用于IV类压力容器的端部凸台的制作方法
用于iv类压力容器的端部凸台
1.相关申请的交叉引用
2.本技术要求2019年6月28日提交的美国临时申请第62/867,910号的优先权。
技术领域
3.本发明涉及一种用于iv类压力容器的凸台,包括iv类可适形压力容器。更具体地,本发明涉及具有嵌入外复合壳体中的钉的凸台设计,并且其中内衬定位在凸台内。
背景技术:
4.压力容器通常存储压力下的流体和/或气体,例如天然气、氧、氮、氢、丙烷等。iv类压力容器或储箱具有无金属本体,该无金属本体通常包括卷绕和/或编织在热塑性聚合物内衬上的碳纤维增强的聚合物复合材料。阀联接到容器,用于用压缩流体填充容器。然而,阀不能够直接连接到聚合物内衬。因此,需要提供凸台以将阀联接到容器。
5.第一种已知的通过将凸台附接到聚合物内衬和外复合壳体而形成iv类压力容器的方法在美国专利10,180,210中示出。第一种已知的方法利用注射成型过程以围绕凸台的锁定特征来模制内衬,以将凸台机械地锁定到内衬。该第一种已知的方法提供了在聚合物内衬和凸台的外表面之间极好的表面接触。内衬和凸台之间的密封由内衬和凸台之间的界面形成。此外,凸台通常包括唇部特征,在凸台被加压时该唇部特征抵靠其自身密封。气密凸台/内衬组件由复合壳体的外覆盖物支撑。密封机构和机械限制不联接。凸台和内衬之间的连结没有预加应力。
6.然而,该第一种已知的方法需要在用复合纤维缠绕内衬之前围绕凸台模制内衬。此外,第一种已知的方法在凸台和外复合壳体之间缺乏机械接合。因此,凸台会在应力下与外复合壳体分离,从而允许凸台在外复合壳体内旋转和/或相对于外复合壳体轴向滑动。凸台相对于内衬和/或外复合壳体的运动会导致凸台与压力容器之间的连接的潜在失效和泄漏。
7.第二种已知的形成iv类压力容器的凸台的方法在美国公开文本2018/283612中示出,其中软管式压接件,例如套环,围绕外复合壳体、聚合物内衬和凸台的层状组件而压接。第二种已知的方法包括凸台,该凸台在内衬中的开口内滑动,使得内衬抵靠凸台的外表面定位。在用外复合壳体覆盖内衬之后,套环围绕凸台和复合壳体而压接,以将凸台固定地联接到外复合壳体。该凸台可以包括沿凸台的外表面的脊部,以夹持内衬的内表面。软管式压接配合件依靠压接压力来提供复合材料的锚固和密封。试图沿内衬逸出的气体趋于在凸台和内衬之间打开间隙。套环和复合材料被预加应力到抵抗间隙开口的状态。通过在复合材料上提供夹持并且抵抗杆的轴向位移,来使套环也被轴向加应力。
8.然而,该第二种已知方法依靠压接压力以将凸台固定地联接到内衬。如果在凸台和内衬之间的连结处没有足够的压接力,则凸台会在凸台上的增加的载荷下在内衬内旋转。此外,第二种已知的方法缺少在凸台和外复合壳体之间的直接的机械接合,并且依靠套环以将凸台固定地联接到外复合壳体。在凸台上的轴向载荷和旋转载荷会削弱在凸台与外
复合壳体之间的连接。凸台可以在应力下与外复合壳体分离,从而允许凸台在外复合壳体内旋转和/或相对于外复合壳体轴向滑动。凸台相对于内衬和/或外复合壳体的运动会导致凸台与压力容器之间的连接的潜在失效和泄漏。
9.因此,期望的是,将凸台直接机械地联接到iv类压力容器的外复合壳体。此外,期望的是,将凸台直接机械地联接到压力容器的内衬。期望的是,在内衬和凸台之间形成密封。还期望的是,在向凸台施加扭矩时限制凸台相对于内衬和相对于外复合材料的旋转运动。此外,期望的是,在向凸台施加轴向力时,限制凸台相对于内衬和外复合壳体的轴向运动。此外,期望的是,在不使用模制过程并且在不需要使用套环来将内衬压接到凸台的情况下,将内衬固定地联接到凸台。最后,期望的是,在不依靠套环将外复合壳体压接到凸台的情况下将外复合壳体固定地联接到凸台。
技术实现要素:
10.提供一种iv类压力容器,具有在外复合壳体与凸台之间的改进的机械联接。压力容器包括内聚合物内衬,该内聚合物内衬具有固定地联接到凸台的扩口边缘。该凸台具有与压力容器的内部流体连通的开孔。另外,该凸台具有在内衬和外复合壳体之间延伸的杆。杆包括远离凸台而径向地突出的多个钉。树脂和纤维的外复合壳体围绕内衬的外周和杆的外周。钉嵌入外复合壳体中以将外复合壳体机械地紧固到凸台。
附图说明
11.在结合附图考虑时,通过参考以下详细描述,本发明的优点将容易理解并且变得更好理解,其中:
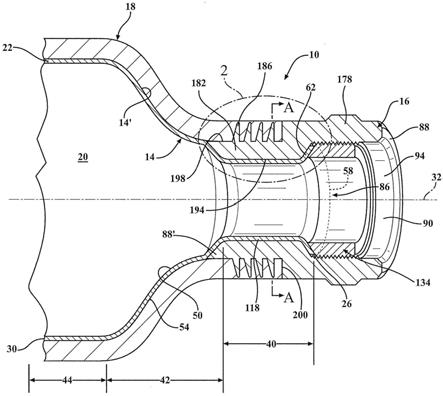
12.图1是根据本发明的一个实施例的iv类压力容器的一部分的横截面图,该iv类压力容器具有组装在聚合物内衬和外复合壳体之间的凸台;
13.图2是图1的压力容器的部分2的放大的横截面图,示出了从凸台突出并且嵌入到外复合壳体中的钉,并且示出了抵靠凸台压紧内衬扩口区段的密封插入件;
