一种平衡轴齿轮、制作方法和具有该齿轮的齿轮副与流程
1.本发明涉及平衡轴齿轮和齿轮副设计技术领域,具体涉及一种平衡轴齿轮、制作方法和具有该齿轮的齿轮副。
背景技术:
2.平衡轴的功用是平衡发动机二阶往复惯性力,改善发动机nvh,但平衡轴模块普遍采用齿轮驱动,当前平衡轴齿轮产品存在如下缺陷:平衡轴齿轮方案一剪式齿轮降噪,剪齿精度要求高,加工成本高,齿轮中心距控制且对发动机关联零件公差精度要求高,nvh存在较大一致性问题,且摩擦功耗损失大。
3.平衡轴齿轮方案二钢齿轮和树脂齿轮啮合,其nvh效果好,但是纯树脂齿轮强度低,不能满足高功率高扭矩发动机要求,且树脂材料技术掌握在少数国外供应商手里,受制于国外专利。
4.本发明设计一种全新平衡轴齿轮方案,解决了纯树脂齿轮强度不足不能满足高功率高扭矩发动机需求的问题,同时解决了剪式齿轮啮合噪音及加工精度要求高的问题。
技术实现要素:
5.本发明旨在解决上述技术问题中的至少之一。
6.本发明的第一目的在于提供一种平衡轴齿轮。
7.本发明的第二目的在于提供一种平衡轴齿轮的制作方法。
8.本发明的第三目的在于提供一种用于发动机平衡轴的齿轮副。
9.为实现本发明的第一目的,本发明提供了一种平衡轴齿轮,该齿轮由n片钢齿轮和(n
‑
1)片树脂齿轮相间排列组成,并使用铆钉将n片钢齿轮+(n
‑
1)树脂齿轮固定,解决了纯树脂齿轮强度不足不能满足高功率高扭矩发动机需求的问题,其具体结构包括齿轮主体和齿轮固定机构;所述齿轮主体由多块钢齿轮和多块树脂齿轮相间排列而成,所述齿轮主体两侧端面均为钢齿轮,相邻两块钢齿轮之间设置有一块树脂齿轮,所述钢齿轮与树脂齿轮的形状、尺寸相同;所述齿轮固定机构包括固定钢片和铆钉,所述齿轮主体一侧端面设置有固定钢片,所述固定钢片与齿轮主体一侧的钢齿轮端面紧靠,固定钢片、钢齿轮和树脂齿轮上对应位置设有多个定位孔,所述铆钉穿过定位孔将固定钢片、钢齿轮和树脂齿轮夹紧固定后构成所述平衡轴齿轮。
10.所述钢齿轮由屈服强度大于等于550mpa的齿轮钢制成,所述树脂齿轮由高强度、高耐热的聚酰胺树脂制成,所述树脂齿轮的屈服强度大于等于240mpa,吸水率小于等于0.25%;所述齿轮主体为一体式结构。
11.该技术方案中,平衡轴齿轮由n片钢齿轮和(n
‑
1)片树脂齿轮相间排列组成,为保证齿轮精度,其钢齿轮厚度=树脂齿轮厚度=固定钢片厚度,钢齿轮与树脂齿轮的配合,使得
齿轮无需很高的加工精度要求即能保证良好的nvh效果,相对纯钢齿轮加工(需精磨齿齿轮)成本降低约20%;为了保证钢齿轮和树脂齿轮强度,使用m个铆钉将n片钢齿轮和(n
‑
1)片树脂齿轮固定,以保证其强度。
12.该技术方案中,优选的,在钢齿轮端面增加1个固定钢片,固定钢片与齿轮端面的钢齿轮紧靠,能够有效保证钢齿轮与树脂齿轮良好啮合,帮助齿轮进行轴向定位;优选的,钢齿轮所选用的齿轮钢屈服强度≥550mpa,因此钢齿轮的啮合齿无需进行热处理,也能保证齿轮强度,进一步的降低了成本;优选的,树脂齿轮材料选用阿拉米德强化纤维为基材,向其中注入高强度、高耐热聚酰胺树脂,使其屈服强度≥240mpa,在保证齿轮强度的同时,具有良好的耐机油性能,而吸水率≤0.25%,能够使其满足3个月的仓储环境,不会因储存过程吸水过多,而在后续的使用过程中产生啸叫噪音。
13.为实现本发明的第二目的,本发明的实施例提供了一种平衡轴齿轮的制作方法,包括以下步骤:s1.首先选择尺寸、规格相匹配的模具、固定钢片和铆钉,将多块钢齿轮毛胚固定在该模具中;s2.然后根据测量的钢齿轮毛坯厚度,在模具中将各钢齿轮毛胚间的间隙宽度调整至与钢齿轮毛胚厚度相等;s3.之后在钢齿轮毛胚之间通过硫化工艺,以聚酰胺树脂为原材料制得树脂齿轮毛胚,使钢齿轮毛胚和树脂齿轮毛胚成为一体;s4.最后将模具内的齿轮取出,经打磨处理后得到齿轮主体,再将固定钢片平贴至齿轮主体一侧,用铆钉进行固定,完成该平衡轴齿轮的制作。
