用于具有硬化的滚动轴承滚道的分段的滚动轴承环的环形区段的制造方法和环形区段与流程
1.本发明涉及一种根据权利要求1的前序部分的分段的滚动轴承环的环形区段的制造方法,该分段的滚动轴承环具有至少一个硬化的滚动轴承滚道,以及一种根据权利要求11的前序部分的分段的滚动轴承环的环形区段,该分段的滚动轴承环具有硬化的滚动轴承滚道。
背景技术:
2.滚动轴承环的制造对于滚动轴承的承载能力和耐久性是特别重要的,滚动体在这些滚动轴承环之间在滚动轴承滚道上滚动。为了改善滚动轴承的承载能力,通常在制造滚动轴承环时至少在其上设置的滚道由硬化的钢制造。
3.可以一体地制造、交付和装配直径直至4至约10米的滚动轴承的环。然而,随着滚动轴承环的直径增加,尤其是运输和安装的费用不成比例地急剧增加,使得对于较大的滚动轴承来说已知的是,在圆周方向上将滚动轴承环分段以便简化运输和安装。
4.为了制造这种具有至少一个硬化的滚动轴承滚道的分段的滚动轴承环的环形区段,在现有技术中存在以下方法:
5.一方面,滚动轴承环可以通过在环形坯料上例如通过切削加工形成至少一个滚道而一体式制造,该滚道随后被硬化。具有硬化的滚道的完成的滚动轴承环然后为了运输和装配例如通过电火花切割被划分为区段。在该方法中,在滚道硬化时引入到环中的材料应力由整个环承受。因此,闭合的环的形状减少了在此出现的硬化变形。不利的是,可实现的环直径受到制造机床的大小的限制并且将环划分为区段的小变形的划分是耗费的。例如由de 10 2017 206 246 a1公知这种分段的轴承环。
6.在用于滚动轴承环的、特别是用于这种具有特别大的直径,例如超过10米的直径的滚动轴承环的环形区段的替代的制造方法中,单独地制造所述区段并且为所述区段设置铣削的、用于滚道板的容纳部。随后,完全硬化的(用于轴向轨道的)滚道板或完全硬化的、矩形轮廓的(用于径向轨道的)滚道线被插入预铣削的容纳部中,在滚动轴承的组装状态下,滚动体在所述容纳部上滚动。
7.为了保护滚动体和滚道板,滚动体必须在滚道板和滚道线的接合处被从负载移除。为此,滚道板和滚道线在接合处的区域中被放置得更深。此外,在宽的径向轨道中,必须在轴向方向上相叠地布置多个滚道线,因为其仅可小变形地被完全硬化至有限的高度。在具有滚道板和滚道线的大型轴承中不利的是,承载能力尤其在径向方向上由于多个接合处而受到限制,使得由此对于轴承的设计产生明显的限制。
8.此外不利的是,板床和线床必须非常精确地在环形区段中制造,以便在各区段的滚道之间保持尽可能小的偏差。板的制造也必须满足高精度要求,以便不会由这些元件造成滚道的高度偏差。因为环形区段和滚道板/滚道线基于其尺寸而分别单独地在相应的机床上制造,所以这两个组件彼此独立地在滚道系统中引入偏差。
技术实现要素:
9.因此,本发明的目的是,提供一种用于制造环形区段的方法和一种用于具有至少一个硬化的滚动轴承滚道的分段的滚动轴承环的环形区段,所述方法和环形区段可以以简单的方式针对较大的环直径放大,并且同时产生分段的滚动轴承环的提高的承载能力。
10.该目的通过具有权利要求1的特征的用于制造用于分段的滚动轴承环的环形区段的方法来实现。
11.由此,提供一种制造用于具有至少一个硬化的滚动轴承滚道的分段的滚动轴承环的环形区段的方法,其中进行以下步骤:
12.a)由滚动轴承钢制造具有曲率半径和分别至少一个未硬化的滚道部分的环形区段,
13.b)至少对未硬化的滚道部分进行感应的表层硬化,以产生硬化的滚道部分,
14.c)矫正环形区段,以使曲率半径与分段的滚动轴承环的额定半径相匹配,以及
15.d)将环形区段切削加工至预先给定的最终尺寸。
16.因此,根据本发明的方法的特征在于,以分段的方式对滚道部分进行表层硬化,并且接着进行矫正以及优选完成该方法地对环形区段进行切削加工。通过在制造过程期间分段地加工环形区段,该方法可简单地放大到较大的环直径上。为了实施该方法,仅需要这样的机床,即,该机床设计用于加工各个环形区段。
