一种防水螺丝及其制造方法与流程
1.本发明涉及到防水技术领域,特别涉及一种防水螺丝及其制造方法。
背景技术:
2.现代社会的工业设计产品各方面性能越来越高,对产品本身的防水性能的要求也是越来越严格,从最初的可以淋雨、冲水逐渐发展到可以防护大浪甚至一定时间、一定深度的浸水。
3.目前市场上采用的传统的室外产品防水工艺中,都是用螺丝再加上人工或自动组装的密封圈,通过螺丝拧入螺孔来压紧独立的0型密封圈的方式来实现产品的防水。
4.上述的这种螺丝防水工艺有两个明显的缺陷,一个是这种密封方式既要保证密封圈顶部与螺丝头的接触密封,又要确保密封圈底部与固定孔接触面的密封,这就使产品的防水密封有双重风险;再一个就是传统形式的密封圈被螺丝挤压,容易产生过度变形,导致密封失效,不符合实际工程应用中反复使用的要求。
技术实现要素:
5.有鉴于此,本发明提供了一种防水螺丝及其制造方法。该螺丝能够避免螺丝因反复拆卸而导致漏水的情形发生,并且有着更好的密封防水效果。
6.为了实现上述目的,本发明所采取的技术方案为:
7.一种防水螺丝,包括密封圈和螺丝,所述密封圈套装在螺杆上并紧贴螺丝头,所述螺丝头上设有嵌槽,密封圈上设有用于嵌入嵌槽的嵌块,所述螺丝和密封圈通过嵌槽和嵌块构成一体式结构。
8.进一步的,所述嵌槽为燕尾槽,嵌块为燕尾块;所述燕尾槽位于螺丝头近螺杆一侧,且燕尾槽在螺丝头的边缘位置均匀排布;所述的燕尾块在密封圈的顶部均匀排布,燕尾块嵌于对应的燕尾槽中。
9.进一步的,所述密封圈的底部设有两圈环形凸起。
10.一种防水螺丝的制造方法,用于制造如上述的防水螺丝,具体步骤如下:
11.步骤一,采用模锻成型工艺加工出螺丝;
12.步骤二,将螺丝放入注塑机,采用液态硅胶注塑工艺,将螺丝与密封圈一体出模。
13.进一步的,环形凸起的高度为密封圈厚度的70%。
14.本发明采取上述技术方案所产生的有益效果在于:
15.1、本发明的螺丝与密封圈之间不存在间隙,不会出现硅胶圈与螺丝之间间隙不均导致漏水的情况,也可以避免因为螺丝的反复拆卸出现螺丝与密封圈之间夹杂异物,最终导致漏水的情形发生。
16.2、本发明的硅胶密封圈底部采用“双波浪”截面形状即两圈环形凸起,在外部环境与螺孔内部之间形成双层防护,达到更好的密封防水效果。
附图说明
17.图1是本发明实施例的正面示意图。
18.图2是本发明实施例的轴侧示意图。
19.图3是本发明实施例中螺丝的正面示意图。
20.图4是本发明实施例中密封圈的结构示意图。
21.图5是图4的剖面图。
22.图6是本发明实施例的安装结构示意图。
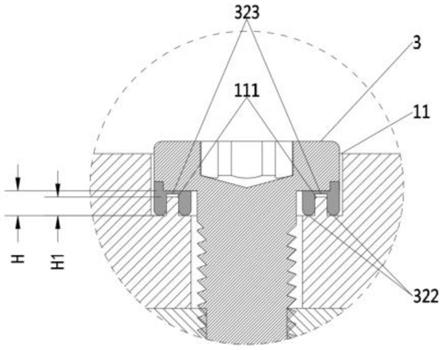
23.图7是图6中a处的放大图。
24.图中:1、上壳,2、下壳,3、螺丝,311、燕尾槽,31、螺丝头,32、密封圈,321、燕尾块,322、密封圈波峰,323、密封圈波谷,111、螺孔内的环形凸起。
具体实施方式
25.下面,结合附图和具体实施方式对本发明做进一步的说明。
26.为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.请参阅图1
‑
7,一种防水螺丝,包括密封圈32和螺丝3,所述密封圈套装在螺杆并紧贴螺丝头31,所述螺丝头近螺杆一侧设有燕尾槽311,且燕尾槽在螺丝头的边缘位置均匀排布;所述密封圈的顶部固设有均匀排布的燕尾块,燕尾块321位于对应的燕尾槽中。
28.进一步的,所述密封圈的底部设有两圈环形凸起。
29.本防水螺丝采用液态硅胶工艺将硅胶密封圈与螺丝一体出模,其中螺丝与密封圈之间采用“燕尾槽”拉胶结构,密封圈底部与壳体间采用“双波浪”通道密封防水;同时通过壳体上的环形凸起结构与密封圈底部结构的配合来保证密封圈达到合理的压缩量,而不出现过度挤压的情况。通过这种方案来保证密封圈顶部与螺丝帽底部无间隙,密封圈底部与壳体之间密封良好,从而实现较高的防水等级。
30.一种防水螺丝的制造方法,用于制造上述的防水螺丝,具体步骤如下:
31.步骤一、根据产品结构确定产品使用的螺丝规格及外观结构,同时螺丝头的侧面设计有一圈等间隙的“燕尾槽”,并通过模锻成型工艺加工出该螺丝。
32.步骤二、根据螺丝结构以及硅胶密封圈的压缩特性确定密封圈的外观结构,其中密封圈侧面顶部设计有“燕尾”凸起,与螺丝侧面的“燕尾槽”一一对应;密封圈底部设计为“双波浪”截面形状其“双波浪”的浪尖位置距离螺丝锁紧面的高度为h。
