一种连接管的制作方法
一种连接管
【技术领域】
1.本发明涉及管件技术领域,具体涉及一种连接管。
背景技术:
2.在系统中,流体在连接管中流动,通过连接管,流体可以从部件甲流向部件乙,当流体从部件甲流向多个部件乙时,需要一个多通的连接管将流体分成多股流体。
3.在一种多通的连接管中,连接管的一端封口,连接管的管体的管壁开设有多个连接孔,其中在封口的一端,通过堵头或者封帽与管体的一端部焊接,以达到连接的一端封口。这种多通的连接管,堵头或者封帽的加工比较复杂,封口工序也比较复杂,成本相对较高。
技术实现要素:
4.提供一种结构简单、成本较低的连接管,提供以下技术方案:
5.一种连接管,包括管体部,所述连接管具有通道、以及至少一个连接孔,所述连接孔与所述通道连通,其特征在于,所述连接管还包括封口部,所述封口部与所述管体部为一体结构,所述封口部包括连接部和焊接部,所述焊接部位于所述封口部的中间部位,所述连接部环绕所述焊接部,并且连接部连接所述管体部和所述焊接部。
6.这种结构的连接管,连接管的封口部与管体部可以为通过缩口、旋压等方式加工而成的一体结构,并且焊接部位于封口部的中间部位,连接部环绕焊接部,焊接面较小,耐压性能较好,而且加工也较为简单、成本较低。
【附图说明】
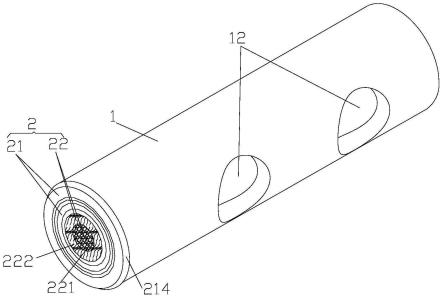
7.图1为一实施例的连接管的立体示意图;
8.图2为图1所示连接管的右视示意图;
9.图3为图1所示连接管的局部剖视示意图;
10.图4为图3所示剖视图的局部放大示意图。
【具体实施方式】
11.下面结合附图对具体实施方式的技术方案进行说明。
12.如图1和图2所示,连接管包括管体部1和封口部2,连接管具有通道11和至少一个连接孔12,其中通道11的绝大部分位于管体部1内,连接孔12贯穿管体部11的壁部,连接孔12与通道11连通。封口部2位于管体部1的一端侧,并且封口部2与管体部1为一体结构,这里应当说明,封口部2与管体部1的一体结构并不包含焊接、粘接、注塑等方式固定后形成的一体结构,封口部2可以通过缩口、旋压等方式形成。
13.封口部2包括连接部21和焊接部22,连接部21连接焊接部22和管体部1,其中焊接部22位于封口部的中间部位,连接部21环绕焊接部22。这样,由于封口部2与管体部1为一体
结构,通过缩口或者旋压后的半成品在中间部位进行焊接,并且这里的焊接是将缩口或者旋压后的管件本身的部分焊接在一起,并不是将两个零件焊接在一起,加工较为简单。而且形成的焊接部22位于封口部的中间部位,焊接加工区域也较小。这里应当说明,焊接部22位于封口部2的中间部位,并不限制焊接部22一定处于封口部的中心或者正中间部位。
14.连接部21包括第一连接部211和第二连接部212,其中第一连接部211与管体部1连接,第二连接部212与焊接部22连接。第一连接部的内壁面、第二连接部的内壁面与通道相连。这里第一连接部211可以为半成品的管体挤压形成部分,第二连接部212可以为半成品的管体通过旋压形成部分中未经过焊接的部分。因为第二连接部212为旋压加工形成,第二连接部212的外端部具有略凸出于第一连接部211的外壁面的环形或者螺旋形的凸起部213,其中凸起部213凸出于第一连接部211的高度h1远小于第一连接部211的厚度w1。
15.第一连接部211的外壁部214呈缩径设置,外壁部214的远离管体部1部分的外径小于外壁部214与管体部1连接处的外径。在本实施例中,在朝向管体部1的方向,外壁部214的外径逐渐增大。并且,第一连接部的厚度w1与管体部的壁厚d之间满足,0.8d≤w1≤1.2d,在本实施例中,第一连接部211的厚度w1大于等于管体部的壁厚d,第二连接部212的厚度w2大于等于管体部的壁厚d。这种设置,一方面加工方便,另一方面,连接管的耐压性能也较高。
16.焊接部22包括第一熔融部221和第二熔融部222,其中第一熔融部221位于焊接部22的中间部位,第二熔融部222环绕第一熔融部221,第二熔融部222与第二连接部212相连。为了提高第一熔融部221的焊接强度以及厚度,第一熔融部221的当量直径d大于等于0.5mm。这里应当说明,第一熔融部221一直延伸至焊接部22的内壁面,而第二熔融部222为焊接部22的外壁部的一部分,第二熔融部222并没有延伸至焊接部22的内壁面。第二熔融部222的部分略高于第一连接部211的外壁面,并且第二熔融部22的凸出于第一连接部211的外壁面部分的高度h2大于所述第二连接部的凸起部213凸出于第一连接部的外壁面的高度h1。通过第一熔融部和第二熔融部相结合的方式,一方面较大的焊接面积可以保证焊接部的强度,另一方面,在焊接时,从第二熔融部对应部分的一部分熔融材料可以补充至第一熔融部对应部分,使得第一熔融部的厚度较大,提高耐压强度。