14.图3a示出了从压力容器移除的图1的凸台的立体图;
15.图3b-3d示出了图3a的凸台的剖视图,分别示出了在凸台圆锥形表面上的细脊部、粗糙表面纹理和光滑表面纹理;
16.图4a示出了从压力容器移除的图1的密封插入件的横截面图;
17.图4b-4d示出了图4a的密封插入件的一部分的立体图,分别示出了在密封插入件的圆锥形表面上的细脊部、粗糙表面纹理和光滑表面纹理;
18.图5示出了以螺旋模式围绕内衬缠绕浸渍有树脂的纤维的束的已知方法;
19.图6示出了围绕图1的压力容器包覆编织纤维束的编织过程;
20.图7示出了图1的压力容器的第二实施例的横截面图,其中凸台的杆沿内衬的锥形区域延伸;
21.图8示出了图1的压力容器的第三实施例的横截面图,其中凸台的杆部分地沿内衬的锥形区域延伸;
22.图9示出了图3a的凸台的另一实施例的立体图;
23.图10是在与图3a的凸台组装之前的钉的实施例的立体图;
24.图11是图10的钉的实施例的立体图,钉具有远离每一个钉的基底而纵向地突出的圆柱形销;
25.图12a示出了将图10的圆柱形钉压配合到图3a的凸台中的孔中的组装方法;
26.图12b示出了将图11的圆柱形钉压配合到图3a的凸台中的孔中的组装方法;
27.图12c示出了将图10的圆柱形钉焊接到图3a的凸台的组装方法;
28.图12d示出了与图3a的凸台一体地形成的图10的棱锥体形钉;
29.图13是图1的压力容器沿剖面线a-a的截面图,示出了围绕凸台的外周布置的钉的排;
30.图14示出图13的压力容器的截面图的部分c的第一实施例,示出了部分地嵌入外复合壳体中的钉;
31.图15示出了图13的压力容器的截面图的部分c的第二实施例,示出了嵌入形成外复合壳体的纤维束的所有层中的钉;
32.图16示出了图6的压力容器的部分b的第一实施例,示出了延伸穿过外复合壳体的编织纤维束的四面体形钉;
33.图17示出了图6的压力容器的部分b的第二实施例,示出了延伸穿过外复合壳体的编织纤维束的圆柱形钉;
34.图18是根据本发明的一个实施例的内衬/凸台子组件的分解图;
35.图19是根据本发明的一个实施例的细长子组件的分解图,该细长子组件包括图18的一对内衬/凸台子组件和牺牲管区段;
36.图20是图19的细长子组件的立体图;
37.图21是图19的细长子组件穿过图6的编织机的立体图;
38.图22是图19的细长子组件的立体图,该细长子组件已经用多个纤维束进行包覆编织;以及
39.图23是图22的在修剪编织纤维束并且移除牺牲管区段之后的细长子组件的立体图。
具体实施方式
40.参考附图,其中在所有的几个视图中,相同的附图标记表示相同或对应的部件,根据本发明的一个实施例,图1和图2中示出了用于容纳压力下的液体和/或气体的iv类压力容器(具有聚合物内衬14和外复合壳体18)10。压力容器10适合于存储压缩的液体和/或气体,例如氮、氢、天然气、氦、二甲醚、液化石油气、氙等。用于汽车应用的用于存储氢的压力容器10通常被设计成额定工作压力高达70mpa。相比之下,用于存储压缩天然气的压力容器10通常被设计成额定工作压力高达25mpa。
41.参考图1和图2,压力容器10包括固定地联接到凸台16的聚合物内衬14,其中外复合壳体18围绕聚合物内衬14的外周14’。内衬14包括内部中空本体20,该内部中空本体由在第一终端26和第二终端30之间延伸的细长的圆柱形壁22限定。压力容器10的纵向轴线由元件32表示。在图1所示的实施例中,内衬14包括颈部区域40、锥形区域42和腔室区域44。聚合物内衬14包括相对的内表面和外表面50、54和在第一终端26处的入口开口58。内衬14的入口开口58包括扩口边缘62,该扩口边缘利用密封插入件134固定地联接到凸台16。
42.图1所示的聚合物内衬14通常由一种或更多种聚合物材料形成,例如尼龙(pa)、乙烯-醋酸乙烯酯(eva)、线性低密度聚乙烯(lldpe)、低密度聚乙烯(ldpe)、高密度聚乙烯(hdpe)、聚丙烯(pp)、乙烯乙烯醇(evoh)、聚四氟乙烯(ptfe)、聚氨酯(pu)和/或聚氯乙烯(pvc)。聚合物内衬14可以由单层的聚合物材料形成,或者可以包括两层或更多层聚合物层的多层结构,并且根据具体应用的需要,还可以包括一层或更多层金属层或添加剂。
43.图3a中示出了从压力容器10移除的图1的凸台16。参考图2和图3a,凸台16具有在凸台16的相对的终端88、88’之间轴向地穿过凸台16的开孔86。凸台16的纵向轴线由图3a中的元件32示出。开孔86包括颈部部分98、圆锥形表面102和配合表面94。凸台圆锥形表面102可以包括一个或更多个细脊部102a、粗糙表面纹理102b和/或光滑表面纹理102c,如在图3b-3d中分别示出的。在图1和图2所示的实施例中,内衬14的扩口边缘62固定地联接到圆锥形表面102并且抵靠其密封。
