一种轴类组件的转接预紧式密封结构及密封方法与流程
1.本发明属于火箭发动机制造技术领域,特别涉及一种轴类组件的转接预紧式密封结构及密封方法。该转接预紧式密封结构及密封方法能够保证产品试验件的进出口端密封,从而向产品内腔通气,实现产品内部强度或气密性检查的顺利进行。
背景技术:
2.在各型号的阀类产品等结构中,进出口管嘴在与壳体组装、焊接完毕后需对焊缝进行密封性检查试验,试验的检测手段也由原来的保压法和涂抹肥皂泡等方法升级至现在的氦质谱检漏。试验结果表明:传统的径向或端面密封结构由于密封性较差,满足不了氦质谱检漏的要求。
技术实现要素:
3.本发明的目的在于,提供了一种轴类组件的转接预紧式密封结构及密封方法,实施阀类产品进出口管嘴的高质量密封,满足氦质谱检漏的要求,从而完成本发明。
4.本发明提供的技术方案如下:
5.第一方面,一种轴类组件的转接预紧式密封结构,该轴类组件为具有轴类管嘴的阀,轴类管嘴上开设有外螺纹;该密封结构包括转接件、o形橡胶密封圈和预紧接头;所述转接件为中空回转体结构,套设在轴类管嘴上,一端加工有内螺纹,用于与轴类管嘴的外螺纹配合,另一端加工有外螺纹,用于与预紧接头形成螺纹配合;所述转接件的长度小于轴类管嘴,在转接件末端与轴类管嘴形成的凸台上放置有o形橡胶密封圈;所述预紧接头为与轴类管嘴同轴的中空结构,一端加工有阶梯通孔,用于套接在转接件上并与轴类管嘴的通道对接,通过旋进预紧接头压缩o形橡胶密封圈变形,实施预紧接头与转接件间的密封,另一端开放结构用于与测试气源连接,实施轴类组件内部强度或气密性检查。
6.在一实施方式中,该轴类组件为具有轴类管嘴的阀,轴类管嘴伸出阀体外,且轴类管嘴为光轴或外表面加工有凸起;该密封结构包括转接件、o形橡胶密封圈、预紧接头和挡板,所述转接件为套设在轴类管嘴上的转接法兰,大端朝向阀体,小端加工有外螺纹,用于与预紧接头形成螺纹配合;转接件通过穿过其外周通孔的螺纹紧固件,与阀体另一侧的挡板连接,螺纹紧固件穿过挡板上的通孔,通过与外侧螺母拧紧配合,使挡板紧贴阀体表面,实现对转接件的紧固;转接件的长度小于轴类管嘴,在转接件末端与轴类管嘴形成的凸台上放置有o形橡胶密封圈;所述预紧接头为与轴类管嘴同轴的中空结构,一端加工有阶梯通孔,用于套接在转接件上并与轴类管嘴的通道对接,通过旋进预紧接头压缩o形橡胶密封圈变形,实施预紧接头与转接件间的密封,另一端开放结构用于与测试气源连接,实施轴类组件内部强度或气密性检查。
7.在一实施方式中,该轴类组件上具有同轴设置的轴类管嘴时,选用成对的密封结构用于同轴轴类管嘴的密封,成对的密封结构中,两转接件分别套设在成对的轴类管嘴上且平行设置,通过穿过其外周通孔的螺纹紧固件与螺母的配合,实施两转接件的同时紧固。
8.第二方面,一种轴类组件的密封方法,该轴类组件为具有轴类管嘴的阀,且轴类管嘴上开设有外螺纹时,该密封方法包括:
9.将转接件与轴类管嘴的螺纹对接相连;
10.将o形橡胶密封圈套设在转接件末端与轴类管嘴形成的凸台上;
11.将预紧接头与转接件的外螺纹相连,旋转拧紧预紧接头使o型密封圈主动压缩变形,实施对轴类组件的密封。
12.在一实施方式中,该轴类组件为具有轴类管嘴的阀,且轴类管嘴为光轴或外表面上加工有凸起时,该密封方法包括:
13.将转接件与挡板通过螺纹紧固件与螺母连接为一体,拧紧螺纹紧固件与螺母,使转接件压紧阀体表面或压紧轴类管嘴的凸起,挡板压紧阀体表面;
14.将o形橡胶密封圈套设在转接件末端与轴类管嘴形成的凸台上;
15.将预紧接头与转接件的外螺纹相连,旋转拧紧预紧接头使o型密封圈主动压缩变形,实施对轴类组件的密封。
16.在一实施方式中,该轴类组件上具有同轴设置的轴类管嘴,且轴类管嘴为光轴或外表面上加工有凸起时,该密封方法包括:
17.将两转接件分别套设在成对的轴类管嘴上且平行设置,通过螺纹紧固件与螺母连接为一体,拧紧螺纹紧固件与螺母,使两转接件压紧阀体表面或压紧轴类管嘴的凸起;
