适用于柔性制造的磁性元件多工位装配机的制作方法
1.本发明涉及适用于柔性制造的磁性元件多工位装配机技术领域。
背景技术:
2.在针对客户的小批量订单的时候,就需要提高工作效率和降低成本低,但同时又要求投入成本低,因为如果投入的设备成本过于大,则很难回收成本。
技术实现要素:
3.本发明所要解决的技术问题是克服现有技术的不足,提供适用于柔性制造的磁性元件多工位装配机,其结构简单,设备成本低,工作效率高的优点。
4.本发明所采用的技术方案是:
5.适用于柔性制造的磁性元件多工位装配机,其包括:
6.胶壳上料输送带,其用于输送胶壳,其自后端往前端方向输送,其前端上方安装有用于检测是否有胶壳的第一红外线传感器;
7.第一磁芯上料装置,其用于输送第一磁芯,其设于胶壳上料输送带的左边,其与胶壳上料输送带相互平行,其自前端往后端方向上料;
8.第二磁芯上料装置,其用输送第二磁芯,其设于第一磁芯上料装置的左边,其与第一磁芯上料装置相互平行,其自前端往后端方向上料;
9.磁芯供应装置,其用于将磁芯供应至第一磁芯上料装置的前端和第二磁芯上料装置的前端;
10.点胶装置,其用于将胶水点滴到胶壳和/或磁芯上;
11.组装平台,其设于第一磁芯上料装置的后端;
12.研磨及测试装置,其用于研磨和测试,其设于点胶装置的左边;
13.移动装置,其包括横向移动装置、安装在横向移动装置上的升降装置、安装在升降装置上的旋转装置及安装在旋转装置上的夹持装置;移动装置设于胶壳上料输送带的后端旁;
14.保压储物架,其设于移动装置另一端的旁边;
15.ng输送带,其设于移动装置的另一端旁边,且其设于保压储物架旁边;
16.控制器,其均电性连接于胶壳上料输送带、第一磁芯上料装置、第二磁芯上料装置、磁芯供应装置、点胶装置、研磨及测试装置、移动装置及ng输送带。
17.第一磁芯上料装置包括第一导轨、固定安装在第一导轨前端的第一气缸及固定安装在第一气缸伸出端的第一滑块。
18.第二磁芯上料装置包括第二导轨、固定安装在第二导轨前端的第而气缸及固定安装在第二气缸伸出端的第二滑块。
19.磁芯供应装置包括输送带及设于输送带上端的分隔条,分隔条的一端设于输送带的一端,分隔条的另一端设于输送带的另一端,分隔条设于输送带的中间位置,分隔条将输
送带分割形成两条输送通道,分别为第一磁芯输送通道和第二磁芯输送通道。
20.第一磁芯上料装置的后端旁设有伸缩气缸,伸缩气缸的伸出端安装有平台。
21.进一步,可以在升降装置上安装纵向移动装置,旋转装置安装在纵向移动装置上。
22.人工将胶壳放置在胶壳上料输送带上,胶壳上料输送带将胶壳从前端往后端方向输送,第一红外线传感器用于检测胶壳输送装置的后端位置是否有胶壳这个物料。磁芯供应装置同时给第一磁芯上料装置和第二磁芯上料装置进行供给磁芯,因为一个产品是由两个e字型的磁体组成一个完成的磁芯。第一磁芯和第二磁芯分别从胶壳的两端插入,通过胶水黏住就可以固定住。移动装置的横向移动装置将升降装置输送至胶壳旁,夹持装置抓取住其中一个胶壳,将胶壳在搬动中点胶机下端,点胶机对胶壳的侧端进行点胶,然后将胶壳搬运至组装平台,然后移动装置移动到第一磁芯上料装置处抓取一个磁芯,然后移动装置将夹持装置移动到点胶机的下方,点胶机对夹持装置的磁芯端面进行点胶,然后将点胶之后的磁芯搬运到组装啊平台处,将点胶之后的磁芯插入胶壳的一侧端。同样,移动装置将夹持装置移动至第二磁芯上料装置旁,夹持装置抓取一个磁芯,然后将磁芯搬运至点胶机的下方,点胶机将第二个磁芯的侧端进行点胶,然后移动装置将第二个的磁芯搬运至组装平台,将第二个磁芯插入到胶壳的另一侧端面。然后夹持装置将组装好的产品夹持住,移动装置将组装好的产品搬运至研磨和测试装置中,研磨和测试装置包括研磨机和测试机,先通过研磨机对两个磁芯进行研磨,然后通过测试机进行测试,经过研磨和测试的产品被移动装置上的夹持装置夹持住,移动装置将不合格的产品搬运至ng输送带上,移动装置将合格的产品搬运到保压储物架旁边,然后将产品放入保压装置中,进行保压,也就是在胶水凝固之前需要一定的压力保持住。