44.内衬14的扩口边缘62与圆锥形表面102一致。扩口边缘62在内衬14挤出过程期间形成,或者直接抵靠凸台16的圆锥形表面102形成或热成型。内衬14的颈部区段118与颈部部分98一致。颈部区段118在内衬14挤出过程期间形成,并且可以抵靠颈部部分98附加地热成型,以增强密封。
45.如图1和图2所示,密封插入件134成形为配合在凸台16的配合表面94内并且与其接合。图4a中示出了在与凸台16组装之前的图1的密封插入件134。参考图4a,密封插入件134具有大体圆柱形的主体部分138,该圆柱形主体部分具有围绕圆柱形主体部分138的外周延伸的配合表面142,该配合表面构造为通过螺纹、压配合、模锻等与配合表面94啮合地接合。密封插入件134的纵向轴线由图4a中的元件32表示。
46.此外,密封插入件134包括轴向地穿过密封插入件134的开孔158。构造为密封抵靠内衬14的扩口边缘62的圆锥形表面162从密封插入件134的主体部分138延伸。圆锥形表面162可以包括一个或更多个细脊部162a、粗糙表面纹理162b和/或光滑表面纹理162c,如在图4b-4d中分别示出的。
47.同样如图2所示,在密封插入件134与凸台16的配合表面94接合时,内衬14的扩口边缘62在密封插入件134的外表面166与开孔86的凸台圆锥形表面102之间压紧,以提供密封。
48.由密封插入件134抵靠内衬14的扩口边缘62而施加的压紧在内衬14和凸台16的凸台圆锥形表面102之间形成密封,如图2所示。将内衬14挤压在开孔86和密封插入件134之间形成在凸台16和内衬14之间的初始密封。在内衬14加压之后,颈部部分98与内衬14外表面54形成密封。
49.可替换地,如果具体应用需要,可以在内衬14、开孔86和/或密封插入件134附近包括一个或更多个补充密封件,例如o形环等。如果某些实施例需要,通过在凸台圆锥形表面102上和/或在密封插入件134的圆锥形表面162上包括粗糙表面纹理102b、162b和/或细脊部102a、162a,能够改进内衬14扩口边缘62、凸台圆锥形表面102和密封插入件134之间的密封。在其它实施例中,通过在凸台圆锥形表面102和密封插入件134的圆锥形表面162上的光滑表面纹理102c、162c将获得令人满意的密封。
50.回到图3,凸台16具有连接到杆182的大体圆柱形的部分178。在图1-3a所示的实施例中,杆182具有外支承表面198和大体圆柱形的形状。杆182的支承表面198定位成抵靠外
复合壳体18。图1所示的杆182沿内衬14的颈部区域40并且沿内衬14的锥形区域42的一部分延伸。
51.通过远离杆182的支承表面198而径向地突出的钉186实现外复合壳体18和凸台16之间的机械紧固,如图1和图2所示。钉186至少部分地嵌入外复合壳体18中以将凸台16机械地紧固到外复合壳体18。钉186与外复合壳体18的接合允许凸台16抵抗内部压力并且增加了在凸台16不与内衬14和/或外复合壳体18分离的情况下可以容许的凸台扭矩的量。
52.可选地,凸台16包括凸缘肩部200,该凸缘肩部定位在凸台16的外表面202上、在大体圆柱形的部分178和杆182之间,如图1-3a所示。凸缘肩部200接触外复合壳体18。可替换地,外复合壳体18可以在不抵接在凸台16上的凸缘肩部200的情况下沿杆182的一部分延伸。
53.可选地,内衬14制造有安装特征206(如图18所示),其有助于凸台16与内衬14的定位和组装。如果需要,内衬14被切割和/或修剪,以允许与凸台16组装。可选地,在凸台16和其它配合件与内衬14组装之后,内衬14和/或凸台16被加热,以导致内衬14与凸台16一致和/或粘附到凸台16。
54.如果具体应用需要,在凸台16和内衬14组装之后,可以用树脂阻隔层(例如聚合物膜)覆盖内衬14和/或杆182。另外,根据具体应用的需要,可以围绕内衬14和杆182的部分和/或整个长度缠绕可选的透气层或第二气体阻隔层。用于透气层的合适材料包括织造玻璃纤维织物、非织造玻璃纤维织物等。合适的气体阻隔层包括金属化薄膜、eyoh膜等。
55.压力容器10的外复合壳体18通常通过在内衬14和凸台16已经组装之后将浸渍有树脂的纤维214布置到内衬14上而形成,如图5和图6所示。