17.并且第一熔融部221的厚度w4不小于管体部的壁厚d,第二熔融部222对应的焊接部22的厚度w3大于第一熔融的厚度w4,使得在焊接部22的朝向通道11侧的内壁部形成有凹槽223,这种结构不仅能够保证封口部2的强度要求,而且加工较为简单。
18.焊接部22还具有中间凹陷部224,中间凹陷部224的开口与通道11相连,并且中间凹陷部224凹陷于凹槽223的底壁,中间凹陷部224的当量直径小于等于0.5mm,中间凹陷部224对应的焊接部部分的厚度大于等于管体部的壁厚d。这样,一方面可以保证焊接后的焊接部的强度要求,降低虚焊的可能性,另一方面,可以焊接时焊接部22的其它部分的一部分熔融金属可以汇集于中间凹陷部,提高中间凹陷部对应的焊接部部分的厚度,从而提高封口部的强度和耐压性能。
19.这里应当指出,虽然文中及附图中示出了焊接部的厚度、第一熔融部221的厚度、第二熔融部222对应的焊接部22的厚度w3、以及封口部对应的焊接部部分的厚度w5,但仅示意厚度,并不是限定对应的厚度为一个定值,基于焊接的特性,焊接部各部分的厚度会有一定的变化浮动。
20.需要说明的是:尽管本说明书参照上述的实施方式对本发明已进行了详细的说
明,但是,本领域的普通技术人员应当理解,所属技术领域的技术人员仍然可以对本发明进行修改、结合或者等同替换,而一切不脱离本发明的精神和范围的技术方案及其改进,均应涵盖在本发明的权利要求范围内。
技术特征:
1.一种连接管,包括管体部,所述连接管具有通道、以及至少一个连接孔,所述连接孔与所述通道连通,其特征在于,所述连接管还包括封口部,所述封口部与所述管体部为一体结构,所述封口部包括连接部和焊接部,所述焊接部位于所述封口部的中间部位,所述连接部环绕所述焊接部,并且所述连接部连接所述管体部和所述焊接部。2.根据权利要求1所述的连接管,其特征在于,所述连接部包括第一连接部和第二连接部,所述第一连接部与所述管体部连接,所述第二连接部与所述焊接部连接,所述第一连接部的内壁面、所述第二连接部的内壁面与所述通道相连,所述第二连接部的外端部具有略凸出于第一连接部的外壁面的环形或者螺旋形的凸起部。3.根据权利要求2所述的连接管,其特征在于,所述第一连接部的外壁部呈缩径设置,且所述第一连接部的厚度w1与所述管体部的壁厚d满足:0.8d≤w1≤1.2d。4.根据权利要求3所述的连接管,其特征在于,第一连接部的厚度w1大于等于所述管体部的壁厚d,所述第二连接部的厚度w2大于等于所述管体部的壁厚d。5.根据权利要求4所述的连接管,其特征在于,所述焊接部包括第一熔融部和第二熔融部,所述第二熔融部环绕所述第一熔融部,所述第二熔融部与所述第二连接部连接,所述第二熔融部对应的所述焊接部的厚度w3大于所述第一熔融部的厚度w4,使得所述焊接部的朝向所述通道侧的内壁部形成有凹槽。6.根据权利要求5所述的连接管,其特征在于,所述第二熔融部的部分略高于所述第一连接部的外壁面,并且所述第二熔融部的凸出于所述第一连接部的外壁面部分的高度大于所述第二连接部的凸起部凸出于所述第一连接部的外壁面的高度。7.根据权利要求5所述的连接管,其特征在于,所述焊接部还具有中间凹陷部,所述中间凹陷部凹陷于所述凹槽的底壁,所述中间凹陷部的开口与所述通道相连,所述中间凹陷部的当量直径小于等于0.5m,并且所述中间凹陷部的壁厚w5大于等于所述管体部的壁厚d。
技术总结
本发明公开一种连接管,包括管体部,连接管具有通道、以及至少一个连接孔,连接孔与通道连通,连接管还包括封口部,封口部与管体部为一体结构,封口部包括连接部和焊接部,焊接部位于封口部的中间部位,连接部环绕焊接部,并且连接部连接管体部和焊接部。这种连接管的封口部与所述管体部可以为通过旋压加工而成的一体结构,并且焊接部位于封口部的中间部位,连接部环绕焊接部,焊接面较小,耐压性能较好,而且加工也较为简单。而且加工也较为简单。而且加工也较为简单。
技术研发人员:请求不公布姓名
受保护的技术使用者:中山市三花空调制冷配件有限公司
技术研发日:2021.07.16
技术公布日:2023/1/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1