一种快速定位拧紧装置的制作方法
1.本发明涉及一种定位装置,具体涉及一种快速定位拧紧装置。
背景技术:
2.现有大型工件的定位安装,多采用在工件安装面上设计定位引导销,工件安装时,以定位销进行引导,快速定位后进行拧紧。
3.受制于飞机不同安装面结构的约束,个别安装位置无法设计定位引导销。工件安装时,需要以人工为主、机械方式辅助的形式,依次完成搬运,对孔、定位、安装四个环节,尤其是在机翼下方进行仰视安装时,机械辅助范围有限,需要多人长时间协作配合,对孔装夹效率低,且不利于职业健康。
技术实现要素:
4.本发明的目的是提供一种快速定位拧紧装置,用以克服现有技术中存在的需要定位拧紧效率低的问题。
5.为达到上述目的,本发明采用如下技术方案予以实现:
6.一种快速定位拧紧装置,包括螺纹导引套以及定位螺栓,其中:
7.所述螺纹导引套的前端设置有外螺纹,螺纹导引套的后端内装配有能沿螺纹导引套轴向移动的导引轴;
8.所述定位螺栓的前端设置有与导引轴相配合的装配孔,用于插入所述的导引轴。
9.进一步地,所述螺纹导引套为空心圆柱套,螺纹导引套的前端通过堵头进行封堵。
10.进一步地,所述螺纹导引套的后端沿轴向加工有与导引轴外形相适配的对接口,导引轴前端插入到对接口中,能轴向移动但不能旋转。
11.进一步地,所述导引轴为六角导引轴,所述对接口为六角对接口;对应地,所述定位螺栓前端的装配孔也为六角孔。
12.进一步地,所述螺纹导引套内部装配有弹簧,弹簧的一端支撑在堵头上,另一端与所述导引轴连接。
13.进一步地,所述装配孔内设置有与导引轴端部配合的永磁铁。
14.进一步地,所述快速定位拧紧装置在安装时,分步安装螺纹导引套和定位螺栓,预紧时通过永磁铁吸合导引轴进行连接,再拧紧定位螺栓。
15.进一步地,利用所述快速定位拧紧装置进行工件安装流程如下:
16.将螺纹引导套带有外螺纹的一端拧入安装面上的螺纹孔中,以螺纹引导套的另一端代替传统安装引导销进行引导;
17.以螺纹引导套另一端作为引导,将工件引导定位至安装面的相应位置上;
18.将定位螺栓从工件的安装孔穿过,利用内置永磁铁吸合引导轴后,将定位螺栓与螺纹引导套进行合体;
19.通过按压定位螺栓,动态调整引导轴的轴向距离,逐步实现两部分螺纹线的一致
性;
20.拧紧定位螺栓,实现工件的快速装夹。
21.与现有技术相比,本发明具有以下技术特点:
22.首先,避开了由于安装面结构复杂带来的无定位销难以引导定位的问题;
23.其次,通过设计弹簧、引导轴调节装置,动态调整分体螺栓的对接尺寸,解决分体螺栓合体后的螺纹线的连续性问题;
24.最后,此装置具备系列化、标准化的推广基础,可作为标准螺栓使用,也可作为专用工具使用,适用性强,推广性好。
附图说明
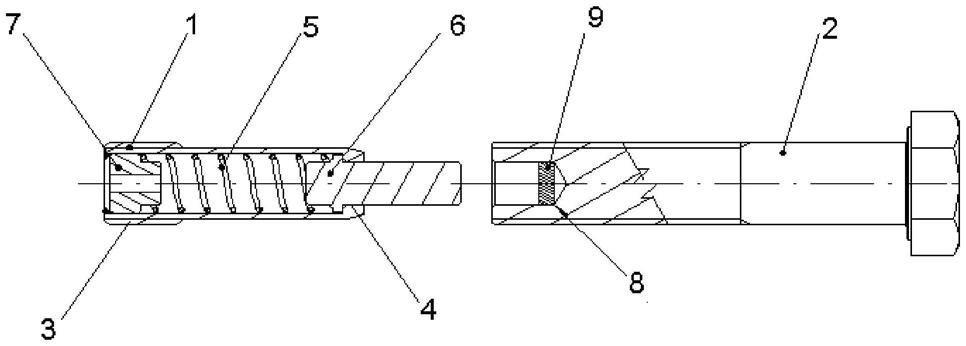
25.图1为本发明的整体结构轴向剖视示意图;
26.图2为本发明在对接状态下的剖视示意图;
27.图3为本发明的三维结构示意图。
28.其中,1螺纹导引套,2定位螺栓,3外螺纹,4对接口,5弹簧,6导引轴,7堵头,8装配孔,9永磁铁。
具体实施方式
29.下面结合附图和具体实施例对本发明进行详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
