拼装式缓冲器底座及缓冲器底座的拼装重复定位工艺方法与流程
1.本发明属于缓冲器底座及其装配工艺技术领域,涉及一种拼装式缓冲器底座及缓冲器底座的拼装重复定位工艺方法。
背景技术:
2.某型舰艇用缓冲器需抵抗承受10吨以上的冲击载荷,不变形。最好是该缓冲器冲击试验后直接安装使用和缓冲器底底座为一整体式结构,但是受舰艇上设备入口尺寸的限制,缓冲器无法整体直接装入到舰艇内。因此,需将该缓冲器试验后现场装配,且缓冲器底座需拼装而成。利用拼装的方法来实现设备的稳定性,以抵抗承受大的冲击载荷,针对该缓冲器底座的拼装成活,如何实现拼装后的强度,现场组装和实验室组装效果的一致性。那么必须在缓冲器设备满足指标要求前,进行多次拆解-组装的重复定位,使多次重复定位数据满足要求。
技术实现要素:
3.本发明的目的是在于克服现有技术的不足之处,提供一种拼装式缓冲器底座及缓冲器底座的拼装重复定位工艺方法。
4.本发明的上述目的之一通过如下技术方案来实现:
5.一种拼装式缓冲器底座,其特征在于:包括第一半环体、第二半环体、定位件和两连接件;
6.所述定位件由中心定位环部和对称连接于中心定位环部外环面的两侧支撑环臂部构成,其中,中心定位环部的内环面为定位面a,在中心定位环部上位于两侧支撑环臂部之间的两边位置均设置有两个径向沉头孔,在两侧支撑环臂部上设置有多个螺钉孔;
7.所述第一半环体的内环面和第二环体的内环面分别为定位面b和定位面c;在第一半环体上和第二半环体上设置有多个沉头孔,在第一半环体的上表面位于两端的部位和第二半环体的上表面位于两端的部位均设置要连接凹面,在每处连接凹面上的两端位置各设置有一螺纹孔,在第一半环体的定位面b上对应于两端连接凹面的位置及在第二半环体的定位面c上对应于两端连接凹面的位置均设置有径向螺纹孔;
8.所述两连接件为连接板结构,在连接板上靠近四角的位置各设置有一沉头孔;
9.所述第一半环体和第二半环体对接形成整圆环,所述定位面b和定位面c均与定位面a定位接触,所述定位件的中心定位环部与两个半环体通过四个径向螺钉连接;所述两个半环体的下端面与定位件的两侧支撑环臂的上端面接触,所述两个半环体通过多个螺钉与两侧支撑环臂连接;所述两个连接件分别设置于第一半环体和第二半环体对接部位的两端凹面内,并通过螺钉与两个半环固定连接;
10.在第一半环体与对应支撑环臂上及第二半环体与对应支撑环臂上沿圆周方向均配置有多个销孔,在每个销孔内均安装有一销钉。
11.进一步的:所述两连接件为工字型连接件。
12.本发明的上述目的之二通过如下技术方案来实现:
13.一种缓冲器底座的拼装重复定位工艺方法,其特征在于:基于上述的拼装式缓冲器底座,包括如下步骤:
14.步骤1、将两个半环体拼装固定到定位件上:
15.在缓冲器底座的各零件加工到位和清洗后,将第一半环体的定位面b、第二半环体的定位面c与定位件的定位面a接触,并绕定位面a调整两半环的位置,使定位件a上的四个径向沉头孔分别与两个半环上的四个径向顶丝孔一一对正,通过四个径向螺钉,将第一半环体的定位面b、第二半环体的定位面c面分别和定位件的定位a面连接靠紧定位;然后通过连接两个半环体与定位件的两侧支撑环臂部上的多个轴向方向的螺钉,使两个半环体与定位件在水平方向紧固连接。
16.步骤2、用两个连接件分别连接两个半环体的两端:
17.将两个连接件分别置于两个半环体两端对接形成的两侧凹槽内,使连接件上的四个沉头孔与凹槽内的四个螺钉孔一一对正,两侧分别安装四个螺钉,使两个半环体在两端能通过连接件紧固连接在一起;
18.步骤3、在两个半环体与连接件上配置加工多个沿圆周方向设置的销孔,并在销孔内装入销钉,一次拼装完成;
19.步骤4、在铣床上对两个半环体下端面上的8个定位平面d面进行铣削加工,平面精度达到0.05mm;
20.步骤5、检测计量d面的平面度,记录备案。
