一种全金属电磁阀阀座精密装配研磨方法与流程
1.本发明涉及机械装配工艺技术领域,尤其是一种全金属电磁阀阀座精密装配研磨方法。
背景技术:
2.某型电磁阀提出连续使用寿命1千万次要求,摒弃了传统的塑料对金属密封副而选用了金属对金属密封副,密封球选用高精度的钢球,见附图1,该密封副的关键就是阀座密封面的成型,传统机械加工无法满足球面0.01光洁度要求。
技术实现要素:
3.针对上述技术问题,本发明提出了一种全金属电磁阀阀座精密装配研磨方法,该装配研磨方法解决了金属对金属密封副中阀座的精密成型技术问题,密封合格率达到100%。
4.一种全金属电磁阀阀座精密装配研磨方法,其特征在于:包括阀座、钢球、阀体及研磨组件,所述研磨组件包括顶杆和定位轴套,顶杆的端面设有锥形定位面,阀座的密封口直径d≤5mm,阀座的装配研磨方法为:
5.步骤一,粗加工阀座孔口圆角r,将阀座孔口圆角r尺寸加工成r0.05~0.1mm;
6.步骤二,精抛阀座孔口圆角r,采用2000目砂纸精抛30s,去除阀座孔口圆角r处的高点和微小结构损伤;
7.步骤三,装配阀座和钢球,先将钢球置于阀体孔道内,再将阀座压入阀体孔道内,阀座与阀体过盈配合;
8.步骤四,装配研磨组件,将定位轴套装入阀体上部的环形槽,然后将顶杆从定位轴套中部的通孔装入,顶杆顺着阀体中部的滑动轴承孔抵达阀体的孔道内,顶杆的锥形定位面抵靠在钢球上,定位轴套、顶杆及钢球同轴设置;
9.步骤五,研磨阀座,在步骤三中,阀座与阀体装配过程中,阀座会产生塑性变形,采用压床下压顶杆,顶杆挤压钢球使阀座变形,从而达到研磨阀座的目的,使阀座与阀体之间完全密封,同时监测钢球变形量h,使变形量h=0.015d;
10.步骤六,密封性测试,对步骤五中完成阀座研磨的阀座、钢球及阀体装配体进行密封性测试。
11.作为上述技术方案的优选,在步骤二中,阀座采用2000目砂纸时精抛时,阀座的转速为5000~6000r/min。
12.作为上述技术方案的优选,在步骤三中,选用符合国标g3等级的钢球,钢球直径d=(1.5~1.8)d。
13.作为上述技术方案的优选,在步骤四中,顶杆与定位轴套间隙配合,顶杆和定位轴套的间隙距离t=0.01~0.03mm。
14.作为上述技术方案的优选,锥形定位面的夹角θ为120
°
~150
°
。
15.本发明的有益效果在于:
16.本发明将阀座精抛后和钢球一起装入阀体内,再对阀座进行挤压研磨,经过本方法精密装配研磨后的阀座密封面高精度成型,密封合格率达到100%。通过本方法制作出来的全金属电磁阀的使用寿命远远高于同类型的产品,电磁阀的连续使用次数可以达到千万次级别,能够适用于电磁阀更换成本高的各种极端情况,经济价值巨大。
附图说明
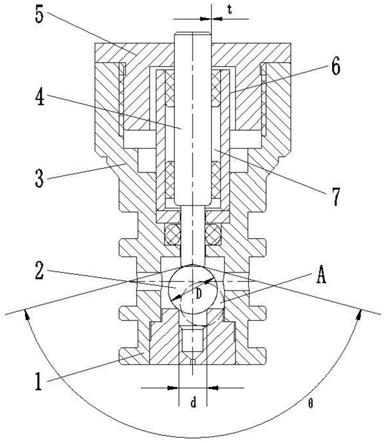
17.图1为电磁阀与研磨组件的装配结构示意图。
18.图2为图1中a处放大图。
19.附图标记如下:1
‑
阀座、2
‑
钢球、3
‑
阀体、4
‑
顶杆、5
‑
定位轴套、6
‑
环形槽、7
‑
滑动轴承孔、d
‑
阀座的密封口直径、r
‑
阀座孔口圆角、h
‑
钢球变形量、d
‑
钢球直径、t
‑
顶杆和定位轴套的间隙距离、θ
‑
锥形定位面夹角。
具体实施方式
20.下面结合本发明的附图,对本发明的技术方案进行清楚、完整的描述。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.如图1、图2所示的一种全金属电磁阀阀座精密装配研磨方法,包括阀座1、钢球2、阀体3及研磨组件,所述研磨组件包括顶杆4和定位轴套5,顶杆4的端面设有锥形定位面,阀座1的密封口直径d≤5mm,阀座1的装配研磨方法为:
22.步骤一,粗加工阀座孔口圆角r,将阀座孔口圆角r尺寸加工成r0.05~0.1mm;
23.步骤二,精抛阀座孔口圆角r,采用2000目砂纸精抛30s,去除阀座孔口圆角r处的高点和微小结构损伤;
24.步骤三,装配阀座1和钢球2,先将钢球2置于阀体3孔道内,再将阀座1压入阀体3孔道内,阀座1与阀体3过盈配合;
25.步骤四,装配研磨组件,将定位轴套5装入阀体1上部的环形槽6,然后将顶杆4从定位轴套5中部的通孔装入,顶杆4顺着阀体3中部的滑动轴承孔7抵达阀体3的孔道内,顶杆4的锥形定位面抵靠在钢球2上,定位轴套5、顶杆4及钢球2同轴设置;其中,环形槽6和滑动轴承孔7是阀体3自带组成部分,无需另外进行加工。
26.步骤五,研磨阀座1,在步骤三中,阀座1与阀体3装配过程中,阀座1会产生塑性变形,采用压床下压顶杆4,顶杆4挤压钢球2使阀座1变形,从而达到研磨阀座1的目的,使阀座1与阀体3之间完全密封,同时监测钢球变形量h,使变形量h=0.015d;
27.步骤六,密封性测试,对步骤五中完成阀座1研磨的阀座1、钢球2及阀体3装配体进行密封性测试。
28.在本实施例中,在步骤二中,阀座1采用2000目砂纸时精抛时,阀座1的转速为5000~6000r/min。
29.在本实施例中,在步骤三中,选用符合国标g3等级的钢球,钢球2直径d=(1.5~1.8)d。
30.在本实施例中,在步骤四中,顶杆4与定位轴套5间隙配合,顶杆4和定位轴套4的间
隙距离t=0.01~0.03mm。
31.在本实施例中,锥形定位面的夹角θ为120
°
~150
°
。
32.本发明将阀座1精抛后和钢球2一起装入阀体3内,再对阀座1进行挤压研磨,经过本方法精密装配研磨后的阀座密封面高精度成型,密封合格率达到100%。通过本方法制作出来的全金属电磁阀的使用寿命远远高于同类型的产品,电磁阀的连续使用次数可以达到千万次级别,能够适用于电磁阀更换成本高的各种极端情况,经济价值巨大。
33.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1