30.参见附图,本发明提供了一种快速定位拧紧装置,包括螺纹导引套1以及定位螺栓2,其中:
31.所述螺纹导引套1的前端设置有外螺纹3,螺纹导引套1的后端内装配有能沿螺纹导引套1轴向移动的导引轴6;
32.所述定位螺栓2的前端设置有与导引轴6相配合的装配孔8,用于插入所述的导引轴6。
33.可选地,所述螺纹导引套1为空心圆柱套,螺纹导引套1的前端通过堵头7进行封堵。
34.进一步地,所述螺纹导引套1的后端沿轴向加工有与导引轴6外形相适配的对接口4,导引轴6前端插入到对接口4中,能轴向移动但不能旋转。
35.在一个具体的示例中,所述导引轴6为六角导引轴,所述对接口4为六角对接口;对应地,所述定位螺栓2前端的装配孔8也为六角孔。
36.可选地,所述螺纹导引套1内部装配有弹簧5,弹簧5的一端支撑在堵头7上,另一端与所述导引轴6连接。
37.为了便于装配时的对接,所述装配孔8内设置有与导引轴6端部配合的永磁铁9。
38.本发明在安装时,分步安装螺纹导引套1和定位螺栓2,预紧时通过永磁铁9吸合导引轴6进行连接,再快速拧紧定位螺栓2。
39.下面对本发明的技术特点作进一步说明。
40.为了增加螺栓杆的导引功能,本方案中设计了上述的螺纹导引套1结构,如图1和图2所示,螺纹导引套1的前端有一段外螺纹3,例如为5-8个螺距;其为空心圆柱套,内部有
通孔,但为了与导引轴6相适配,在其后端加工六角对接口,用来满足六角导引轴的安装定位引导。
41.对于定位螺栓2,其外形结构与现有螺栓基本一致,其外部带有螺纹,区别之处在于,对定位螺栓2前端沿着轴向加工六角装配孔8,内置永磁铁9,通过导引轴6将螺纹导引套1和定位螺栓2进行组合,实现一体式拧紧。
42.为对接后螺纹线的连续性,设计了弹性调节装置,通过设置在螺纹导引套1内的弹簧5对引导轴的轴向距离进行动态调整,进而满足螺纹引导套和定位螺栓2一同拧紧时的螺纹线的连续性要求,实现快速拧紧的要求。通过六角引导轴合体时,对螺纹线的衔接调整至关重要,通过合理设计弹簧5和引导轴的零件结构和尺寸公差,动态控制螺纹线的调整余量,解决了分体螺栓合体后的螺纹线冲突问题,可实现分体螺栓的快速拧紧。
43.利用本发明进行工件安装流程如下:
44.①
将螺纹引导套带有外螺纹3的一端拧入安装面上的螺纹孔中,以螺纹引导套的另一端代替传统安装引导销进行引导。
45.②
以螺纹引导套另一端作为引导,将工件快速引导定位至安装面的相应位置上。
46.③
将定位螺栓2从工件安装孔穿过,利用内置永磁铁9快速吸合引导轴后,将定位螺栓2与螺纹引导套进行合体。
47.④
通过动态按压定位螺栓2,动态调整引导轴的轴向距离,逐步实现两部分螺纹线的一致性。
48.⑤
快速拧紧定位螺栓2,实现工件的快速装夹。
49.应用效果:
50.某飞机高升力系统产品(重量35公斤)定位安装时间25分钟,需要使用吊车吊装、人工对孔、预装螺栓、拧紧螺栓等多四个步骤,全程需要3人。利用本发明完成产品定位安装时,先安装螺纹引导套,随后直接对孔安装,全程只需5分钟,2人即可,定位装夹效率提升86%。
51.以上实施例仅用于说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1