56.将浸渍有树脂的纤维214施加到内衬14的第一种已知方法是丝卷绕,如图5所示。多个纤维丝214被组合以形成纤维束216。多个纤维丝214可以在将纤维214施加到内衬14的制造过程之前或期间被组合以形成纤维束216。类似地,单个的纤维束216或多个纤维束216的组合可以根据制造过程的需要在给定时间施加。可以通过以重叠的螺旋模式围绕内衬14连续缠绕一个或更多个纤维束216来将纤维束216施加到内衬14,以形成一个或更多个缠绕的纤维层218,如图5所示。可以在纤维束被缠绕在内衬14上之前用液态树脂220涂覆纤维束216,如图5所示。可替换地,可以在纤维束被缠绕在内衬14上之后用液态树脂220涂覆纤维束216,和/或可以用树脂220预浸渍纤维丝214。树脂220固化,使得树脂220和缠绕的纤维层218形成围绕内衬14的刚性的外复合壳体18。
57.将浸渍有树脂的纤维214施加到内衬14的第二种方法是编织纤维214,如图6所示。与第一种方法一样,多个纤维丝214被组装以形成纤维束216。使用编织机226围绕内衬14包覆编织多个纤维束216以形成编织纤维层224,如图6所示。此外,可以在围绕内衬14编织纤维束216之前、期间和/或之后,用树脂220浸渍纤维束216。
58.使用编织围绕细长内衬14包覆编织多个纤维束216,图6所示的过程将形成编织纤维层224,该编织纤维层与用于压力容器10的细长内衬14的较大直径圆柱形区段228、较小直径圆柱形区段232和锥形过渡区段236一致。类似地,图6所示的包覆编织过程226可以在凸台16的杆182上形成编织纤维束216。包覆编织过程226是将浸渍有树脂的纤维214施加到可适形压力容器10的优选方法,该可适形压力容器可以包括多个间隔开的较大直径圆柱形区段228,其中相邻的较大直径区段228由较小直径圆柱形区段232连接。在树脂220固化时,
中。附接到杆182-182c的钉186的数量、形状、大小和位置基于在使用期间在压力容器10上的预期的额定工作压力或凸台扭矩、杆182-182c的尺寸、外复合壳体18的尺寸等来选择。钉186可以分布在杆182b的整个外支承表面198上,或者钉186可以放置在杆182b上的特定区域238、238’中。
65.图9中示出了在与压力容器10组装之前的凸台16c。凸台16c具有构造为与内衬14的锥形区段236配合地接合的杆182c。因此,杆182c具有抵接凸缘肩部200的锥形的圆锥形状和/或锥形的圆柱形状。在凸台16c与内衬14组装并且被外复合壳体18覆盖时,远离杆182c的外支承表面198而径向地突出的钉186嵌入外复合壳体18中,以将凸台16c机械地紧固到外复合壳体18。
66.图9中还示出了可选的通气槽248,该通气槽沿杆182c的外支承表面198纵向地延伸,并且沿凸缘肩部200径向地延伸。凸台16c可以根据具体应用的需要包括任意数量和构造的通气槽248,以允许氢气从内衬14和外复合壳体18之间的界面排出到大气。气体渗透过内衬14并且收集在内衬14和外复合壳体18之间的间隙中,渗透气体通过通气槽248排出到大气以防止内衬14随后塌陷。
67.另外,由于内衬14和外复合壳体18都固定地联接到凸台16,如图1所示,施加到凸台16的力被分布到外复合壳体18。相反,在将凸台16插入到被外复合壳体18覆盖的内衬14中的开口中并且随后围绕外复合壳体18压接套环时,凸台16仅直接接触内衬14。套环固定地联接到外复合壳体18并且固定地联接到凸台16。然而,凸台16不是直接固定地联接到外复合壳体18。反而是,套环和外复合壳体18之间的连接以及套环和凸台16之间的连接形成凸台16和外复合壳体18之间的机械联接。随着时间的推移在内衬14和外复合壳体18之间会形成间隙。此外,套环会与外复合壳体18和/或凸台16分离。在凸台16上的旋转载荷和轴向载荷会潜在地削弱内衬14与外复合壳体18的粘附,削弱套环压接,和/或增加在内衬14和外复合壳体18之间形成的间隙。如果套环压接足够松动了,则凸台16可以在套环内旋转。由于削弱的套环压接,凸台16相对于外复合壳体18的移动会进一步导致凸台16与内衬14分离。用在凸台16上的钉186替换套环,在钉186嵌入到外复合壳体18中时将凸台16直接联接到外复合壳体18。在一些实施例中,钉186可以与套环相结合以增强凸台16与外复合壳体18之间的机械联接。根据在凸台16上的预期载荷的需要和/或要求,包括嵌入外复合壳体18中的钉186可以与将凸台16附接到内衬14以及附接到外复合壳体18的多种不同的紧固方法相结合。
68.钉186可以具有各种形状,例如图10所示。作为非限制性示例,合适的钉186的变型包括圆柱形钉264、四面体形钉268、棱锥体形钉270和圆锥形钉274。四面体形钉268具有三个侧面280。棱锥体形钉270具有四个或更多个侧面280,包括但不限于五个、六个、七个或更多个侧面280。每一个钉186、264、268、270、274具有在钉尖端282和钉基底286之间延伸的钉主体278。钉尖端282可以是峰形的,如由棱锥体钉270所示。可替换地,钉尖端282可以具有圆形形状,如由圆锥形钉274的钉尖端282所示。可以使用适合于预期应用的任何形状的钉186,包括钉186的形状和尺寸的混合。