17.在现有技术中,迄今为止都具有由滚动轴承滚道的分段的表层硬化产生的间距,因为优选锻造的环形区段在分段硬化时形成几何形状的改变(硬化变形),通过该改变环形区段在硬化之后不再能够拼合成一个环。尤其是在大的环形区段中,分段的硬化导致硬化变形,该硬化变形在区段边缘的区域中达到或甚至超过在表层硬化时可达到的硬化深度的数量级。
18.通过根据本发明的矫正和切削加工的组合才实现了将环形区段精确地成型为预先给定的最终尺寸,在该最终尺寸中,在表层硬化期间达到的硬化深度在整个滚道部分上至少大部分地保持可用。滚动轴承环的承载能力由此得到提高。尤其是单纯的切削再加工会导致特别是在硬化的滚道区段的区段边缘的区域中的过高的去除量,由此整个轴承的承载能力会受到限制。
19.通过直接在区段上的滚道部分的感应硬化,省去了滚道板和滚道线的单独的制造。因为根据本发明滚道部分被整合到环形区段中,所以减少了对之后的滚道的偏差具有影响的组件的数量。由此提高的滚道几何形状的精度有助于分段的轴承环以及因此整个轴承的改善的耐久性和承载能力。
20.优选地,矫正包括热矫正,其中,为了匹配曲率半径,通过局部的热输入将局部的结构变化引入环形区段中。局部结构变化导致环形区段变形。通过适当地定位环形区段上的热输入(热点)的位置,实现了曲率半径与额定半径的匹配。
21.优选地,以多个步骤反复执行热矫正,其中,在环形区段在一个或多个其他部位重新加热之前等待环形区段冷却到室温。以这种方式,可以进行环形区段的变形的非常精细的调节。通过例如重复进行3至5次热矫正,环形区段已经可以接近预先给定的最终尺寸,由此在随后的切削加工中减少了所需的去除量。
22.在一个优选的实施方式中,在热矫正之前机械地矫正环形区段。机械矫正优选在
大型压力机中进行。在机械矫正时,环形区段被弯曲超过滚动轴承钢的屈服极限(塑性变形)。在卸载弯曲力之后,环形区段于是保持改变的弯曲形状。通过热矫正与前述的机械矫正的结合,可明显减少矫正过程所需的时间。通过机械地矫正,例如可以实现将曲率半径粗调到额定半径上,而通过热矫正进行精调、尤其是局部的半径偏差。但是由于在机械矫正时出现的材料负荷,也可以特别是在较薄的轴承环中有利地放弃机械矫正,以防止可能的撕裂。
23.优选地,在矫正时曲率半径与额定半径的匹配具有公差,该公差使得能够在切削加工时在相应的环形区段的整个硬化的滚道部分上得到预先给定的最小硬化深度。因此,矫正时的公差优选这样选择,即,该公差最高相当于在表层硬化时产生的硬化深度和预先给定的最小硬化深度之间的差。在此,所述最小硬化深度可以通过滚动轴承环的设计预先给定。以这种方式可以确保滚动轴承环的预先给定的最小承载能力。
24.此外,根据一种优选的实施方式规定,在考虑预期的硬化变形的情况下,在表层硬化之前预先给定环形区段的曲率半径,该曲率半径与分段的滚动轴承环的额定半径不同。在由滚动轴承钢制造环形区段时,这些环形区段在成型过程中通过轧制和/或锻造而具有曲率半径。在表层硬化时,环形区段的材料至少部分地再次被加热,由此在成型过程中引入的内应力在环形区段变形的情况下可以再次被降低。典型地,材料再次朝向其原始的、例如直的形状的方向变形,从而在表层硬化时可以增大曲率半径。因此,可以有利的是,预先给定的曲率半径特别是小于分段的滚动轴承环的额定半径。由此可以减少在后续的矫正和切削加工中的耗费。
25.优选地,在矫正之后且在切削加工之前进行环形区段的回火。回火用于降低由硬化过程产生的内部应力。通过回火,可以调节硬化的滚道部分的硬度、拉伸性和韧性。
26.在切削加工过程中,优选可以实施铣削加工步骤。通过铣削可以将环形区段加工到预先给定的最终尺寸并且在硬化的滚道部分上制造滚动面,滚动体可以在滚动面上滚动。在对表面质量提高要求时,还可以优选在相同的机床上打磨表面。必要时可以利用碗形磨盘对径向的滚道面进行再加工。
