一种钢管管端自动贴纸装置及方法与流程
本发明属于管材加工,特别涉及一种钢管管端自动贴纸装置及方法。
背景技术:
1、管端贴纸工艺广泛应用于钢管防腐涂敷作业线,钢管在外表面防腐加工前,为了保证管端预留位置的防腐层能顺利剥离,需绕钢管管端100~150mm处缠绕一圈牛皮纸,一般用带有单面压敏胶的牛皮纸对准备涂敷防腐层的钢管管端外表面缠绕隔离,经过管端贴纸的钢管再经过涂覆及管端打磨后,完成外防腐工艺流程。目前管端贴纸处于除锈检测的工位,设专人在钢管管端进行人工贴纸操作,人工操作存在管端贴纸质量的差异,且纸张在钢管生产线上输送过程中容易出现脱落现象,对后续防腐及管端修磨,存在一定程度的质量影响。
2、中国发明cn 110220073 a钢管防腐线管端自动贴纸机,通过切纸机构、贴纸输送装置将带有单面压敏胶的牛皮纸粘贴在待防腐的钢管管端。将管端缠绕贴纸工艺调整到中频加热与fbe喷涂之间,设备在线进行能够实现自动定位、自动上纸、自动缠纸及自动切纸。工作时自动切纸机与钢管随动,完成一个管端的缠纸工作后,缠纸机通过弹簧自动返回初始位置。该装置虽然解决了人工贴纸效率低的问题,但贴纸质量仍不稳定,无法克服钢管旋转产生的轴向窜动对纸张搭接处产生的误差。
技术实现思路
1、针对上述问题,本发明的目的是提供一种钢管管端自动贴纸装置及方法,解决现有技术下钢管管端人工贴纸效率低,质量不稳定的问题,同时高质量贴纸可以提高钢管外防腐质量,降低企业用工成本,实现岗位自动化。
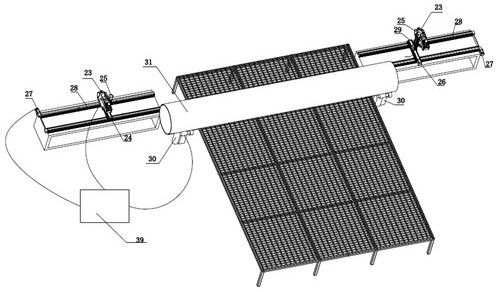
2、本发明的技术方案在于:一种钢管管端自动贴纸装置,包括控制器、升降旋转辊机构、三坐标线性滑移平台、安装在所述三坐标线性滑移平台上的自动贴纸机头,所述控制器分别与所述升降旋转辊机构、三坐标线性滑移平台、自动贴纸机头电连接,所述自动贴纸机头包括自动贴纸机头壳体、从左到右依次固定安装在所述自动贴纸机头壳体内的放纸机构、纸带测量机构、纸带压紧机构、贴纸压平机构、裁纸机构、固定安装在所述自动贴纸机头壳体外侧靠近裁纸机构的管端检测传感器、贴纸宽度检测传感器,所述放纸机构内设有纸带,所述升降旋转辊机构设置在待贴纸钢管两端,用于对钢管进行轴向旋转,所述三坐标线性滑移平台用于所述自动贴纸机头对钢管管端进行定位,在钢管旋转过程中,所述放纸机构内的纸带经所述纸带测量机构、纸带压紧机构、贴纸压平机构与待贴纸钢管的管端贴合,所述裁纸机构用于对纸带进行裁剪。
3、所述三坐标线性滑移平台包括双导轨轴向滑移组件、单导轨水平滑移组件、单导轨竖直滑移组件,所述双导轨轴向滑移组件包括两个平行设置的x轴线性滑轨、x轴伺服电机,所述单导轨水平滑移组件包括y轴线性滑轨、y轴伺服电机,所述单导轨竖直滑移组件包括z轴线性滑轨、z轴伺服电机,所述z轴线性滑轨下端与所述y轴线性滑轨中部固定连接,所述y轴线性滑轨两端分别与所述x轴线性滑轨固定连接,所述自动贴纸机头固定连接在所述z轴线性滑轨上。
4、所述放纸机构包括纸盒、挂纸轮,所述纸盒为圆柱型壳体结构,所述挂纸轮位于所述纸盒圆柱型壳体中心位置,所述纸盒的圆柱型壳体设有铰链式防尘盖,所述铰链式防尘盖通过弹簧式锁紧扣锁紧。
5、所述纸带测量机构包括计米轮总成、挂纸张紧轮,所述计米轮总成包括摩擦轮、与所述摩擦轮中心轴连接的编码器,所述摩擦轮与所述挂纸张紧轮相外切,所述纸带测量机构上方设有连接板,所述连接板用于固定安装自动贴纸机头的外壳。
6、所述纸带压紧机构包括压紧辊、纸槽、压板、顶紧气缸,所述压板位于所述压紧辊正下方与所述纸槽上表面接触,所述顶紧气缸固定安装在所述纸槽下表面,所述顶紧气缸的推头穿过所述纸槽与所述压板固定连接。
