测试引线密封组件、密封圈、航空发动机及其装配方法与流程
本发明涉及航空发动机测试、改装,尤其涉及一种测试引线密封组件、密封圈、航空发动机及其装配方法。
背景技术:
1、在航空发动机部件测试改装过程中,由于受材料性能、工艺等因素的影响,不允许将测试引线安装座直接焊接在待测试改装的机匣等部件上面。另外,由于现代航空发动机燃烧室等部件、装置的工作温度、压力都很高,为防止发生漏气问题,往往会在引线安装座与机匣之间设置垫片。但现有的测试引线密封组件中,垫片与引线安装座、机匣处于各自分离的状态,在使用时需要首先进行将垫片与引线安装座进行匹配和安装,无法快速地安装、拆卸,效率较低。
技术实现思路
1、本发明要解决的技术问题是为了克服现有技术中测试引线密封组件与机匣无法快速地安装、拆卸的缺陷,提供一种测试引线密封组件、密封圈、航空发动机及其装配方法。
2、本发明是通过下述技术方案来解决上述技术问题:
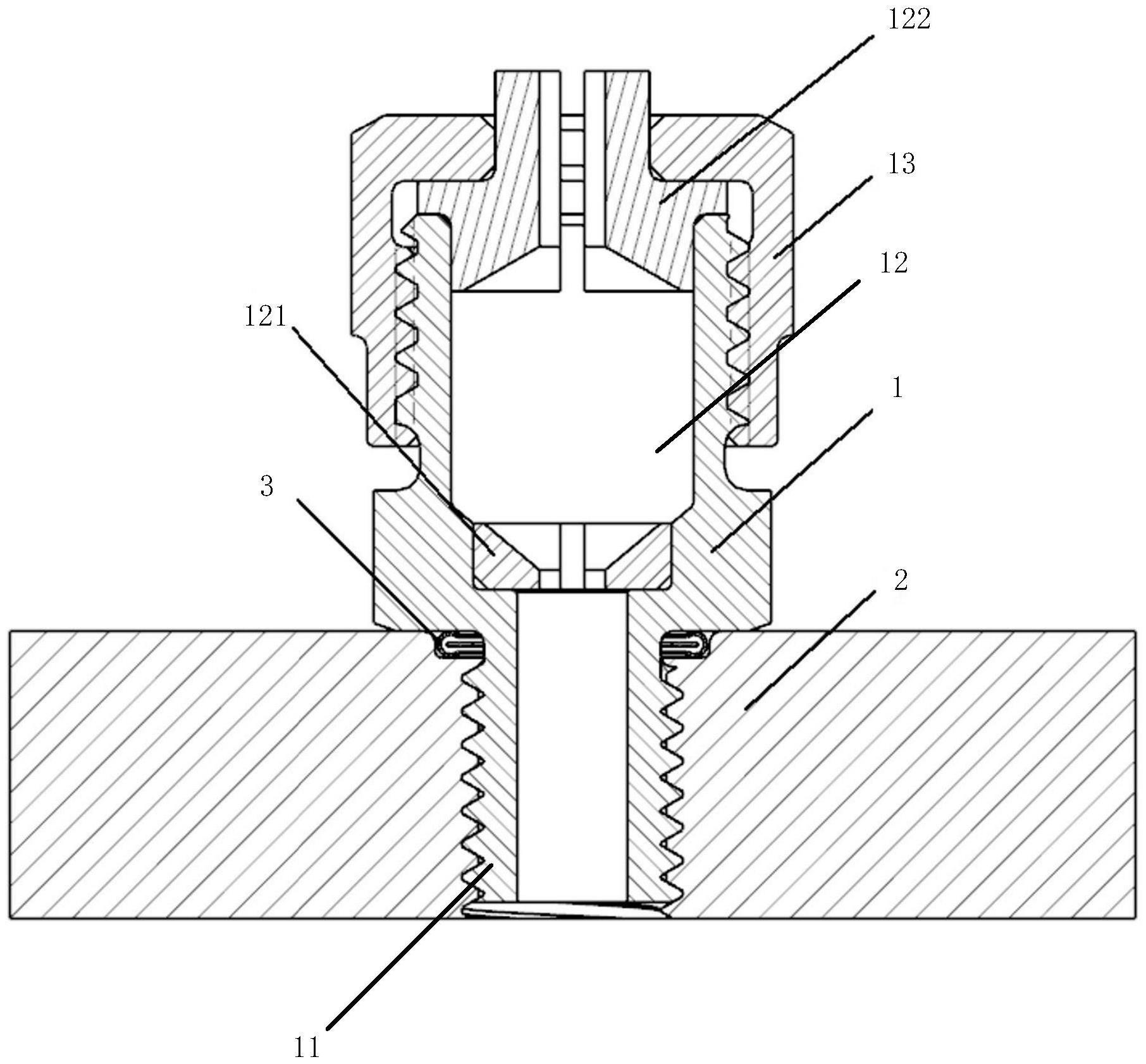
3、一种测试引线密封组件,用于密封机匣的引线导出口,所述测试引线密封组件包括:引线座和密封圈,所述引线座可拆卸地连接在所述机匣的引线导出口处,所述密封圈设置在所述引线座和所述机匣之间;所述引线座设置有限位部,所述限位部与所述密封圈相抵接并向其施加朝向所述引线座的力。
4、在本方案中,采用上述结构形式,引线座通过限位部向密封圈施加作用力使其保持朝向引线座的趋势,当引线座与机匣进行连接或者拆卸时,密封圈始终保持与引线座连接的状态,无需提前布置位置进行安装,或者在拆卸时因为与引线座分离而需要另外收纳,便于引线座与机匣快速地安装和拆卸。
5、较佳地,所述引线座包括螺杆,所述螺杆设置在所述引线座的下部,所述螺杆靠近所述引线座处设置有凹槽,所述限位部为所述凹槽。
6、在本方案中,采用上述结构形式,引线座通过螺杆与机匣螺栓连接,限位部为螺杆靠近引线座处的凹槽,结构简单,制造成本低。
7、较佳地,所述密封圈卡设在所述凹槽上。
8、在本方案中,采用上述结构形式,密封圈卡设在螺杆靠近引线座的凹槽内,密封圈尽可能靠近引线座与机匣的抵接处,不会对安装或者拆卸引线座产生阻碍,便于操作。
9、较佳地,所述密封圈包括封严圈和垫片,所述封严圈的内侧设置有开口,所述垫片的一部分位于所述封严圈的内部,所述垫片的另一部分由所述开口伸出并卡设在所述凹槽上。
10、在本方案中,采用上述结构形式,密封圈通过由封严圈伸出的垫片卡设在凹槽上,限位效果更好,也可避免封严圈因为受到凹槽的作用力而发生磨损;另外,封严圈内侧设置有开口,当引线座与机匣相抵接时更容易发生形变,密封效果更好。