14.为避免因钢齿轮侧面过于光滑而使树脂难以黏附,步骤s1中所述将多块钢齿轮毛胚固定在该模具中,钢齿轮毛胚的侧面粗糙度为ra0.25
‑
0.8。
15.优选的,为达到更好的硫化效果,步骤s3中所述在钢齿轮毛胚之间通过硫化的方式,以聚酰胺树脂为原材料制得树脂齿轮毛胚,硫化过程中,模具模腔温度控制在200
‑
240℃,树脂溶体温度控制在340
‑
360℃,树脂注射压力为5.5
‑
7.0mpa,注射速度控制在8
‑
12m/s。
16.该技术方案中,先在模具中固定钢齿轮毛坯,设定钢齿轮毛坯厚度为h,则钢齿轮毛坯之间间隔宽度也为h,随后在钢齿轮毛坯之间硫化树脂齿轮毛坯,使之成为一体,经打磨处理后,得到的平衡轴齿轮在保证齿轮精度的同时,因其一体式的齿轮结构,也能够满足对齿轮的强度要求。
17.为实现本发明的第三目的,本发明的实施例提供了一种齿轮副,包括两个如上述实施例中所述的平衡轴齿轮,分别记为第一平衡轴齿轮和第二平衡轴齿轮,所述第一平衡轴齿轮与第二平衡轴齿轮的钢齿轮和树脂齿轮相互错开啮合:所述第一平衡轴齿轮上的钢齿轮与第二平衡轴齿轮上的树脂齿轮相啮合,第一平衡轴齿轮上的树脂齿轮与第二平衡轴齿轮上的钢齿轮相啮合。
18.所述第一平衡轴齿轮一侧的固定钢片与第二平衡轴齿轮一侧的钢齿轮相对应,所述第一平衡齿轮另一侧的钢齿轮与第二平衡轴齿轮另一侧的固定钢片相对应,第一平衡轴齿轮和第二平衡轴齿轮上的固定钢片分别位于齿轮副的两侧;所述第一平衡轴齿轮和第二平衡轴齿轮中各钢齿轮和树脂齿轮的厚度相等。
19.该技术方案中,齿轮副通过将钢齿轮与树脂齿轮分别错开啮合,因树脂齿轮具有一定阻尼,能够很好的吸收齿轮啮合的能量,并且对齿轮副的间隙不敏感,精度要求低(8级精度即可),在降低齿轮副加工成本的同时避免了齿轮的啮合噪音。
20.该技术方案中的齿轮副,由于采用了前述实施例中的平衡轴齿轮,因此具备前述实施例中的全部优点。
21.本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
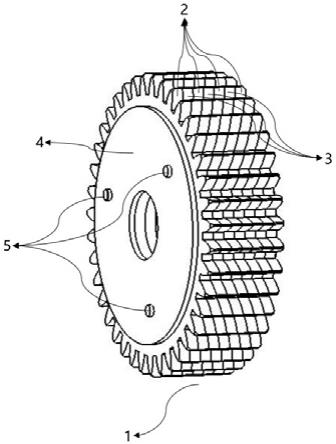
23.图1为本发明平衡轴齿轮的结构示意图;图2为本发明平衡轴齿轮的左视图;图3为本发明平衡轴齿轮的爆炸视图;图4为本发明平衡轴齿轮制作方法的流程图;图5为本发明齿轮副的装配示意图;图6为本发明齿轮副的主视图。
24.图中的附图标记说明:1、齿轮主体;2、钢齿轮;3、树脂齿轮;4、固定钢片;5、铆钉;6、定位孔;7、第一平衡轴齿轮;8、第二平衡轴齿轮。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:如图1
‑
3所示,本发明一种平衡轴齿轮,包括齿轮主体1和齿轮固定机构;所述齿轮主体1由多块钢齿轮2和多块树脂齿轮3相间排列而成,所述齿轮主体1两侧端面均为钢齿轮2,相邻两块钢齿轮2之间设置有一块树脂齿轮3,所述钢齿轮2与树脂齿轮3的形状、尺寸相同;所述齿轮固定机构包括固定钢片4和铆钉5,所述齿轮主体1一侧端面设置有固定钢片4,所述固定钢片4与齿轮主体1一侧的钢齿轮2端面紧靠,固定钢片4、钢齿轮2和树脂齿轮3上对应位置设有多个定位孔6,所述铆钉5穿过定位孔6将固定钢片4、钢齿轮2和树脂齿轮3夹紧固定后构成所述平衡轴齿轮。
27.所述钢齿轮2由屈服强度大于等于550mpa的齿轮钢制成,所述树脂齿轮3由高强度、高耐热的聚酰胺树脂制成,所述树脂齿轮3的屈服强度大于等于240mpa,吸水率小于等于0.25%;所述齿轮主体1为一体式结构。
28.具体地,平衡轴齿轮由n片钢齿轮2和n