7、所述贴纸压平机构包括纸头压紧轮、滑动平移气缸、滑动平移气缸座板、升降气缸、升降气缸座,所述纸头压紧轮安装在所述升降气缸的推头上,所述升降气缸安装在所述升降气缸座上,所述升降气缸座安装在所述滑动平移气缸的推头上,所述滑动平移气缸安装在所述滑动平移气缸座板上。
8、所述裁纸机构包括压尾辊、压辊连接架、弹簧、裁纸刀、裁纸气缸、裁纸气缸座,所述压尾辊可转动连接在所述压辊连接架上,所述压辊连接架末端设有弹簧,所述裁纸刀固定安装在所述裁纸气缸的推头上,所述裁纸气缸安装在所述裁纸气缸座上。
9、所述升降旋转辊机构包括旋转辊、升降油缸、变频电机、设备基座,所述设备基座上固定连接有所述升降油缸、变频电机,所述升降油缸可伸缩端与所述旋转辊下端支架固定连接,所述变频电机与所述旋转辊中心轴可转动连接。
10、一种钢管管端自动贴纸的方法,使用如上所述的任意一种钢管管端自动贴纸装置,具体过程如下:
11、s1:钢管传输设备运送待贴纸钢管至升降旋转辊机构,升降旋转辊机构将待贴纸钢管升至工作高度,管端检测传感器检测到待贴纸钢管后将信号传送给控制器;
12、s2:控制器控制分布在待贴纸钢管两端的三坐标线性滑移平台,驱动双导轨轴向滑移组件沿x轴开始移动,管端检测传感器感应到待贴纸钢管管端后,继续减速前进至待贴纸钢管预留宽度位置后停止移动,控制器根据钢管规格信息,控制三坐标线性滑移平台的单导轨水平滑移组件、单导轨竖直滑移组件将自动贴纸机头移动至对应待贴纸钢管管端下方后停止移动;
13、s3:贴纸压平机构通过升降气缸将带背胶的纸张贴附于待贴纸钢管外表面,滑动平移气缸11带动纸头压紧轮水平移动将纸张头部完全贴附于管端,纸头压紧轮始终保持对被贴纸张的压力,确保在贴纸过程中保持纸张平整;
14、s4:控制器接收到贴纸压平机构压平结束信号后,控制升降旋转辊机构开始旋转,将纸张在钢管管端预留处进行缠绕,纸带测量机构在升降旋转辊机构开始工作时,对出纸量开始计数;
15、s5:当出纸量与钢管外周长相等时,升降旋转辊机构停止旋转,贴纸压平机构的升降气缸下落,滑动平移气缸退回原点,纸带压紧机构将纸张固定压紧,裁纸机构将纸张裁断;
16、s6:控制器收到裁纸机构的裁纸信号后,压尾辊通过弹簧拉力保持对纸张压力,升降旋转辊机构开始旋转,将纸张尾端粘贴完成,控制器控制三坐标线性滑移平台返回原点,升降旋转辊机构下降,将完成贴纸的钢管运送至下一个工作岗位,完成钢管管端的自动贴纸。
17、所述步骤s4中钢管在升降旋转辊机构上旋转过程中如果发生窜动,贴纸宽度检测传感器检测不到钢管管端时,三坐标线性滑移平台开始驱动双导轨轴向滑移组件沿x轴方向进行动态补偿,确保纸张搭接处误差可控。
18、本发明的技术效果在于:1.本发明通过升降旋转辊机构、三坐标线性滑移平台、自动贴纸机头以及控制器,一次性完成钢管管端位置检测、管端贴纸宽度定位、自动贴纸、纸张自动裁剪一系列作业,代替人工贴纸功能,无需人工操作,自动化和作业精度高,提高了贴纸质量,节约了成本,而且极大的降低了岗位员工劳动强度;2.本发明通过安装在贴纸机头处的管端检测传感器,配合三座标滑动平台实现贴纸机头对钢管管端的定位,保证贴纸位置准确,通过安装在贴纸机头处两个传感器完成对钢管管端的实时检测,定位管端贴纸宽度,确保纸张搭接处平整,保证贴纸质量;3.本发明纸带测量装置,能够根据不同规格钢管实际外周长,进行精准的纸张出纸控制,结合自动裁纸机构完成纸张的裁切,可有效防止过量使用而造成的纸张浪费;4.本发明贴纸宽度检测传感器配合三坐标线性滑移平台,能够根据钢管旋转产生的轴向窜动,进行动态补偿,确保纸张搭接处误差可控。
19、以下将结合附图进行进一步的说明。
- 还没有人留言评论。精彩留言会获得点赞!