21.步骤6、返回装配操作间,进行拆解;
22.首先,做好销钉的位置标记,销钉和孔位打标记录;记录后,将销钉取出,并安全存放;然后松开螺钉将两个连接件取下,再松开螺钉将第一半环体、第二半环体和定位件分离,整个拆解完成,实现连接应力释放;
23.步骤7、进行二次拼装,按步骤1-3将拆解的各件进行回装,在装配时将各螺钉拧到位,不要加力拧紧;按记录的销钉位置将各销钉装上,再依次将各个螺钉拧紧,二次拼装完;
24.步骤8、检验检测计量二次拼装后的d面平面度,记录备案;
25.步骤9、根据二次拼装d面平面精度超差情况,按检验计量结果进行修复,再次利用铣床铣削修整d面平面度;
26.步骤10、检验检测计量修整后的d面平面度,记录备案;
27.步骤11、在反复进行多次拆解、拼装和检验,直至连续两侧拼装后,对d面的平面度检验均合格,达到重复定位要求。
28.本发明具有的优点和积极效果:
29.1、本拼装式缓冲器底座采用两个半环体组装结构,两个半环体通过定位件进行中心定位、圆周方向的定位,并通过径向螺钉、轴向螺钉,使两个半环体与定位件固定连接在一起,另外,通过两个连接件使两个半环体的对接段连接一体,整体连接稳定牢固,保证了缓冲器底座的抗冲击载荷能力。
30.2、本工艺方法保证了缓冲器底座的拼装重复定位精度,使技术工人在具体操作过程中更加直观,方便操作,确保了拼装效果,简化了装配调整测试工艺流程,提高了生产效率。
附图说明
31.图1是本发明两个半环体的结构示意图;
32.图2是本发明的连接件的结构示意图;
33.图3是本发明两个半环体和连接件拼装位置示意图;
34.图4是本发明在图3的基础上安装两个连接件的结构示意图;
35.图5是本发明拼装后的仰视图;
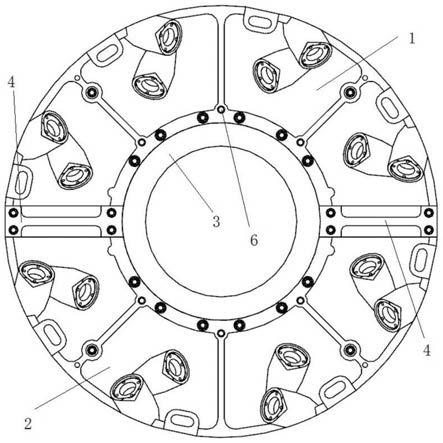
36.图6是本发明拼装后效果示意图。
具体实施方式
37.以下结合附图并通过实施例对本发明的结构作进一步说明。需要说明的是本实施例是叙述性的,而不是限定性的。
38.一种拼装式缓冲器底座,请参见图1-6,包括第一半环体1、第二半环体2、定位件3和两连接件4。
39.两个半环体为缓冲器底座的主体部分,相当于一个整体缓冲底座的两半结构,定位件是拼装式缓冲器底座的定位基准,各项尺寸加工成活,用于将两个半环体定位并连接在一起,两个连接件实现两个半环体的对接端的连接。
40.所述定位件由中心定位环部和对称连接于中心定位环部外环面的两侧支撑环臂部构成。中心定位环部的高度大于两侧支撑环臂的高度,中心定位环部的底面与两侧支撑环臂的底面共面。两侧支撑环臂部上端构成两个半环体的端面支撑面。两侧支撑环臂部由与中心定位环部外侧面连接的内环部分及连接内环部分的两个外伸臂部分构成。其中,中心定位环部的内环面为定位面a,在中心定位环部上位于两侧支撑环臂部之间的两边位置均设置有两个径向沉头孔,在两侧支撑环臂部上设置有多个螺钉孔,具体的,在两侧支撑臂部的内环部分上沿圆周方向均布设置有多个螺钉孔,在每个外伸臂的上靠近外端的位置各设置一螺钉孔
41.所述第一半环体的内环面和第二环体的内环面分别为定位面b和定位面c,用于与上述定位面a配合。在第一半环体上和第二半环体上设置有多个沉头孔,用与两侧支撑环臂上的螺钉孔配合,具体的,在第一半环体上靠近定位面b的位置和第二半环体上靠近定位面c位置均沿圆周方向设置有多个螺钉孔,在第一半环体上及第二半环体上分别对应于两个外伸臂上的螺钉孔位置也设置有螺钉孔。在第一半环体的上表面位于两端的部位和第二半环体的上表面位于两端的部位均设置要连接凹面,用于放置连接件,在每处连接凹面上的两端位置各设置有一螺纹孔,用于与连接件连接,在第一半环体的定位面b上对应于两端连接凹面的位置及在第二半环体的定位面c上对应于两端连接凹面的位置均设置有径向螺纹孔,用于与中心定位环部上的径向沉头孔配合。