69.钉基底286可以包括纵向地突出而远离钉基底286的圆柱形销288,如图11所示。图11示出了具有突出远离钉基底286的圆柱形销288的圆柱形钉264、四面体形钉268、棱锥体形钉270和圆锥形钉274的非限制性实施例。销288允许将不同形状的钉186、264、268、270、
274安装到杆182中的圆形孔290中,如图12b所示。圆形孔290可以是凹陷的腔体、通孔和/或腔体和通孔的组合。此外,在一些实施例中,销288和孔290可以是非圆形的。
70.图12a-12d示出了将钉186、264、268、270、274附接到杆182的方法。图12a中示出了将圆柱形钉264压入在杆182中的圆形孔290内,如箭头d所示。圆柱形钉264可以压配合(由箭头d所示)到圆形孔290中,该圆形孔设计尺寸成配合地接收圆柱形钉264。根据具体应用的需要,圆形孔290可以是部分深度的孔290或通孔290。
71.图12b所示的第二附接方法与图12a所示的附接方法相似。圆柱形钉264、四面体形钉268、棱锥体形钉270和圆锥形钉274可以包括远离钉基底286突出的圆柱形销288,如图11所示。销288压配合(由箭头e所示)到在杆182中的圆形孔290内,该圆形孔具有设计尺寸成与销288配合地接合的内径,如图12b所示。将销288增加到钉基底286允许使用圆形孔290将非圆柱形钉268、270、274压配合到杆182。
72.将钉186焊接到杆182是图12c所示的第三附接方法。钉186、264、268、270、274中的每一个的钉基底286可以焊接286a和/或粘附到杆182。图12c示出了将圆柱形钉264的钉基底286焊接到杆182的外支承表面198。焊接线286a围绕钉186的基底286形成。虽然焊接线286a增加了钉186的直径,但由于焊接线286a与杆182相邻,因此在包覆编织过程226期间不太可能引起问题。在一些实施例中,钉186可以用粘合剂粘附到杆182。焊接和粘附附接方法可以适应各种钉186的形状,包括图11所示的圆柱形钉264、四面体形钉268、棱锥体形钉270和圆锥形钉274,以及钉186的其它形状。
73.如图12d所示,第四种方法是在形成杆182时机加工和/或模制钉186。作为非限制性示例,第四方法可以用于形成圆柱形钉264、四面体形钉268、棱锥体形钉270和圆锥形钉274。在加工过程期间,围绕钉186移除材料以形成钉186。可替换地,当凸台16在模制过程期间形成时,钉186可以集成到模制工具中。
74.参考图3a,多个钉186固定地联接到凸台16的杆182。在图3a所示的实施例中,钉186围绕杆182的外周198分布。钉186可以布置成钉186的多个排294、294’,其中钉186的四个排294、294’在图3a的示例性实施例中示出。
75.如图3a所示,钉186的排294、294’被限定为多个钉186围绕杆182的外周198间隔开,其中在凸台16的终端88’和在钉186的排294、294’内的每一个钉尖端282的中心之间测量的轴向距离在由预定的量限定的范围内。在一个实施例中,作为非限制性示例,预定的量可以为包括钉186的排294、294’的钉186的最大宽度186’的倍数,其中该倍数为1、2、3或更大。
76.钉186的相邻的排294、294’在凸台16的轴向方向上间隔开,如图3a所示。钉186的相邻的排294、294’之间的轴向距离294a在排294、294’之间可以是均匀的,或者间隔可以是非均匀的,即,一些排294、294’比钉186的其它排294、294’之间的间隔更靠近地间隔开。
77.此外,在图3a所示的实施例中,第一排294中的钉186在凸台18的轴向方向上与钉186的第二排294’中的钉186对齐。然而,应当理解,在不改变本发明的范围的情况下,任何数量的钉186、任何数量的钉186的排294、294’,以及第一排294中的钉186相对于相邻的排294’中的钉186的对齐位置的相对对齐可以改变。钉300a-300d示出了位于图3a的杆182上的可替换的示例性的钉186。在包括钉300a和钉300b的情况下,钉186的第二排294’将具有比钉186的第一排294中存在的更多的钉186。此外,钉300a和钉300b与形成钉186的第一排
