一种钢骨架塑料复合管平封口结构的制作方法
1.本实用新型涉及钢骨架塑料复合管加工技术领域,更具体的,涉及一种钢骨架塑料复合管平封口结构。
背景技术:
2.钢骨架塑料复合管在生产线上生产流程为:纬线钢丝与经线钢丝进行缠绕焊接成网状后一次挤出塑料成型。目前钢骨架塑料复合管锥形封口在施工现场如果断管的话,那么锥形封口与断管连接处需要采用过渡电熔套连接,施工上电熔套的品种比较多,比较繁琐。而现阶段普遍采用的平封口都是在钢骨架塑料复合管端面直接粘贴pe塑料贴环方式,因为pe塑料贴环与钢骨架塑料复合管熔接的时候压力相对较小,钢骨架塑料复合管端面的钢丝在时间长久后因热胀冷缩容易将pe塑料贴环顶开裂,钢骨架塑料复合管安装以后容易出现泄漏现象。因此,需要提出有效的方案来解决以上问题。
技术实现要素:
3.本实用新型采用以下技术方案:
4.本实用新型提供了一种钢骨架塑料复合管平封口结构,其优点是采用上述方案,使得钢骨架塑料复合管端面的钢丝在时间长久后因热胀冷缩不容易将pe塑料贴环顶开裂,钢骨架塑料复合管安装以后不容易出现泄漏现象,提高了模具注塑封口夹位损伤钢骨架塑料复合管的质量,提高产品封口质量。
5.本实用新型提供的一种钢骨架塑料复合管平封口结构,包括钢骨架塑料复合管,经线钢丝,纬线钢丝,凹槽,pe填补剂,pe塑料贴环;
6.所述经线钢丝设置在所述钢骨架塑料复合管管身长度方向内部,所述纬线钢丝设置在所述钢骨架塑料复合管管身圆周方向内部,所述经线钢丝与所述纬线钢丝缠绕编织焊接成网状形成钢骨架塑料复合管的钢骨架;所述钢骨架塑料复合管由所述经线钢丝与所述纬线钢丝进行缠绕焊接成网状后一次挤出塑料成型而成。
7.所述凹槽设置在所述钢骨架塑料复合管管口端面;
8.所述pe塑料贴环设置在所述钢骨架塑料复合管管口端面外侧,所述pe塑料贴环设置在所述凹槽外侧。
9.进一步地,所述凹槽设置在所述钢骨架塑料复合管管口端面中心处,所述凹槽底部与所述经线钢丝相邻,所述凹槽侧面为塑料。
10.进一步地,所述凹槽内填充有pe填补剂,所述pe填补剂填充满整个凹槽,所述pe填补剂填平凹槽,使pe填补剂与凹槽口及管口端面平齐,不溢出凹槽口及管口端面。
11.进一步地,所述利用专用手持式加热器预热后的凹槽与所述手持式注塑枪喷出的热熔pe填补剂融合成一体。
12.进一步地,所述凹槽的宽度为5
‑
7mm,深度为5
‑
7mm。
13.进一步地,所述pe塑料贴环与所述钢骨架塑料复合管管口端面规格尺寸相同。
14.进一步地,所述pe塑料贴环与所述钢骨架塑料复合管管口端面通过pe管热熔对焊机加热热熔翻边粘合连接。
15.本实用新型的有益效果为:采用上述方案,使得钢骨架塑料复合管端面的钢丝在时间长久后因热胀冷缩不容易将pe塑料贴环顶开裂,钢骨架塑料复合管安装以后不容易出现泄漏现象,提高了模具注塑封口夹位损伤钢骨架塑料复合管的质量,提高产品封口质量。
附图说明
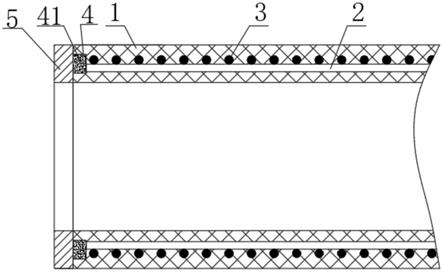
16.图1是本实用新型具体实施方式提供的一种钢骨架塑料复合管平封口结构的结构示意图;
17.图2是本实用新型具体实施方式提供的一种钢骨架塑料复合管平封口结构的凹槽结构示意图。