42.所述两连接件为连接板结构,优选采用附图中所述的工字型连接板,在连接板上靠近四角的位置各设置有一沉头孔,用于与两半环体凹面上的螺纹孔配合。
43.所述第一半环体和第二半环体对接形成整圆环,所述定位面b和定位面c均与定位面a定位接触,所述定位件的中心定位环部与两个半环体通过四个径向螺钉连接;所述两个半环体的下端面与定位件的两侧支撑环臂的上端面接触,所述两个半环体通过沿圆周方向设置的多个螺钉5与两侧支撑环臂连接;所述两个连接件分别设置于第一半环体和第二半
环体对接部位的两端凹面内,并通过螺钉与两个半环固定连接;
44.在第一半环体与对应支撑环臂上及第二半环体与对应支撑环臂上沿圆周方向均配置有多个销孔,在每个销孔内均安装有一销钉6。
45.针对第一半环体和第二半环体需拼装连接满足重复定位的精度指标,本发明首创研究设计零件拼装-拆解-拼装重复定位精度不变的工艺操作方法。
46.在实施本方法之前,需要做到以下几方面:
47.1、准备相应的图纸进行熟悉,熟悉各件之间的位置及配合关系,准备相应的装配检验记录,在拼装过程中记录有关的数据。
48.2、仔细逐件清洗、清理所有零部件,倒钝棱边和锐角,所有螺孔用相应丝锥过一遍,去掉零部件上机加工产生的铁屑和油泥;仔细检查所有安装面、定位面,确保这些面无缺陷,假如有问题及时反馈。清洗时,清洗好的零部件等放在干净处保存备用。
49.3、清洗完成后,按图对所有有配合要求的零部件进行试装配,确保正式装配能顺利进行。试装时,允许用油石或砂纸等对安装面、定位面端面的锐角进行倒钝,但绝不允许伤到这些面。
50.本方法的实施步骤如下:
51.步骤1、如图3,将第一半环体和第二半环体在定位件的图示指点位置,首先,用4个螺钉通过图2所示,a点、b点、c点、d点四点位置将第一半环体的定位面b、第二半环体的定位面c面分别和定位件的定位面a连接靠紧定位:然后再用16个螺钉水平紧固连接。
52.步骤2、如图4,将两个连接件放在两个半环体的对接凹槽内,分别用4个螺钉紧固连接。
53.步骤3、利用立式摇臂钻床,选用合适的钻头和铰刀在两个半环体和两侧支撑环臂部对应指定位置通过钻孔+铰孔的方式制作销孔,并在销孔内安装销钉,一次拼装完成。
54.步骤4、如图5,对两个半环体底面上的8个定位平面d面在铣床上进行铣削加工,平面精度为0.05mm。
55.步骤5、检验检测计量d面的平面度,记录备案。
56.步骤6、返回装配操作间,进行拆解,首先,做好销钉的位置标记,销钉和孔位打标记录;记录后,将销钉取出,分别放在指定的纸袋中,以防磕碰损伤;然后松开螺钉将连接件取下,再松开螺钉将第一半环体、第二半环体和定位件分离,整个拆解完成。实现连接应力释放。
57.步骤7、二次拼装,按步骤1、2、3将拆解的各件进行回装(不加工销孔,直接在销孔内插入销钉),装配时将各螺钉拧到位,不要加力拧紧;按记录的销钉位置将销钉装入销孔内,再依次将各个螺钉拧紧,二次拼装完成。
58.步骤8、检验检测计量二次拼装后的d面平面度,记录备案。
59.步骤9、根据二次拼装d面平面精度超差情况,按检验计量结果进行修复,再次利用铣床铣削修整d面平面度。
60.步骤10、检验检测计量修整后的d面平面度,记录备案。
61.步骤11、在反复进行多次拆解、拼装和检验,直至连续两侧拼装后,对d面的平面度检验均合格,达到重复定位要求。
62.上述方法中,为了验证重复性,需要每隔24小时进行拆解装配检验记录。
63.尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神范围内,各种替换、变化和修改都是可以的,因此,本发明的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1