一种开口型材的制作方法
1.本实用新型涉及型材领域,更具体的说,它涉及一种开口型材。
背景技术:
2.型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的实心直条;型材的品种规格繁多,用途广泛,在轧制生产中占有非常重要的地位;
3.现有的型材通常是通过重量来提升强度的,换句话说,强度高的型材必然厚重,这显然不符合越来越高的设计要求。但是,现代制造业,例如,汽车制造、机柜制造等多个领域,对于其产品的重量要求有一定的要求,重量较轻的产品能带来一系列的好处,在保持轻量化的同时,又需要一定的抗压强度和抗扭强度。
技术实现要素:
4.本实用新型克服了现有技术的不足,提供结构简单、设计合理、结构牢固并且轻量化的一种开口型材。
5.为了解决上述技术问题,本实用新型的技术方案如下:
6.一种开口型材,包括型材本体,在型材本体上设置有开口;在型材本体上设置有六处折弯,其中两处为外折弯,四处为内折弯。
7.进一步的,所述型材本体包括第一直板、第二直板、第三直板、第四直板、第五直板、第六直板和第七直板;所述第一直板的一端与第二直板的一端连接,第二直板远离第一直板的一端与第三直板的一端连接,第三直板远离第二直板的一端与第四直板的一端连接,第四直板远离第三直板的一端与第五直板的一端连接,第五直板远离第四直板的一端与第六直板的一端连接,第六直板远离第五直板的一端与第七直板连接。
8.进一步的,所述开口设置于第二直板远离第三直板的一端和第六直板远离第五直板的一端之间;同时开口设置于第一直板和第七直板之间。
9.进一步的,所述第一直板和第二直板之间设置有第一折弯,第二直板和第三直板之间设置有第二折弯,第三直板和第四直板之间设置有第三折弯,第四直板和第五直板之间设置有第四折弯,第五直板和第六直板之间设置有第五折弯,第六直板和第七直板之间设置有第六折弯。
10.进一步的,所述第一折弯和第六折弯为外折弯;第二折弯、第三折弯、第四折弯和第五折弯为内折弯。
11.进一步的,所述第一直板与第三直板、第五直板和第七直板相互平行;第二直板、第四直板和第六直板相互平行;第一直板与第二直板相互垂直,第七直板与第六直板相互垂直。
12.进一步的,所述第一直板、第二直板、第三直板、第四直板、第五直板、第六直板和第七直板的厚度均设置为0.5mm至6mm之间。
13.进一步的,所述第三直板与第五直板之间的距离设置为20mm至500mm之间。
14.进一步的,所述第四直板与第一直板远离第四直板一端的距离或第七直板远离第四直板一端的距离均设置为20mm至500mm之间。
15.进一步的,本实用新型采用高强度材料,材料硬度: hrc≥38。
16.本实用新型的有益效果是:
17.1、采用开口的c字结构,钢带通过多道的辊压一次成型,使得本实用新型的结构更为牢固。
18.2、本实用新型的型材本体通过辊压一次成型实现型材的轻量化,亦可有效提高型材自身的抗压强度和抗扭强度。
19.3、所述型材本体内折弯和外折弯之间的组合,使得本实用新型的抗压强度和抗扭强度更为优异
20.4、本实用新型采用高强度材料,材料硬度: hrc≥38
°
,进而使得本实用新型结构更为牢固,抗拉强度到达980-2400 mpa。
附图说明
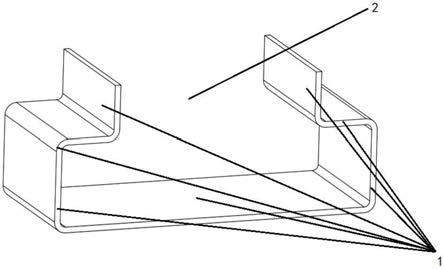
21.图1为本实用新型部分区域结构图。
22.图2为本实用新型端面结构图。
23.图3为图1的左视图。
24.图4为图1的右视图。
25.图中标号:
26.1.型材本体;2.开口;11.第一直板;12.第二直板;13.第三直板;14.第四直板;15.第五直板;16.第六直板;17.第七直板;21.第一折弯;22.第二折弯;23.第三折弯;24.第四折弯;25.第五折弯;26.第六折弯。
