齿根宽度w0窄。另外,螺入方向的前端部的齿根宽度w12比螺入方向后端部的阶梯部134、135间的齿根宽度w11窄。该齿根宽度在螺入方向后端部处最宽,随着趋向前端而逐渐变窄,在螺入方向前端部处变得最窄。
60.通过像这样形成,从而凹部螺纹牙13的齿高在螺入方向后端部处变高,能够以谷底部的齿根宽度宽的部分补偿牙顶部133、螺纹面131、132处的涂膜等的滞留空间缩小的部分。
61.另外,由凹部7的后端部剥离的涂膜随着沿螺入方向螺入量增加而向由阶梯部134、135构成的谷部供给,进而被向齿根宽度变窄的螺入方向前端部的齿根宽度w12的谷底部压入。并且,通过由内螺纹100的内径端部101压缩,并被封入内径端部101与阶梯部134之间,从而能够抑制多余的剥离涂膜向成为通电部位的标准的螺纹牙3的压力侧螺纹面31移动。像这样,通过避免剥离涂膜夹设在通电部的外螺纹、内螺纹间的螺纹面的成为通电面的接触部,从而接触部成为金属间接触,能够使通电性能大幅稳定化。
62.(螺纹面鼓出山形)
63.接下来,参照图1的(c)、图2及图4,说明在成为标准的螺纹牙3与凹部7的边界的部分存在的螺纹面鼓出山形23。
64.螺纹面鼓出山形23分别位于螺入方向w的前端部及后端部的成为标准的螺纹牙3与凹部7的边界的部分,均成为具有相对于标准的螺纹牙部3与压力侧、非承载侧各自的螺纹面31、32相比微小鼓出的鼓出部231、232的山形。
65.鼓出部231、232以从通常螺纹牙3的齿高的1/2~1/3的部分到牙顶方向的方式存在,位于通常螺纹牙3与内螺纹牙的螺纹面接触线的范围内。鼓出部231、232的鼓出高度(与螺纹面32、32正交的正交方向的高度)在图中夸张示出,为稍微鼓出的构造,位于0.1mm以内的范围。需要说明的是,范围并非限定于此,能够根据螺钉的尺寸、载荷条件等适当选择。
66.通过存在该螺纹面鼓出山形23,从而不仅是相对于通常螺纹牙3的山形凹陷的凹部7的凹陷形状,鼓出部231、232的凸形状部也沿周向配置,厚膜涂膜的剥离性能进一步提高。另外,鼓出部231、232与通常螺纹牙3的螺纹面31、32相比突出,从而与内螺纹的压力侧螺纹面局部接触,即使在紧固时的轴力低的状态下,也能够以产生高面压的状态相接触,可靠地使外螺纹与内螺纹金属接触,使接触通电部的电阻值稳定地降低。
67.接下来,说明上述实施方式的作用。
68.螺钉1例如被螺入实施涂装的焊接螺母等的内螺纹100。并且,如图1的(c)所示,在凹部7的螺入方向后端部与通常螺纹牙3的山形边界面处,内螺纹100内周的涂膜等异物剥离,被剥离的剥离粉末滞留在凹部7及阶梯部134、135间的谷部。在本发明中,由于凹部螺纹牙13的螺入方向的后端部侧的齿高变高、顶端侧的齿高变低,因此能够充分确保使所剥离的涂膜等异物滞留的间隙,并抑制螺入转矩升高。
69.此外,通常螺纹牙3的牙顶部33以有间隙的程度存在,但在凹部7设置的阶梯部谷
底134、135与内螺纹内径部接近且间隙非常小,从而能够抑制螺入中的外螺纹轴芯与内螺纹牙内径的轴芯的偏心量,避免通常螺纹牙3的牙顶部33被压入成为最厚膜的内螺纹谷底部而从螺母内穿过,因此螺入转矩被抑制,作业性提高。
70.并且,若产生轴力,则在成为标准的螺纹牙3与凹部7的边界的部分存在的螺纹面鼓出山形23的鼓出部231、232率先局部地与内螺纹100的螺纹牙的压力侧螺纹面接触,在轴力上升的同时面压升高,成为金属接触,通电开始,之后标准的螺纹牙3与内螺纹100的螺纹牙的压力侧螺纹面卡合,通过摩擦而使金属接触面增大,构成最终的通电部。
71.根据本发明,能够提供针对成为厚膜涂装的内螺纹部也能够确保涂膜的剥离性并进一步减小螺入转矩、在低轴力时也能够稳定地发挥优异的通电性能的螺钉。
72.如上所述,根据本实施方式,针对成为厚膜涂装的内螺纹部也能够确保涂膜的剥离性并进一步减小螺入转矩、在低轴力时也能够稳定地发挥优异的通电性能。
73.需要说明的是,在上述实施方式中,对具备顶端锥形部的螺钉进行了说明,但如图5的(a)所示,也可以没有顶端锥形部。另外,在上述实施方式中,对具有螺纹面鼓出山形23的例子进行了说明,但如图5的(b)所示,也可以没有螺纹面鼓出山形23。
74.附图标记说明
75.1 螺钉
76.2 头部
77.3 螺纹牙
78.31 压力侧螺纹面
79.32 非承载侧螺纹面
80.33 顶部
81.34 谷部
82.4 螺杆轴部
83.5 螺杆轴主体
84.6 顶端锥形部
85.7 凹部
86.8 第2凹部
87.13 凹部螺纹牙
88.131 压力侧螺纹面
89.132 非承载侧螺纹面
90.133 顶部
91.134 阶梯部
92.135 阶梯部
93.100 内螺纹
94.101 内径端部
95.t 厚膜涂膜部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1