23.本发明的有益效果是:结构简单,设备成本低,工作效率高的优点。
附图说明
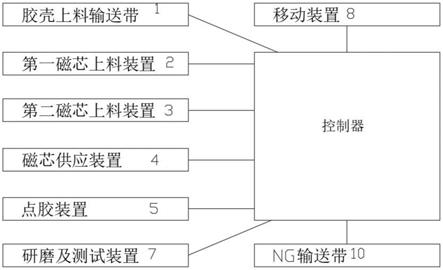
24.图1是本发明的结构原理示意图。
具体实施方式
25.如图1所示,本发明适用于柔性制造的磁性元件多工位装配机,其包括:
26.胶壳上料输送带1,其用于输送胶壳,其自后端往前端方向输送,其前端上方安装有用于检测是否有胶壳的第一红外线传感器;
27.第一磁芯上料装置2,其用于输送第一磁芯,其设于胶壳上料输送带1的左边,其与胶壳上料输送带1相互平行,其自前端往后端方向上料;
28.第二磁芯上料装置3,其用输送第二磁芯,其设于第一磁芯上料装置2的左边,其与第一磁芯上料装置2相互平行,其自前端往后端方向上料;
29.磁芯供应装置4,其用于将磁芯供应至第一磁芯上料装置2的前端和第二磁芯上料装置3的前端;
30.点胶装置5,其用于将胶水点滴到胶壳和/或磁芯上;
31.组装平台6,其设于第一磁芯上料装置2的后端;
32.研磨及测试装置7,其用于研磨和测试,其设于点胶装置5的左边;
33.移动装置8,其包括横向移动装置8、安装在横向移动装置8上的升降装置、安装在
升降装置上的旋转装置及安装在旋转装置上的夹持装置;移动装置8设于胶壳上料输送带的后端旁;
34.保压储物架9,其设于移动装置8另一端的旁边;
35.ng输送带10,其设于移动装置8的另一端旁边,且其设于保压储物架9旁边;
36.控制器,其均电性连接于胶壳上料输送带1、第一磁芯上料装置2、第二磁芯上料装置3、磁芯供应装置4、点胶装置5、研磨及测试装置7、移动装置8及ng输送带10。
37.第一磁芯上料装置2包括第一导轨、固定安装在第一导轨前端的第一气缸及固定安装在第一气缸伸出端的第一滑块。
38.第二磁芯上料装置3包括第二导轨、固定安装在第二导轨前端的第而气缸及固定安装在第二气缸伸出端的第二滑块。
39.磁芯供应装置4包括输送带及设于输送带上端的分隔条,分隔条的一端设于输送带的一端,分隔条的另一端设于输送带的另一端,分隔条设于输送带的中间位置,分隔条将输送带分割形成两条输送通道,分别为第一磁芯输送通道和第二磁芯输送通道。
40.第一磁芯上料装置2的后端旁设有伸缩气缸,伸缩气缸的伸出端安装有平台。
41.人工将胶壳放置在胶壳上料输送带上,胶壳上料输送带将胶壳从前端往后端方向输送,第一红外线传感器用于检测胶壳输送装置的后端位置是否有胶壳这个物料。磁芯供应装置4同时给第一磁芯上料装置2和第二磁芯上料装置3进行供给磁芯,因为一个产品是由两个e字型的磁体组成一个完成的磁芯。第一磁芯和第二磁芯分别从胶壳的两端插入,通过胶水黏住就可以固定住。移动装置8的横向移动装置8将升降装置输送至胶壳旁,夹持装置抓取住其中一个胶壳,将胶壳在搬动中点胶机下端,点胶机对胶壳的侧端进行点胶,然后将胶壳搬运至组装平台6,然后移动装置8移动到第一磁芯上料装置2处抓取一个磁芯,然后移动装置8将夹持装置移动到点胶机的下方,点胶机对夹持装置的磁芯端面进行点胶,然后将点胶之后的磁芯搬运到组装啊平台处,将点胶之后的磁芯插入胶壳的一侧端。同样,移动装置8将夹持装置移动至第二磁芯上料装置3旁,夹持装置抓取一个磁芯,然后将磁芯搬运至点胶机的下方,点胶机将第二个磁芯的侧端进行点胶,然后移动装置8将第二个的磁芯搬运至组装平台6,将第二个磁芯插入到胶壳的另一侧端面。然后夹持装置将组装好的产品夹持住,移动装置8将组装好的产品搬运至研磨和测试装置中,研磨和测试装置包括研磨机和测试机,先通过研磨机对两个磁芯进行研磨,然后通过测试机进行测试,经过研磨和测试的产品被移动装置8上的夹持装置夹持住,移动装置8将不合格的产品搬运至ng输送带10上,移动装置8将合格的产品搬运到保压储物架9旁边,然后将产品放入保压装置中,进行保压,也就是在胶水凝固之前需要一定的压力保持住。
42.本发明的有益效果是:结构简单,设备成本低,工作效率高的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1