18.将o形橡胶密封圈套设在转接件末端与轴类管嘴形成的凸台上;
19.将预紧接头与转接件的外螺纹相连,旋转拧紧预紧接头使o型密封圈主动压缩变形,实施对轴类组件的密封。
20.根据本发明提供的一种轴类组件的转接预紧式密封结构及密封方法,具有以下有益效果:
21.(1)本发明提供的一种轴类组件的转接预紧式密封结构及密封方法,合理利用产品轴类管嘴结构形式,不对产品本身进行改造,提高了产品的安全性,保证了产品质量不受测试影响;
22.(2)本发明提供的一种轴类组件的转接预紧式密封结构及密封方法,通过预置转接件,优化了产品的受力,增大了试验工装密封结构的设计空间,实现了主动径向压缩式密封,试验结果满足氦质谱检漏指标要求;
23.(3)本发明提供的一种轴类组件的转接预紧式密封结构及密封方法,通过转接件与轴类管嘴配合形成凸台,凸台上放置o形橡胶密封圈后与预紧接头配合实施密封,消除了产品轴类管嘴锐边损伤o形圈的风险,同时实现o形橡胶密封圈压缩量的在线可调。
附图说明
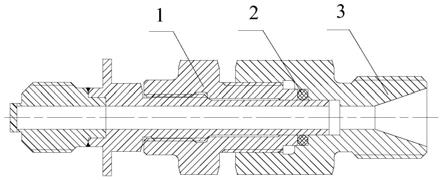
24.图1为产品轴类管嘴外表面有螺纹时,密封结构与产品的装配图;
25.图2为产品具有一个轴类管嘴且轴类管嘴外表面有凸起时,密封结构与产品的装配图;
26.图3为产品具有同轴的成对轴类管嘴且其一轴类管嘴外表面有凸起、另一轴类管嘴为光轴时,密封结构与产品的装配图。
27.附图标号说明
[0028]1‑
转接件;2
‑
o形橡胶密封圈;3
‑
预紧接头;4
‑
挡板。
具体实施方式
[0029]
下面通过对本发明进行详细说明,本发明的特点和优点将随着这些说明而变得更为清楚、明确。
[0030]
根据本发明的第一方面,提供了一种轴类组件的转接预紧式密封结构。在一种实施方式中,如图1所示,该轴类组件为具有轴类管嘴的阀,轴类管嘴上开设有外螺纹,该外螺纹在实际工况中用于自身与其它零组件的对接,以组成更高级组件;该密封结构包括转接件1、o形橡胶密封圈2和预紧接头3;所述转接件1为中空回转体结构,套设在轴类管嘴上,一端加工有内螺纹,用于与轴类管嘴的外螺纹配合,另一端加工有外螺纹,用于与预紧接头3形成螺纹配合;所述转接件1的长度小于轴类管嘴,在转接件1末端与轴类管嘴形成的凸台上放置有o形橡胶密封圈2;所述预紧接头3为与轴类管嘴同轴的中空结构,一端加工有阶梯通孔,用于套接在转接件1上并与轴类管嘴的通道对接,通过旋进预紧接头3压缩o形橡胶密封圈2变形,实施预紧接头3与转接件1间的密封,另一端开放结构用于与测试气源连接,实施轴类组件内部强度或气密性检查。
[0031]
进一步地,所述转接件1的外表面加工有四角或六角环形结构,用于卡接扳手等施力件,便于转接件1与轴类管嘴的拧紧。
[0032]
进一步地,所述o形橡胶密封圈2的内径介于轴类管嘴的外径
±
0.5mm范围内,也就是说,o形橡胶密封圈2的内径甚至可以略大于轴类管嘴的外径,消除了产品轴类管嘴锐边损伤o形圈的风险。
[0033]
在本发明另一种实施方式中,如图2示,该轴类组件为具有轴类管嘴的阀,轴类管嘴伸出阀体外,且轴类管嘴为光轴或外表面加工有凸起,该凸起在实际工况中用于适应附近焊接坡口;该密封结构包括转接件1、o形橡胶密封圈2、预紧接头3和挡板4,所述转接件1为套设在轴类管嘴上的转接法兰,大端朝向阀体,小端加工有外螺纹,用于与预紧接头3形成螺纹配合;转接件1通过穿过其外周通孔的螺纹紧固件,与阀体另一侧的挡板4连接,螺纹紧固件穿过挡板4上的通孔,通过与外侧螺母拧紧配合,使挡板4紧贴阀体表面,实现对转接件1的紧固;转接件1的长度小于轴类管嘴,在转接件1末端与轴类管嘴形成的凸台上放置有o形橡胶密封圈2;所述预紧接头3为与轴类管嘴同轴的中空结构,一端加工有阶梯通孔,用于套接在转接件1上并与轴类管嘴的通道对接,通过旋进预紧接头3压缩o形橡胶密封圈2变形,实施预紧接头3与转接件1间的密封,另一端开放结构用于与测试气源连接,实施轴类组件内部强度或气密性检查。