‑
1片树脂齿轮3相间排列组成,为保证齿轮精度,其钢齿轮2厚度=树脂齿轮3厚度=固定钢片4厚度,钢齿轮2与树脂齿轮3的配合,使得齿轮无需很高的加工精度要求即能保证良好的nvh效果,相对纯钢齿轮加工需精磨齿齿轮成本降低约20%;为了保证钢齿轮2和树脂齿轮3强度,采用多个铆钉5将n片钢齿轮2和n
‑
1片树脂齿轮3固定,以保证其强度。
29.进一步地,本发明实施例中在钢齿轮2端面增加固定钢片4,固定钢片4与齿轮端面的钢齿轮2紧靠,能够有效保证钢齿轮2与树脂齿轮3良好啮合,并帮助齿轮进行轴向定位;钢齿轮2所选用的齿轮钢屈服强度≥550mpa,因此钢齿轮2的啮合齿无需进行热处理,也能保证齿轮强度,进一步的降低了成本;树脂齿轮3材料选用阿拉米德强化纤维为基材,向其中注入高强度、高耐热聚酰胺树脂,使其屈服强度≥240mpa,在保证齿轮强度的同时,具有良好的耐机油性能,而吸水率≤0.25%,能够使其满足3个月的仓储环境,不会因储存过程吸水过多,而在后续的使用过程中产生啸叫噪音。
30.实施例2如图4所示,一种平衡轴齿轮的制作方法,包括以下步骤:s1.首先选择尺寸、规格相匹配的模具、固定钢片4和铆钉5,将多块钢齿轮毛胚固定在该模具中;s2.然后根据测量的钢齿轮毛坯厚度,在模具中将各钢齿轮毛胚间的间隙宽度调整至与钢齿轮毛胚厚度相等;s3.之后在钢齿轮毛胚之间通过硫化工艺,以聚酰胺树脂为原材料制得树脂齿轮毛胚,使钢齿轮毛胚和树脂齿轮毛胚成为一体;s4.最后将模具内的齿轮取出,经打磨处理后得到齿轮主体1,再将固定钢片4平贴至齿轮主体1一侧,用铆钉5进行固定,完成该平衡轴齿轮的制作。
31.本实施例中为避免因钢齿轮侧面过于光滑而使树脂难以黏附,步骤s1中所采用的用钢齿轮毛胚侧面粗糙度为ra0.25
‑
0.8。
32.为达到更好的硫化效果,步骤s3中的硫化过程,模具模腔温度控制在200
‑
240℃,树脂溶体温度控制在340
‑
360℃,树脂注射压力为5.5
‑
7.0mpa,注射速度控制在8
‑
12m/s。
33.具体地,本实施例中通过在模具中固定钢齿轮毛坯,设定钢齿轮毛坯厚度为h,则钢齿轮毛坯之间间隔宽度也为h,随后在钢齿轮毛坯之间硫化树脂齿轮毛坯,使之成为一体,经打磨处理后,得到的平衡轴齿轮在保证齿轮精度的同时,因其一体式的齿轮结构,也能够满足齿轮的强度要求。
34.实施例3如图5
‑
6所示,一种齿轮副,包括两个如实施例1中所述的平衡轴齿轮,分别记为第一平衡轴齿轮7和第二平衡轴齿轮8,所述第一平衡轴齿轮7与第二平衡轴齿轮的钢齿轮2和树脂齿轮3相互错开啮合:所述第一平衡轴齿轮7上的钢齿轮2与第二平衡轴齿轮8上的树脂齿轮3相啮合,第一平衡轴齿轮7上的树脂齿轮3与第二平衡轴齿轮8上的钢齿轮2相啮合。
35.所述第一平衡轴齿轮7一侧的固定钢片4与第二平衡轴齿轮8一侧的钢齿轮2相对应,所述第一平衡齿轮7另一侧的钢齿轮2与第二平衡轴齿轮8另一侧的固定钢片4相对应,第一平衡轴齿轮7和第二平衡轴齿轮8上的固定钢片4分别位于齿轮副的两侧。
36.所述第一平衡轴齿轮7和第二平衡轴齿轮8中各钢齿轮2和树脂齿轮3的厚度相等。
37.本实施例中的齿轮副,通过将钢齿轮与树脂齿轮分别错开啮合,因树脂齿轮具有一定阻尼,能够很好的吸收齿轮啮合的能量,并且对齿轮副的间隙不敏感,精度要求低8级精度即可,在降低齿轮副加工难度和成本的同时避免了齿轮的啮合噪音。
38.综上所述,将本发明实施例中的齿轮及其齿轮副用于发动机的平衡轴上,能够有效解决纯树脂齿轮强度不足不能满足高功率高扭矩发动机需求的问题,同时还解决了剪式齿轮啮合噪音及加工精度要求高的问题。
39.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1