套筒紧固件、压铆工装、智能压铆设备及安装方法与流程
1.本发明涉及紧固件领域,具体涉及套筒紧固件、压铆工装、智能压铆设备及其安装方法。
背景技术:
2.常用的压铆工艺原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。目前对于铝合金等型材,焊接性能差,能耗高,且对焊接装备和操作人员要求较高,易产生焊接缺陷,无法达到紧固连接的作用。中国发明专利:201610040552.4中公开了一种套筒螺母,是利用过盈装配而实现套筒螺母与型材的紧固连接,但没有能实现套筒螺母与型材安装孔在有间隙的情况下如何紧固连接。
3.因此,为了减少铆接的废品率,提高铆接的稳定性,保证安装套装的精度和品质,很有必要提供一种解决铝型材局部加强的套筒紧固件、压铆工装、智能压铆设备及安装方法。
技术实现要素:
4.本发明的目的是克服现有技术的不足和缺陷,提供套筒紧固件,以及套筒压铆工装、智能压铆设备及安装方法。
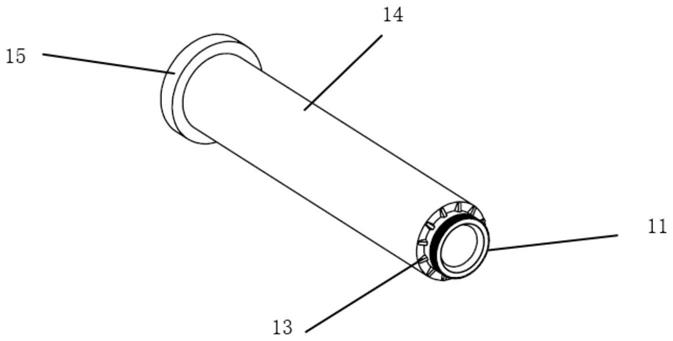
5.本发明的目的是通过以下技术方案来实现的:一种解决铝型材局部加强的套筒紧固件,所述套筒紧固件包括依次连接的头部套管、芯部、套筒端面、套筒本体及套筒底端;所述头部套管呈锥管状,所述头部套管的外壁设有防滑滚花,所述套筒端面的外侧面均匀分布着若干辐条状筋条,所述套筒芯部呈空心状,所述套筒本体呈光滑的圆柱状,所述底端的直径大于所述套筒本体的直径。
6.进一步的,所述头部套管用于插入铝型材上翼板的预开孔,并形成间隙配合。
7.进一步的,所述芯部为螺母或者是通孔。
8.进一步的,所述套筒本体的外侧面还设有滚花,所述滚花靠近所述套筒底端一侧。
9.一种压铆工装结构,包括权利要求1-4任意一条所述的套筒紧固件,还包括压铆模具及定位部件,所述压铆模具与所述定位部件为一体式连接结构,所述定位部件用于与所述头部套筒连接。
10.进一步的,所述压铆工装通过挤压所述头部套管,将所述辐条状筋条嵌合入铝型材上翼板的内侧;同时所述头部套管形成镦粗形变并向外翻铆形成燕尾锁扣。
11.一种智能压铆设备,包括权利要求5所述的压铆工装,还包括钳体部及主控模块,所述钳体部呈c字形,所述钳体部的一端连接有对中调整装置,所述对中调整装置的顶部设有动力部,所述动力部的一侧设有压力传感模块,所述对中调整装置的底部连接有硬件限位装置,所述硬件限位装置与所述压铆工装连接,所述钳体部的另一侧设有行程传感模块;
所述对中调整装置、压力传感模块、硬件限位装置及行程传感模块均与所述主控模块连接。
12.进一步的,所述硬件限位装置的内部设有限位螺母及精密螺杆,所述限位螺母与所述精密螺杆连接;所述对中调整装置设有用于调整压铆工装与智能压铆设备的动力中心线对中的内偏心套环及外偏心套环。
13.进一步的,所述智能压铆设备还设有质量数据采集系统,所述质量数据采集系统包括质量检测管理软件及质量管理硬件,所述质量数据采集系统与所述主控模块连接。
14.套筒紧固件的安装方法,包括如下步骤:
15.s1:将套筒紧固件的头部套管依次穿过铝型材的下翼板和上翼板,至所述套筒底端与铝型材的下翼板过渡配合对中;
16.s2:智能压铆设备向下加压,直至所述压铆工装的定位部件插入所述头部套管,同时所述压铆模具与所述铝型材的上翼板的表面接触;
17.s3:智能压铆设备继续向下加压,直至所述套筒端面的辐条状筋条嵌合压入铝型材的上翼板内侧,同时所述头部套管形成镦粗形变并向外翻铆形成燕尾锁扣;
18.s4:所述压铆工装返程。
19.本发明相比现有技术至少具有以下优点及有益效果:
20.1、本发明的套筒紧固件可以实现于铝合金型材的间隙配合,套筒紧固件通过端面的辐条状筋条嵌合压入铝合金型材上翼板内侧,头部套管向外翻铆形成燕尾锁扣,从而防止所述套筒紧固件与铝合金型材分离,使连接更牢固。
21.2、智能压铆设备的硬限位装置,防止操作人员因误操作,导致工件组合承受过大压力,从而造成批量质量不良品甚至报废等经济损失。
22.3、智能压铆设备的质量数据采集系统通过连接主控模块可以帮助用户分析可能出现的问题,指导操作人员解决问题,排除故障,保证铆接质量。
23.4、智能压铆设备的对中调整装置可以方便调整模具与机器动力中心线对中,补偿加工误差,保证安装套筒精度和品质。
附图说明
24.图1为本发明的套筒紧固件的结构示意图;
25.图2为本发明的套筒紧固件的实施例一的套筒紧固件的侧视图;
26.图3为本发明的套筒紧固件的实施例二的套筒紧固件的侧视图;
27.图4为本发明的套筒紧固件的实施例三的套筒紧固件的立体图;
28.图5为本发明的压铆工装的结构示意图;
29.图6为本发明的套筒紧固件的安装流程图;
30.图7为本发明的智能压铆设备的结构示意图;
31.其中,附图标记为:
32.10为套筒紧固件、11为头部套管、12为芯部、13为套管端面、14为套管本体、15套管底端、20为压铆工装、21为压铆模具、22为定位部件、30为上翼板、40为下翼板、50为智能压铆设备、51为c型钳体部、52为硬限位装置、53为压力传感模块、54为行程传感模块、55为对中调整装置、56为动力部。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例一:
35.参照图1-2,本发明提供一种解决铝型材局部加强的套筒紧固件,所述套筒紧固件10包括依次连接的头部套管11、芯部12、套筒端面13、套筒本体14及套筒底端15;所述头部套管11呈锥管状,头部套管11的外壁设有防滑滚花,防止打滑。套筒端面13的外侧均与分布着若干辐条状筋条,套筒本体14呈圆柱状且表面光滑,所述套筒底端15的直径大于套筒本体14的直径,在本实施例中,芯部12为螺母。头部套管11用于插入铝型材上翼板30的预开孔,并形成间隙配合。套筒底端15与铝型材下翼板40的表面相抵接且过渡配合对中。
36.参考图5,本发明为本实施例中套筒紧固件10提供的压铆工装20,包括压铆模具21及定位部件22,压铆模具21与定位部件22呈一体式连接结构。压铆工装20通过挤压头部套管11,将所述套筒紧固件10的端面的辐条状筋条嵌合压入铝型材上翼板30的内侧,同时,在所述压铆工装20的作用下,头部套管11被挤压形成镦粗形变并向外翻铆形成燕尾锁扣,从而防止套筒紧固件10与铝型材分离,使得连接更加牢固。
37.请重点参考图6,本发明还提供了如上述实施例中所述套筒紧固件10的安装方法,包括如下步骤:
38.s1:将套筒紧固件10的头部套管11依次穿过铝型材的下翼板40和上翼板30,至所述套筒底端15与铝型材下翼板40过渡配合对中;
39.s2:智能压铆设备50向下加压,直至所述压铆工装20的定位部件22插入所述头部套管11,同时所述压铆模具21与所述铝型材的上翼板30的表面接触;
40.s3:智能压铆设备50继续向下加压,直至所述套筒端面13的辐条状筋条嵌合压入铝型材的上翼板30内侧,同时所述头部套管11形成镦粗形变并向外翻铆形成燕尾锁扣;
41.s4:所述压铆工装20返程。
42.参考图7,本发明为本实施例中的套筒紧固件10压铆连接提供的智能压铆设备50,包括压力传感模块53、行程传感模块54及主控模块,主控模块与压力传感模块53、行程传感模块54电连接。在本实施例中,智能压铆设备50的操作模式可以为手动模式或者自动模式。智能压铆设备50包括钳体部51,呈c字形,可立式、也可吊挂平卧式。所述钳体部51的一端连接有对中调整装置55,对中调整装置55的内部包含内偏心套环、外偏心套环,可以方便调整模具与机器动力中心线对中,补偿加工误差,保证安装套筒精度和品质。对中调整装置的顶部连接有动力部56,动力部56为动力电机,提供压铆所需的压力。在动力部56的一侧设有压力传感模块53,底部连接有硬件限位装置52,硬件限位装置52与压铆工装20连接,用于将套筒紧固件10与铝型材铆接。在钳体部51的一侧还设有行程传感模块54。所述对中调整装置55、压力传感模块53、硬件限位装置52及行程传感模块54均与所述主控模块连接。压力传感模块53与行程传感模块54监控专用压铆工装20,达到需要的压铆压力之后,主控模块检测行程是否达到母材与所述套筒紧固件10的设定阈值,若在形变公差范围内,则停止并发出合格信号;若压力或者行程任何一个参数在规定的时间内达不到设定阈值与公差范围,则
检测结果为不合格。
43.进一步的,所述硬件限位装置52内部还设置有限位螺母与精密螺杆,防止操作人员误操作,让工件组合承受过大压力,而造成批量质量不良品甚至报废等重大经济损失。所述智能压铆设备50结构上设置所述对中调整装置55,包含内偏心套环及外偏心套环,可以方便调整模具与机器动力中心线对中,补偿加工误差,保证安装套筒精度和品质。智能压铆设备50还设有质量数据采集系统,质量数据采集系统包括质量检测管理软件及质量管理硬件,所述质量数据采集系统与所述主控模块连接,可以与外部的终端设备连接对智能压铆设备50的工作状态进行直观的数据观测,减少废品率,提高生产效率。
44.实施例二:
45.参考图3,本实施例与实施例一的区别在于:所述套筒紧固件10的芯部12为通孔,本实施例中,套筒紧固件10的压铆步骤与实施例一相同,同样能够实现紧固连接的目的。
46.实施例三:
47.参考图4,本实施例与实施例一、实施例二的区别在于:所述套筒紧固件10的套筒本体14的外侧面设有滚花,属于行业成熟工艺,本实施例中,套筒紧固件10的压铆步骤与实施例一相同,同样能够实现紧固连接的目的。
48.需要说明的是,上述具体实施方式仅仅为本发明的较佳实施例及所运用技术原理,在本发明所公开的技术范围内,任何熟悉本技术领域的技术人员在未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1