11、较佳地,所述引线座内部开设有容纳腔,所述容纳腔内填充有耐高温密封材料,所述容纳腔的下端壁和上端壁沿所述引线座的轴向分别开设有第一引线孔和第二引线孔,所述容纳腔的内径大于所述第一引线孔和所述第二引线孔的内径。
12、在本方案中,采用上述结构形式,机匣内部产生的高温高压气体在对容纳腔内填充的耐高温密封材料形成作用力时,由于第一引线孔和第二引线孔的内径均小于容纳腔的内径,容纳腔的上端壁会对耐高温密封材料施加反作用力,耐高温密封材料在容纳腔的上端壁的限制下不会被直接吹出容纳腔。
13、较佳地,所述容纳腔的下端壁呈倒锥形,所述容纳腔的上端壁呈正锥形。
14、在本方案中,采用上述结构形式,容纳腔的下端壁和上端壁呈锥形,增大了耐高温密封材料与容纳腔的下端壁和上端壁的接触面积,更好地防止耐高温密封材料被高温高压气体压出容纳腔。
15、较佳地,所述引线座可拆卸地设置有引线座底托和引线座压盖,所述引线座底托的上表面构成所述容纳腔的下端壁,所述引线座压盖的下表面构成所述容纳腔的上端壁。
16、在本方案中,采用上述结构形式,第一引线孔位于引线座底托上,第二引线孔位于引线座压盖上,在需要将引线穿过容纳腔时,可以先依次将引线穿过引线座底托的第一引线孔和引线座压盖的第二引线孔后,再将引线座底托和引线座压盖设置到引线座上,可以方便操作人员将引线穿过引线座。
17、较佳地,所述引线座底托的侧边设置有第一引线槽并与所述第一引线孔连通,所述引线座压盖的侧边设置有第二引线槽并与所述第二引线孔连通。
18、在本方案中,采用上述结构形式,相较于直接将引线穿过第一引线孔和第二引线孔,通过引线座底托侧边的第一引线槽以及引线座压盖侧边的第二引线槽将引线直接滑入与其连通的第一引线孔和第二引线孔,穿引简易、效率高。
19、较佳地,所述引线座还包括引线座压帽,所述引线座压帽与所述引线座螺纹连接并抵接于所述引线座压盖,所述引线座压帽向所述引线座压盖施加朝向所述容纳腔的力。
20、在本方案中,采用上述结构形式,引线座压帽通过螺纹旋紧在引线座上,并向引线座压盖施加作用力使其位置固定,可以防止引线座压盖被高温高压气体顶开。
21、一种航空发动机,包括上述的测试引线密封组件,所述机匣的引线导出口处设置有容置槽,所述容置槽用于容纳所述密封圈。
22、在本方案中,采用上述结构形式,航空发动机的机匣与测试引线密封组件可以快速地安装和拆卸。
23、一种密封圈,应用于上述的测试引线密封组件,所述密封圈包括封严圈和垫片,所述封严圈的内侧设置有开口,所述垫片的一部分位于所述封严圈的内部,所述垫片的另一部分由所述开口伸出,所述密封圈通过所述垫片可拆卸连接于所述引线座。