[0034]
进一步地,该挡板4紧贴阀体表面的部位与该部位阀体形状吻合。
[0035]
进一步地,该挡板4与转接件1的结构相同,即选用另一个转接件即可。
[0036]
进一步地,该轴类管嘴为多个时,该密封结构的数量与其对应,可以满足多个轴类组件内部强度或气密性检查的同时检测。
[0037]
进一步地,如图3所示,该轴类组件上具有同轴设置的轴类管嘴时,选用成对的密封结构用于同轴轴类管嘴的密封,成对的密封结构中,两转接件1分别套设在成对的轴类管嘴上且平行设置,通过穿过其外周通孔的螺纹紧固件与螺母的配合,实现两转接件1的同时紧固,也就是说,此时轴类组件无需挡板4即可实现在轴类管嘴的紧固。
[0038]
根据本发明的第二方面,提供了一种轴类组件的密封方法,如图1所示,该轴类组件为具有轴类管嘴的阀且轴类管嘴上开设有外螺纹时,该密封方法包括:
[0039]
将转接件1与轴类管嘴的螺纹对接相连;
[0040]
将o形橡胶密封圈2套设在转接件1末端与轴类管嘴形成的凸台上;
[0041]
将预紧接头3与转接件1的外螺纹相连,旋转拧紧预紧接头3使o型密封圈2主动压缩变形,实施对轴类组件的密封。
[0042]
在另一种实施方式中,如图2所示,该轴类组件为具有轴类管嘴的阀,且轴类管嘴为光轴或外表面上加工有凸起时,该密封方法包括:
[0043]
将转接件1与挡板4通过螺纹紧固件与螺母连接为一体,拧紧螺纹紧固件与螺母,使转接件1压紧阀体表面或压紧轴类管嘴的凸起,挡板4压紧阀体表面;
[0044]
将o形橡胶密封圈2套设在转接件1末端与轴类管嘴形成的凸台上;
[0045]
将预紧接头3与转接件1的外螺纹相连,旋转拧紧预紧接头3使o型密封圈2主动压缩变形,实施对轴类组件的密封。
[0046]
在另一种实施方式中,如图3所示,该轴类组件上具有同轴设置的轴类管嘴,且轴类管嘴为光轴或外表面上加工有凸起时,该密封方法包括:
[0047]
将两转接件1分别套设在成对的轴类管嘴上且平行设置,通过螺纹紧固件与螺母连接为一体,拧紧螺纹紧固件与螺母,使两转接件1压紧阀体表面或压紧轴类管嘴的凸起;
[0048]
将o形橡胶密封圈2套设在转接件1末端与轴类管嘴形成的凸台上;
[0049]
将预紧接头3与转接件1的外螺纹相连,旋转拧紧预紧接头3使o型密封圈2主动压缩变形,实施对轴类组件的密封。
[0050]
实施例
[0051]
实施例1
[0052]
用于与其他零组件螺纹连接工况的阀上的轴类管嘴上开设有外螺纹,采用图1所示的密封结构对轴类组件进行密封后实施35mpa的气密试验,结果如下表1所示:
[0053]
表1
[0054][0055][0056]
由表1可知,采用本密封结构的轴类零件在35mpa压力下做氦质谱检漏试验,可以将漏率控制在10
‑8pa
·
m3/s数量级以内。
[0057]
实施例2
[0058]
用于进、出口皆需与配合零组件对焊工况的阀上具有两个轴类管嘴,且轴类管嘴同轴设置,采用图3所示的密封结构对轴类组件进行密封后实施35mpa的气密试验,结果如下表2所示:
[0059]
表2
[0060]
[0061]
由表2可知,采用本密封结构的轴类零件在35mpa压力下做氦质谱检漏试验,可以将漏率控制在10
‑8pa
·
m3/s数量级以内。
[0062]
以上结合具体实施方式和范例性实例对本发明进行了详细说明,不过这些说明并不能理解为对本发明的限制。本领域技术人员理解,在不偏离本发明精神和范围的情况下,可以对本发明技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本发明的范围内。本发明的保护范围以所附权利要求为准。
[0063]
本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1