33.步骤三、使用注塑机,采用液态硅胶工艺将螺丝与硅胶密封圈一体出模。
34.步骤四、根据密封圈底部“双波浪”结构形状尺寸确定与其底部接触壳体的环形凸起的结构尺寸,其中环形凸起的高度h1=h
×
70%,按确定的结构尺寸设计螺孔内部结构。
35.步骤五、将一体出模的自带硅胶密封圈螺丝拧入对应螺孔,与螺孔内环形凸起紧密配合,完成防水密封。
36.下面为更具体的实施例,
37.实施例1如下:
38.本实施例应用的终端为室外使用通信终端,防水等级要求为ip68。具体制造步骤
如下:
39.步骤一:根据该室外使用通信终端的需求,采用模锻成型工艺制造出螺丝帽底部带有一圈燕尾槽结构的螺丝,锁紧螺丝规格为m2*6mm,螺丝强度8.8级,确定硅胶密封圈的大致尺寸。然后根据硅胶密封圈的最佳防水压缩比30%,确定硅胶密封圈“双波浪”截面中两个波峰的高度h。最终确定硅胶密封圈的设计尺寸。
40.步骤二:根据设计硅胶圈形状,加工一套硅胶圈注塑模具。该步骤中采用模内注塑技术,模具设计中要兼顾螺丝的定位机构,将螺丝装入模具后,将注塑模具整体推入注塑机。最终开动注塑机,使用液态硅胶注塑工艺,将硅胶密封圈和螺丝一体出模。
41.步骤三:因为螺孔内的环形凸起支撑着防水硅胶圈“波谷”位置,而波谷位置的硅胶厚度很薄,压缩量可忽略不计。为了使防水硅胶圈“双波峰”的纵向压缩比达到最佳的30%,所以螺孔内壳体环形凸起的高度h1=70%h,确定螺孔内结构尺寸后加工出相应螺孔结构。
42.步骤四:将一体出模的自带防水硅胶圈的m2*6mm螺丝3装入螺孔,并用0.2n
·
m的扭力锁紧螺丝,防水硅胶圈与螺孔内的环形凸起111紧密配合,完成防水密封。
43.实施例2如下:
44.本实施例应用的设备为户外使用通讯基站,防水等级要求为ip67。
45.其具体制造步骤如下:
46.步骤一:该户外使用通讯基站的需求,采用模锻成型工艺制造出螺丝帽底部带有一圈燕尾槽结构的螺丝,紧固螺钉规格为m4*10mm(螺丝强度为10.9级),硅胶密封圈的最佳防水压缩比为30%,确定硅胶圈的设计尺寸,包括硅胶密封圈“双波浪”截面中两个密封圈波峰322的高度h和两个密封圈波峰322之间的密封圈波谷323的宽度。
47.步骤二:根据螺丝的结构和定位需求以及设计的硅胶密封圈形状,设计并加工出一套注塑模具,最后将模具和螺丝装入注塑机并定位,采用液态硅胶注塑工艺,将设计的硅胶密封圈和螺丝一体出模。
48.步骤三:根据出模的防水螺丝形状尺寸,在基站上盖的螺孔内设计并加工出一圈环形凸起结构,其中螺孔内环形凸起的高度为70%h。
49.步骤四:将一体出模的m4*10mm的防水螺丝装入基站上盖螺孔,并用4.4n
·
m的拧紧力矩将螺丝紧固到位。最终自带硅胶圈的防水螺丝与螺孔内的环形凸起结构紧密配合,完成防水密封。
50.对于上述两个实施例,需要说明的是。
51.模锻是指在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
52.模锻用的锻模,由上下两个模块组成,模膛是锻模的工作部分,上下模各一半。用燕尾和楔固定在锤砧和工作台上;并以锁扣或导柱导向,防止上下模块错位。金属坯料按模膛的形状变形。
53.注塑机又名注射成型机或注射机,是一种现有的成熟技术,将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
54.注塑机一般由注射系统、合模系统、液压系统和电气控制四部分构成。
55.注射系统的作用是在注塑机的一个循环中,能在规定的时间内将一定数量的塑料
加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。注射结束后,对注射到模腔中的熔料保持定型。
56.合模系统的作用是保证模具闭合、开启及顶出制品。同时,在模具闭合后,供给模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。
57.本实施例采用注塑机搭配定位模具作为本发明防水螺丝工艺的生产制作载体,该方案改造简单、减少了重新开发制作设备的生产成本和时间成本,在实现自动化制作的同时,保证了密封圈与螺丝间的一体成型,两者之间紧密贴合,同时硅胶密封圈的尺寸精度也得到保证,适合推广应用。
58.以上实施方式仅仅是对发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1