294的钉186偏移。钉300c和钉300d定位在钉300e附近以产生具有附加的钉300c-300e的局部区域238。另外,如果具体应用需要,在钉186的第一排294中的钉186可以与钉186的相邻的排294’中的钉186周向地偏移,如在下面描述的图16所示。
78.图13中示出了钉186围绕杆182的外周198的示例性布置。图13是图1的压力容器10沿剖面线a-a获得的截面图。图13示出了十二个钉186,该十二个钉形成附接到杆182的钉186的排294。钉186在图13中示出为围绕杆182的外周198等距地定位。然而,钉186可以定位成使得钉186围绕杆182的外周198不等距地间隔开。图13所示的钉186完全嵌入外复合壳体18中。然而,在某些实施例中,钉186可以构造为部分地穿到外复合壳体18中。
79.此外,钉186的数量可以基于具体应用的要求来选择。优选地,杆182包括至少四个钉186。虽然图13中示出了大体圆柱形的钉264,但是如果具体应用需要,可以使用四面体形钉268、棱锥体形钉270、圆锥形钉274等代替圆柱形钉264。另外,作为非限制性示例,钉186可以包括钉186的一个或更多个形状,即钉186的第一部分可以选择为圆柱形钉264,而其余的钉186为棱锥体形钉270。
80.此外,钉186可以分布在杆182上的一个或更多个局部区域238、238’中,如图9所示,而不是如图13所示使钉186围绕杆182的外周198分布。可替换地,钉186可以分布到在杆182上的两个或更多个局部区域238、238’中,其中两个或更多个局部区域238、238’在杆182的外支承表面198上间隔开。可选地,两个或更多个区域238、238’可以在围绕杆182的外周198的选定位置中。另外,如果具体应用需要,两个或更多个区域238、238’可以定位成在杆182的外周198上等距地间隔开。
81.参考图14和图15,钉186的总体长度可以基于外复合壳体18的厚度、额定工作压力或在凸台16上的预期的扭矩量、凸台16的尺寸以及附接到杆182的钉186的数量来选择。图14和图15示出了图13所示的压力容器10的部分c的放大图,示出了钉186长度与外复合壳体18的厚度相比的变化。参考图14,外复合壳体18示出为包括示例性的三层纤维层224a-224c。图16的钉186延伸穿过第一纤维层224a。相反,图18示出了钉186,该钉具有足以穿过所有三层纤维层224a-224c的长度。压力容器10的各种实施例可以包括比图14和图15所示的更多或更少的纤维层224a-224c。因此,钉186可以设计尺寸成突出到任何期望数量的纤维层224a-224c中和/或穿过这些纤维层,包括编织纤维层224和缠绕纤维层218。此外,钉186可以嵌入在内衬14和外复合壳体18之间的补充材料层中和/或突出穿过这些补充材料层,包括阻隔层、透气层、金属膜层等。
82.参考图10-15,钉186的总体形状、钉186的最大外径186’、钉尖端282的轮廓、钉186的总体高度、相邻的钉186之间的周向距离、钉186的数量和钉186在杆182上的布置等部分地基于在凸台16上的预期的旋转力和轴向力、将纤维214施加到内衬14的方法,以及部分地基于杆182、外复合壳体18的尺寸和在内衬14与外复合壳体18之间是否包括补充层来选择。例如,当在使用期间预期在凸台16上产生升高的旋转和/或轴向载荷时,具有增加的总体长度的更多数量的钉186可以固定地联接到杆182。对于在凸台16上具有较低的预期的旋转载荷和轴向载荷的具体应用,可以选择较少和/或较短的钉186。
83.钉186的放置、形状和总体尺寸部分地基于图6所示的包覆编织过程226来选择。图6中示出了具有内衬14的可适形压力容器10,该内衬具有通过锥形圆柱形区段236连接到较小直径圆柱形区段232的较大直径圆柱形区段228。在围绕内衬14包覆编织纤维214之前,内
衬14的扩口边缘62已经预先固定地联接到凸台16的开孔86。多个纤维丝214组合为纤维束216。使用编织机226围绕内衬14包覆编织多个纤维束216,如图6所示。编织纤维束216与内衬14的外表面54一致,其中在内衬14的表面54上的编织纤维束216的密度随着内衬14的外径变化而改变。编织纤维束216从内衬14平滑地过渡以覆盖杆182而不影响包覆编织过程226。
84.包覆编织过程226可以围绕从杆182突出的钉186形成纤维束216的编织层224,如图16和图17所示。图16和图17中的每一个示出了图6所示的部分b的放大图。图16示出了四面体形钉268,并且图17示出了圆柱形钉264。参考图16,每一个纤维束216包括多个纤维丝214。图6所示的示例性实施例具有大约25mm的杆182外支承表面198直径,纤维束216具有大约4mm的额定束宽度216’,并且外复合壳体18包括纤维束216的多个编织层224,其中外复合壳体18的厚度为大约5mm。然而,如果需要,外复合壳体18的径向厚度可以基于凸台直径以及基于具体应用的要求而大于或小于约5mm。
