一种轴承外圈毛坯锻件的制作方法
本技术涉及锻造,更具体地说涉及一种轴承外圈锻件。
背景技术:
1、见图1所示,现有轴承外圈毛坯锻件a的内径面由上直线段a1向下延伸有弧形段a2和下直线段a3构成,其不足之处是:1、在轴承外圈毛坯锻件a加工成成品轴承外圈b时,圆形的刀具在切削弧形段a2时,圆形的刀具会靠向弧形段a2的一边,这样成品轴承外圈b的沟道容易产生向上或向下偏的加工误差。2、上直线段a1和下直线段a3为竖向直线,这样轴承外圈毛坯锻件a需要较多的材料,一是提高了生产成本,二是在机加工时需要切削过多的余量。
技术实现思路
1、本实用新型的目的就是针对现有技术之不足,而提供一种轴承外圈毛坯锻件,它的内径面的弧形段中部有一个中间直线段,这样圆形刀具最先接触到中间直线段,加工出来的沟道不容易产生向上或向下的加工偏差;它的内径面设置有上斜线段和下斜线段,可以节省材料,减少机加工时的切削余量。
2、本实用新型的技术解决措施如下:
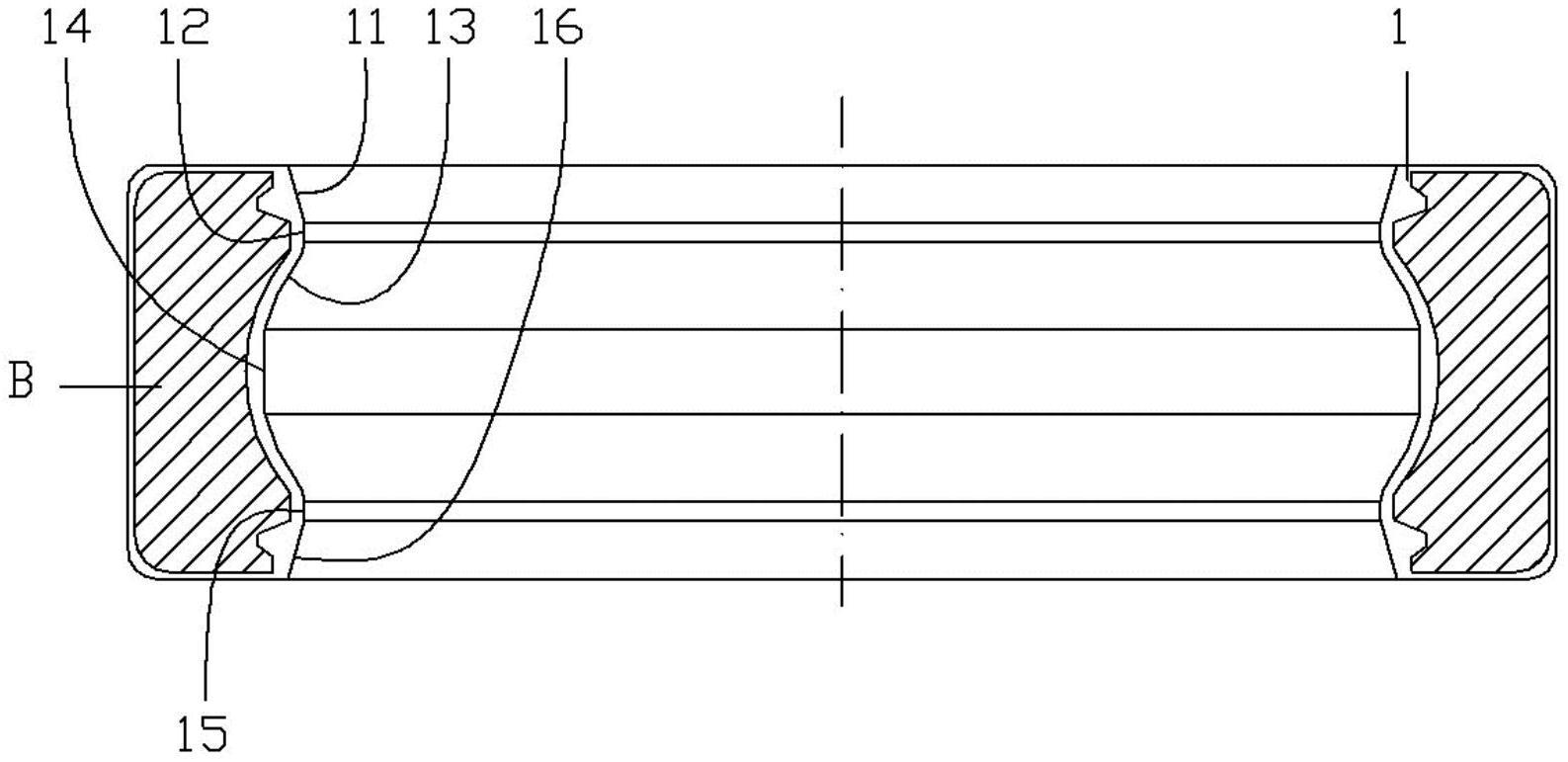
3、一种轴承外圈毛坯锻件,包括套圈,套圈的内径面由上至下依次为上斜线段、上直线段、弧形段、下直线段和下斜线段,弧形段的中部成型有中间直线段;
4、上斜线段与下斜线段在套圈上呈对称状,上直线段与下直线段在套圈上呈对称状。
5、所述上斜线段和下斜线段与套圈的轴心线的夹角均为10至30度。
6、所述中间直线段的宽度为3至5mm。
7、所述套圈的外径面上下均为圆角。
8、所述上直线段、下直线段和中间直线段均为竖向直线。
9、本实用新型的有益效果在于:
10、它的内径面的弧形段中部有一个中间直线段,这样圆形刀具最先接触到中间直线段,加工出来的沟道不容易产生向上或向下的加工偏差;它的内径面设置有上斜线段和下斜线段,可以节省材料,减少机加工时的切削余量。
技术特征:
1.一种轴承外圈毛坯锻件,包括套圈(1),其特征在于:套圈(1)的内径面由上至下依次为上斜线段(11)、上直线段(12)、弧形段(13)、下直线段(15)和下斜线段(16),弧形段(13)的中部成型有中间直线段(14);
2.根据权利要求1所述的一种轴承外圈毛坯锻件,其特征在于:上斜线段(11)和下斜线段(16)与套圈(1)的轴心线的夹角均为10至30度。
3.根据权利要求1所述的一种轴承外圈毛坯锻件,其特征在于:中间直线段(14)的宽度为3至5mm。
4.根据权利要求1所述的一种轴承外圈毛坯锻件,其特征在于:套圈(1)的外径面上下均为圆角。
5.根据权利要求1所述的一种轴承外圈毛坯锻件,其特征在于:上直线段(12)、下直线段(15)和中间直线段(14)均为竖向直线。
技术总结
一种轴承外圈毛坯锻件,包括套圈,套圈的内径面由上至下依次为上斜线段、上直线段、弧形段、下直线段和下斜线段,弧形段的中部成型有中间直线段;斜线段与下斜线段在套圈上呈对称状,上直线段与下直线段在套圈上呈对称状。它的内径面的弧形段中部有一个中间直线段,这样圆形刀具最先接触到中间直线段,加工出来的沟道不容易产生向上或向下的加工偏差;它的内径面设置有上斜线段和下斜线段,可以节省材料,减少机加工时的切削余量。
技术研发人员:徐湖斌,刘文明,潘军,王仁东
受保护的技术使用者:浙江中集铸锻有限公司
技术研发日:20210820
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!