27.优选地,切削加工借助计算机控制的切削机床根据3d模型来进行。借助于计算机控制的cnc机床,可以特别简单地实现由3d模型预先给定的环形区段的最终尺寸。相继制造的单个区段的形状一致性也得到改善,从而各个滚道部分可以接合在一起形成均匀的滚道系统。
28.优选地,切削机床首先记录矫正的环形区段的几何形状,并且在考虑到在硬化的滚道部分的区域内要去除的材料的体积的情况下,对3d模型的坐标系进行校准。为此,切削机床优选包括机床集成的测量系统,该测量系统例如可以光学地或通过测量探头检测环形系统的几何形状。坐标系的校准优选这样进行,使得在硬化的滚道部分的区域内要去除的材料体积通过校准过程减小并优选最小化。
29.根据本发明的方法的优点特别是在大的大型滚动轴承中起作用,其中分段的制造方式减小了制造机床的所需尺寸。因此滚动轴承环的额定半径优选至少为4米。该制造方法适用于几乎任意大小的滚动轴承环,例如具有超过20米的直径的滚动轴承环。
30.根据本发明的装置方面的目的通过用于具有至少一个感应的表层硬化的滚动轴承滚道的分段的滚动轴承环的环形区段实现,所述环形区段通过前述的根据本发明的方法
制造。通过根据本发明的制造方法可以确保,环形区段的感应硬化的滚道部分在环形区段的整个延伸长度上具有几毫米的最小表层硬化。优选地,环形区段的感应硬化的滚道部分具有大于等于4mm的最小表层硬化深度。
31.其他有利的实施方式可以从下面的说明和从属权利要求中获知。
附图说明
32.下面借助于在附图中示出的实施例详细阐述本发明。
33.图1a至1c示意性示出了具有曲率半径和未被硬化的滚道部分的环形区段的制造过程,
34.图2a示意性示出了未硬化的滚道部分的感应的表层硬化,
35.图2b示意性示出了组装成环的具有在滚道硬化之后的硬化变形的环形区段,
36.图3a示意性示出了表面硬化的环形区段的机械矫正,
37.图3b示意性示出了经过热矫正的环形区段,以及
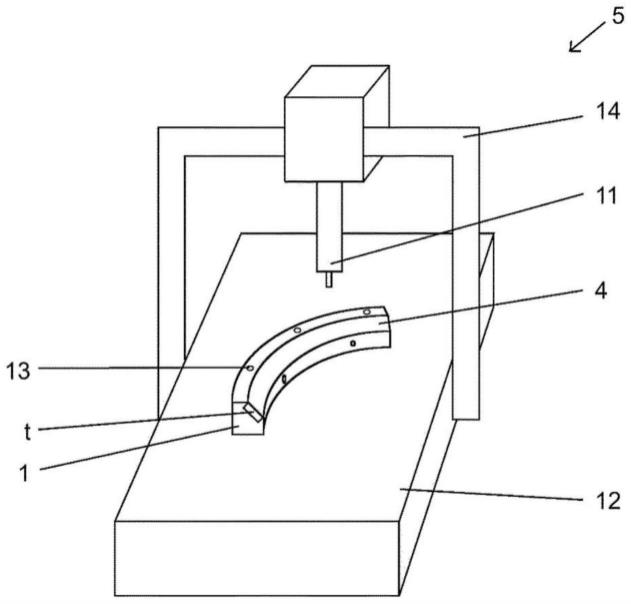
38.图4示意性示出了利用计算机控制的切削机床对矫正的环形区段的切削加工。
具体实施方式
39.在不同的附图中,相同的部件始终具有相同的附图标记,并且因此通常也分别仅命名或提及一次。
40.在图1至图4的实施例中示意性示出了根据本发明的用于制造用于具有至少一个硬化的滚动轴承滚道的分段的滚动轴承环2的环形区段1的方法。该方法包括以下步骤:
41.a)由滚动轴承钢制造具有曲率半径r和分别至少一个未硬化的滚道部分3的环形区段1(图1a至1c),
42.b)至少对未硬化的滚道部分3进行感应的表层硬化,以产生硬化的滚道部分4(图2a和2b),
43.c)矫正环形区段1,以使曲率半径r与分段的滚动轴承环2的额定半径r相匹配(图3a),以及
44.d)将环形区段1切削加工至预先给定的最终尺寸(图4)。
45.图1a示意性地示出了用于制造环形区段的原材料。作为原材料例如可以选择四边形钢或其它异型棒(profi lstange)的形式的棒料6,它们弯曲成具有可给定的曲率半径r的环形区段1。
46.替代地,可以使用-优选无缝轧制的-环形坯料7,该环形坯料被切割成多个环形区段1。在这种情况下,环形坯料优选已经具有制成的分段的滚动轴承环2的额定半径r,从而使得产生的环形区段1的曲率半径r等于额定半径r。滚动轴承环的额定半径r优选为至少4米。
47.在图1b中示意性示出了组合成一个分段的滚动轴承环2的一组环形区段1。图1c示出了进一步加工的环形区段1,在该环形区段上-例如通过铣削-构造了未硬化的滚道部分3。但也可想到的是,滚道部分3在原材料弯曲或分段之前就已经被引入。
48.在图2a中示意性示出了感应表层硬化的步骤。感应器8沿运动方向b在环形区段1的未硬化的滚道部分3上引导。在此,环形区段1在滚道3的区域内被剧烈加热,然后通过随
附的喷淋器淬火。由此,滚道区域中的材料被硬化。产生具有硬化深度t的硬化滚道部分4。替代地,环形区段也可以相对于固定的感应器运动。