具体实施方式
27.下面结合附图和具体实施例对本实用新型进一步说明。应当说明的是,实施例只是对本实用新型的具体阐述,其目的是为了让本领域技术人员更好地理解本实用新型的技术方案,不应视为对本实用新型的限定。
28.实施例:
29.如图1-4所示,一种开口2型材,包括型材本体1,在型材本体1上设置有开口2;在型材本体1上设置有六处折弯,其中两处为外折弯,四处为内折弯;采用开口2的c字结构,钢带通过多道的辊压一次成型,使得本实用新型的结构更为牢固。
30.在本实施例中,所述型材本体1包括第一直板11、第二直板12、第三直板13、第四直板14、第五直板15、第六直板16和第七直板17;所述第一直板11的一端与第二直板12的一端连接,第二直板12远离第一直板11的一端与第三直板13的一端连接,第三直板13远离第二直板12的一端与第四直板14的一端连接,第四直板14远离第三直板13的一端与第五直板15的一端连接,第五直板15远离第四直板14的一端与第六直板16的一端连接,第六直板16远离第五直板15的一端与第七直板17连接;型材本体1通过辊压一次成型实现型材的轻量化,亦可有效提高型材自生的抗压强度和抗扭强度。
31.在本实施例中,所述开口2设置于第二直板12远离第三直板13的一端和第六直板
16远离第五直板15的一端之间;同时开口2设置于第一直板11和第七直板17之间;进而使得本实用新型的结构稳定性更佳。
32.在本实施例中,所述第一直板11和第二直板12之间设置有第一折弯21,第二直板12和第三直板13之间设置有第二折弯22,第三直板13和第四直板14之间设置有第三折弯23,第四直板14和第五直板15之间设置有第四折弯24,第五直板15和第六直板16之间设置有第五折弯25,第六直板16和第七直板17之间设置有第六折弯26;所述型材本体1内折弯和外折弯之间的组合,使得本实用新型的抗压强度和抗扭强度更为优异。
33.在一些优选的方式中,第一折弯21、第二折弯22、第三折弯23、第四折弯24、第五折弯25和第六折弯26的弯曲处均采用弧面过度,弧面相较于垂直面在与其他物体接触时会拥有更大的接触面,使得本实用新型的受压能力会更好,不易受到损坏。
34.在本实施例中,所述第一折弯21和第六折弯26为外折弯;第二折弯22、第三折弯23、第四折弯24和第五折弯25为内折弯。
35.在一些优选的方式中,所述第一直板11与第三直板13、第五直板15和第七直板17相互平行;第二直板12、第四直板14和第六直板16相互平行;第一直板11与第二直板12相互垂直,第七直板17与第六直板16相互垂直。
36.在一些优选的方式中,各直板之间的夹角可根据产品的需求继续修改。
37.在一些优选的方式中,所述第一直板11、第二直板12、第三直板13、第四直板14、第五直板15、第六直板16和第七直板17的厚度均设置为0.5mm至6mm之间,一般取3mm即可。
38.在一些优选的方式中,所述第三直板13与第五直板15之间的距离设置为20mm至500mm之间,一般取300mm即可。
39.在一些优选的方式中,所述第四直板14与第一直板11远离第四直板14一端的距离或第七直板17远离第四直板14一端的距离均设置为20mm至500mm之间,一般取200mm即可。
40.在本实施例中,本实用新型采用高强度材料,材料硬度:hrc≥38;进而使得本实用新型结构更为牢固。
41.值得说明的是,本实用新型的其他技术方案均为现有技术,故不作赘述。
42.以上所述仅是本实用新型优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1