24、在本方案中,采用上述结构形式,在安装测试引线密封组件时,无需提前布置密封圈的位置进行安装,或者在拆卸时因为密封圈与引线座分离而需要另外收纳,便于引线座与机匣快速地安装和拆卸。
25、一种航空发动机的装配方法,所述航空发动机的装配方法包括:
26、s1、将上述测试引线密封组件连接在所述机匣的引线导出口处;
27、s2、向所述容纳腔填充耐高温密封材料。
28、在本方案中,航空发动机的机匣与测试引线密封组件可以快速地安装和拆卸,容纳腔内填充的耐高温密封材料不容易被高温高压气体顶开,密封效果好。
29、较佳地,步骤s1还包括:s11、将引线穿过所述引线座底托和所述引线座压盖,s12、将所述引线座底托设置在所述引线座的内部,并在向所述容纳腔灌入耐高温密封材料后,s13、将所述引线座压盖连接在所述引线座上,向所述第二引线孔内灌入耐高温密封材料。
30、本方案中,在测试引线密封组件组装前,先将引线穿过引线座底托和引线座压盖,可以降低提高引线穿引引线座的难度,提高组装效率。在引线座压盖连接在所述引线座上之前,向容纳腔内灌入耐高温密封材料,由于容纳腔的内径大于第二引线孔的内径,相较于从第二引线孔灌入耐高温密封材料更方便、快速。引线座压盖连接在引线座上后,再向第二引线孔灌入耐高温密封材料,可以填补前一次灌浇耐高温密封材料留下的间隙,使得密封效果更好。
31、较佳地,所述引线座压帽设置有连通孔,所述连通孔与第二引线孔连通,在步骤s13之后,所述步骤s1还包括:在向所述第二引线孔内灌入耐高温密封材料后,将所述引线座压帽与所述引线座螺纹连接,对所述引线座压帽施加拧紧力矩,使所述引线座压帽向所述引线座压盖施加朝向所述容纳腔的力。
32、在本方案中,对引线座压帽施加拧紧力矩,使引线座压帽朝容纳腔的方向挤压,一方面可以排出耐高温密封材料中残留的空气,使得密封效果进一步提升;另一方面,也可以防止引线座压盖被高温高压气体顶开。
33、较佳地,步骤s2具体包括:通过所述连通孔和所述第二引线孔向所述容纳腔填充耐高温密封材料。
34、在本方案中,再次填充耐高温密封材料,可以填补前两次灌浇耐高温密封材料留下的间隙,使得密封效果更好。
35、本发明的积极进步效果在于:当引线座与机匣进行连接或者拆卸时,密封圈始终保持与引线座连接的状态,无需提前布置位置进行安装,或者在拆卸时因为与引线座分离而需要另外收纳,便于引线座与机匣快速地安装和拆卸。
- 还没有人留言评论。精彩留言会获得点赞!