85.参考图16,优选地,每一个钉186的最大外径186’小于用于形成编织纤维层224的纤维束216的额定束宽度216’。更优选地,每一个钉186的钉主体278和钉尖端282的最大外径186’等于或小于纤维束216的额定束宽度216’的大约一半。最优选地,每一个钉186的钉尖端282和钉主体278的最大外径186’在大约0.2mm和大约2.0mm之间。如果需要并且进一步取决于钉186至杆182的附接方法,每一个钉186的钉基底286可以大于上述范围。例如,由焊接过程引起的、附接到杆182的钉186可以具有比钉主体278更大的扩宽基底286a。对于具有非圆柱形的钉186,例如四面体形钉268、棱锥体形钉270等,每一个钉186、268、270的钉基底286的最大外尺寸186’优选地等于或小于纤维束216的额定束宽度216’,更优选地等于或小于纤维束216的额定束宽度216’的一半,并且最优选地在大约0.2mm和大约2.0mm之间。然而,如果需要,可以针对具体应用选择具有更大和/或更小的直径186’的钉186。
86.参考图10-15,优选地,每一个钉186的长度在大约0.5mm至大约5mm之间,该长度如在钉尖端282和钉基底286之间测量的。更优选地,每一个钉186的长度设计尺寸为至少嵌入形成外复合壳体18的第一纤维层224a中,如图14所示。然而,每一个钉186可以选择性地具有足以穿透任何期望数量的纤维层224、224a-224c、218(包括编织纤维层224和缠绕纤维层218)的总体长度。此外,如果具体应用需要,钉186的长度可以选择为穿透可选的补充层,例如阻隔层、透气层等中的一个或更多个。
87.如图16所示,优选地,相邻的钉186a、186b由纤维束216的至少一个额定束宽度216’间隔开。纤维束216的额定束宽度216’限定为纤维束216的近似宽度216’,如图16所示。对于图6所示的纤维束216的额定宽度216’为大约4mm的示例性实施例,相邻的钉186之间的优选最小间隔至少为4mm,即优选最小间隔等于或大于纤维束216的额定束宽度216’。单独的钉186可以比纤维束216的额定束宽度216’更靠近地间隔开,只要相邻的钉尖端282之间的最小距离优选地等于或大于纤维束216的额定束宽度216’。钉186的数量可以少至大约四个,其中钉186的最大数量由杆182的外径和长度确定,同时将钉186定位成间隔开纤维束216的至少一个额定束宽度216’。此外,在凸台16包括钉186的多个排294、294’时,相邻的排294、294’优选地间隔开纤维束216的至少一个额定束宽度216’。
88.围绕钉186编织纤维束216,例如通过纤维束216a-216d和钉186a的相对位置所示,如图16和图17所示。在纤维束216、216e与钉186对齐时,例如由图16和图17所示的纤维束
216e和钉186e所示,纤维束216e的一些纤维丝214将围绕钉186e铺设,即,纤维束216e分裂成丝214的组,如由214e和214f所示。纤维束216a-216e和钉186、186a、186e之间的接合将编织纤维层224a与钉186、186a、186e互锁。附加的编织纤维层224b、224c将以类似的方法与钉186、186a、186e互锁。围绕钉186、186a、186e编织的每一层编织纤维层224a-224c将增加凸台16与外复合壳体18之间的机械连接的强度,凸台16与外复合壳体18之间的机械连接通过浸渍到纤维束216、216a-216e中的树脂220的固化而进一步加强。在围绕杆182螺旋地缠绕纤维束216、216a-216e形成缠绕纤维层218时,纤维束216、216a-216e将类似地与钉186、186a、186e互锁。
89.图18-23示出了连续制造压力容器10的方法,特别是具有包覆编织的外复合壳体18的可适形压力容器10。图18中示出了内衬/凸台子组件318、318’的分解图。内衬/凸台子组件318、318’包括内衬14、14a、凸台16、16d和密封插入件134、134’。内衬/凸台子组件318、318’的纵向轴线由图18中的元件32表示。可选地,内衬14、14a包括集成到内衬14、14a的圆柱形颈部区域118中的定位特征206,用于在组装期间定位凸台16、16d。作为非限制性示例,定位特征206可以包括凹陷的槽、脊部、突起等。凸台16、16d的杆182在内衬14、14a上滑动,使得内衬14、14a的扩口边缘62插入凸台16、16d的开孔86中,直到凸台16、16d的终端88’与在内衬14、14a上的定位特征206接合。密封插入件134、134’与凸台16、16d的开孔86组装,使得密封插入件134、134’的圆锥形表面162抵靠开孔86的凸台圆锥形表面102挤压内衬14、14a。组装凸台16、16d、内衬14、14a和密封插入件134、134’形成图19所示的内衬/凸台子组件318、318’。