18.图中:
19.1、钢骨架塑料复合管;2、经线钢丝;3、纬线钢丝;4、凹槽;41、pe填补料;5、pe塑料贴环。
具体实施方式
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供该实施例的目的是使对本实用新型的公开内容更加透彻全面。
21.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.参阅图1
‑
2,本实用新型提供了一种钢骨架塑料复合管平封口结构,包括钢骨架塑料复合管1,经线钢丝2,纬线钢丝3,凹槽4,pe填补剂41,pe塑料贴环5;经线钢丝2设置在钢骨架塑料复合管1管身长度方向内部,纬线钢丝3设置在钢骨架塑料复合管1管身圆周方向内部,经线钢丝2与纬线钢丝3缠绕编织焊接成网状形成钢骨架塑料复合管1的钢骨架;钢骨架塑料复合管1由经线钢丝2与纬线钢丝3进行缠绕焊接成网状后一次挤出塑料成型而成。凹槽4设置在钢骨架塑料复合管1管口端面;pe塑料贴环5设置在钢骨架塑料复合管1管口端面外侧,pe塑料贴环5设置在凹槽4外侧。
24.具体实施过程:首先,在钢骨架旋风车床上,用夹具将钢骨架塑料复合管1夹持住,再利用车床上的凸型刀具将钢骨架塑料复合管1端面车出一个宽5
‑
7mm、深度5
‑
7mm的凹槽4。
25.其次,利用专用的手持式加热器,对钢骨架塑料复合管1端面的凹槽4进行局部加
热,将凹槽4内部预热到一定温度后,再撤下手持式加热器,用手持式注塑枪将pe填补剂41填平凹槽4。在注塑枪填平凹槽4的过程中,注塑枪的热风要在注塑口前端,对钢骨架塑料复合管1端面的凹槽4进行持续加热,以保证钢骨架塑料复合管1凹槽4中的塑料与注塑枪的热熔塑料融合良好。
26.pe填补剂41填平凹槽4时,凹槽4中的塑料与注塑枪的热熔塑料融合良好,使得钢骨架塑料复合管端面的钢丝在时间长久后因热胀冷缩不容易将pe塑料贴环顶开裂,钢骨架塑料复合管安装以后不容易出现泄漏现象,提高了模具注塑封口夹位损伤钢骨架塑料复合管的质量,提高产品封口质量。
27.接着,将凹槽4被填平的钢骨架塑料复合管1端面和相同规格尺寸的pe塑料贴环5放置到pe管热熔对焊机上进行加热,待钢骨架塑料复合管1端面和pe塑料贴环5各出现热熔翻边后再将钢骨架塑料复合管1端面的热熔翻边跟pe塑料贴环5的翻边进行粘合,在整个粘合过程中必须保证pe塑料贴环5有压力贴合在钢骨架塑料复合管1上。
28.最后,待pe塑料贴环5与钢骨架塑料复合管1端面融合好后,经过十分钟的冷却,再用专用的仿形刀具沿钢骨架塑料复合管1的内外表面将贴合面的pe塑料翻边切除平整。
29.经过此实施方式形成的钢骨架塑料复合管1平封口结构使得钢骨架塑料复合管1端面的钢丝在时间长久后因热胀冷缩不容易将pe塑料贴环5顶开裂,钢骨架塑料复合管1安装以后不容易出现泄漏现象,提高了模具注塑封口夹位损伤钢骨架塑料复合管1的质量,提高产品封口质量。
30.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
31.以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1