49.图2b示意性示出了滚道部分4的表层硬化之后的环形区段1。由于出现了硬化变形,所以环形区段1不再能够组装在一起成为均匀的滚动轴承环2。在硬化时环形区段1的曲率半径r增加,使得在组装时在区段边缘处产生扭曲并且接合处不再彼此贴靠。
50.为了对抗这种效应,可以规定,在考虑预期的硬化变形的情况下,在表层硬化之前预先给定环形区段1的曲率半径r,该曲率半径与分段的滚动轴承环2的额定半径r不同,尤其小于额定半径r。
51.图3a和3b示出了在表层硬化之后的矫正步骤。在所示的实施例中,在热矫正(图3b)之前进行机械矫正(图3a)。为了机械矫正,将环形区段1引入到压力机中,该压力机将弯曲力f施加到环形区段上。弯曲力f例如可以通过未示出的轧辊架中的辊9施加。区段1通过弯曲力f过度弯曲(塑性变形),使得它在释放弯曲力f时保持改变的形状。由此,环形区段的曲率半径r可以以相对少的时间耗费至少粗略地匹配于额定半径r。
52.在机械矫正之后进行热矫正(图3b)。在热矫正时,局部结构变化10通过局部热输入引入到环形区段1中,以匹配曲率半径r。热输入优选通过暂时施加加热装置、所谓的热点来进行。通过周围的冷的环形材料阻止或至少阻碍在热点的区域中的热膨胀,并且出现镦锻效应。镦锻效应造成局部结构变化10,所述结构变化在随后的冷却中保持,由此保持材料的局部收缩。如果在多个不同的位置反复执行热处理,则能够将环形区段1的曲率半径r非常精确地引导至额定半径r。
53.曲率半径r与额定半径r的匹配在矫正时优选以这样的公差进行,即,该公差使得实现了在切削加工时在相应的环形区段1的整个硬化的滚道部分4上得到预先给定的最小硬化深度t(参见图4)。
54.在图3a和3b中示出的矫正之后,可以在可选的方法步骤中在切削加工之前对环形区段1进行回火。这种回火优选在硬化的滚道部分4的区域内进行。通过回火可以使滚道的材料特性进一步与滚动轴承的使用目的相匹配。
55.图4示出了优选地结束该方法的环形区段1的切削加工。在所示出的实施例中,所述加工借助于计算机控制的切削机床5根据3d模型来进行。切削加工可以包括铣削加工步骤。切削机床5例如可以是铣削中心,其构造为具有在门架14上引导的铣刀头11的龙门式铣削机。
56.为了进行加工,将环形区段1放置到机床5的工作台12上并且例如相对于止挡张紧。随后,例如利用机床集成的测量系统来测量环形区段1。由于感应硬化,环形区段1的实际轮廓还偏离优选地由3d模型预先给定的额定轮廓。基于测量值,加工坐标被选择为使得以尽可能少的材料去除量在硬化区域中实现额定轮廓。在感应硬化的滚道部分4的区域中,表面被硬铣削、尤其被精硬铣削。
57.在加工环形区段1的第一侧、加工接合处并引入固定孔13之后,可能需要翻转环形区段并且将其重新放置在机床工作台12上以便加工另一侧。在此,环形区段的校准优选根据第一侧进行。
58.如果通过铣削实现的表面质量符合规定,则可以在铣削之后结束加工。在对表面质量要求更高时,可以优选在相同的机床上对表面进一步加工,例如磨削。
59.以相同的类型和方式加工后续区段,注意区段与区段的连接尺寸几乎没有变化,以便在组装状态下获得基本无缺陷的功能几何形状。
60.根据本发明制造的环形区段除了感应式地表层硬化的滚道部分之外还可以具有其它滚道系统,在这些滚道系统中使用完全硬化的滚道板或滚道线。
61.附图标记说明
62.1环形区段
63.2分段的滚动轴承环
64.3未硬化的滚道部分
65.4硬化的滚道部分
66.5切削机床
67.6棒材
68.7环形坯料
69.8感应器
70.9辊
71.10局部结构变化
72.11铣刀头
73.12机床工作台
74.13固定孔
75.14门架
76.r曲率半径
77.r额定半径
78.t硬化深度
79.t最小硬化深度
80.b运动方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1