90.参考图19,内衬/凸台子组件318、318’紧固到牺牲管区段324的每一个终端322、322’以形成细长的子组件332。牺牲管区段324由在相对的终端322、322’之间延伸的圆柱形壁336限定。此外,每一个凸台16、16d的终端88和牺牲管区段324的终端322、322’构造为,将内衬/凸台子组件318、318’配合地接合并且固定地联接和/或可释放地联接到牺牲管区段324。图20示出了联接到牺牲管区段324的相对的终端322、322’的一对内衬/凸台子组件318、318’的细长的子组件332。在使内衬/凸台子组件318、318’穿过一个或更多个编织机226之前,任何数量的内衬/凸台子组件318、318’可以用牺牲管区段324联接在一起,以形成细长组件332。
91.图21示出了将细长组件332馈送通过编织机226的过程,如箭头g所示。每一个内衬14、14a包括一个或更多个较大直径圆柱形区段228、较小直径圆柱形区段232和在相邻的较大直径区段228和较小直径区段232之间延伸的锥形内衬区段236。编织机226围绕内衬14、14a的外周54’包覆编织多个纤维束216。编织过程226在细长组件332的外周54’上自动地编织纤维束216,其中编织纤维层224遵循内衬14的外轮廓54、54’。在细长组件332穿过编织机226时,随着这些部件14、14a、16、16d、324穿过编织机226,围绕内衬14、14a、凸台16、16d和牺牲管区段324的外周54、54’来编织纤维束216。细长组件332可以顺序地穿过多个编织机226,其中每一个编织机226构造为包覆编织编织纤维束216的单个层224。
92.在围绕细长组件332包覆编织纤维束216之前,可以用阻隔层、透气层、金属膜层等中的一个或更多个缠绕细长组件332。此外,在包覆编织单个的纤维层224、224a-224c之后和/或之前,可以将阻隔层、透气层、金属膜层等中的一个或更多个施加到细长组件332。作为非限制性示例,在围绕细长组件332的外周54’包覆编织第一纤维层224、224a之前,可以
围绕整个细长组件332缠绕透气层。作为另一示例,可以围绕第一编织纤维层224a的外周54’围绕内衬14、14a缠绕金属膜层,随后围绕细长组件332包覆编织附加的纤维层224b、224c。
93.图22示出了在穿过编织机226之后并且在邻近每一个凸台16、16d的凸缘肩部200修剪编织纤维层224之前的细长组件332。如图22所示,整个细长组件332用纤维束216包覆编织。编织纤维层224在邻近每一个凸台16、16d的凸缘肩部200处被修剪(如图22中的箭头k所示),以形成复合材料自由边缘240。在修剪编织纤维层224之后,从每一个凸台16、16d移除牺牲管区段324。图23示出了在修整以形成分离的压力容器10、10’之后的细长组件332。如果需要,在每一个凸台16、16d上的复合材料自由边缘240可以用带242和/或压接套环覆盖。
94.压力容器10具有固定地联接到凸台16的内衬14,凸台16具有从凸台16向外突出的嵌入在外复合壳体18中的钉186,该压力容器的一个好处是凸台16直接机械地联接到外复合壳体18以及机械地联接到内衬14。第二个好处是通过将内衬14固定地联接到轴向地穿过凸台16的开孔86的凸台圆锥形表面102上而在内衬14和凸台16之间实现密封。第三个好处是,在外复合壳体18中嵌入的钉186限制了凸台16相对于外复合壳体18的旋转。第四个好处是,由于凸台16和外复合壳体18通过钉186机械地联接,所以在外复合壳体18中嵌入钉186限制凸台16相对于外复合壳体18的轴向运动。第五个好处是将内衬14固定地联接到凸台16,而不使用模制过程并且不使用套环来将内衬14压接到凸台16。第六个好处是将外复合壳体18固定地联接到凸台16,而不依赖于套环来将外复合壳体18压接到凸台16。
95.已经以说明性的方式对本发明进行了描述,并且应当理解,所使用的术语旨在具有描述文字的性质,而非限制性。根据上述教导,本发明的许多修改和变型是可能的。因此,应当理解,在所附权利要求的范围内,本发明能够以与具体的描述不同的方式实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1