一种异质金属吸能减震高阻尼构件及其增材制造方法
1.本发明涉及飞行器减震防护技术领域,特别涉及一种异质金属吸能减震高阻尼构件及其增材制造方法。
背景技术:
2.在航空航天领域,如何克服航天飞行器在着陆过程中所产生的剧烈振动问题一直是科学家研究的热点。随着新一代航空航天装备日趋高速化、大功率化,机器设备工作时产生的噪音和振动问题也尤为突出。统计表明,严酷的力学环境将严重影响高精密电子、仪表设备的工作状态,甚至引发航空航天设备的故障,因此,开展航空航天设备减震降噪研究具有重要意义。
3.在传统应用材料中,泡沫铝、蜂窝铝具有良好的阻尼减震性能和冲击能量吸收率。然而,由于材料性能的局限性,上述材料仅为一次性使用材料,不利于提高航空航天设备的工作效率;此外,上述人工合成的多孔材料的结构在性能的优越性方面仍然落后于天然生物结构。受自然蜂巢启发,六角蜂窝结构因具有较高的比能量吸收值得到了广泛的推广和应用。但是,在航空航天着陆防护设备的设计和研发中,受设备空间的限制,单轴压缩下不会发生横向变形的技术需求被多次提及,因此,六角蜂窝结构在此应用方面存在局限性。
4.综上所述,如何实现材料-结构阻尼一体化是目前亟需解决的问题。
技术实现要素:
5.本发明设计了一种零泊松比仿生蜂窝结构,利用现有增材制造技术,实现材料-结构阻尼一体化,提出了一种异质金属吸能减震高阻尼构件,该构件在有效减震缓冲的同时,解决了压缩膨胀所造成的空间挤压问题;此外,利用机械结构和功能材料的优势,为高精密电子、仪表设备的稳定工作提供了保障。
6.一种异质金属吸能减震高阻尼构件,包括连接装置、顶部护套、第一绝缘垫片、限位上部、形状记忆合金减震芯、稳定台、弹簧、限位下部、第二绝缘垫片、构件底座和芯套,限位上部上端设有顶部护套与连接装置,限位上部内径与限位下部外径滑动限位连接,所述形状记忆合金减震芯以及稳定台同心设置在限位上部与限位下部外侧;形状记忆合金减震芯下端与稳定台通过中间层固连,所述弹簧外层包覆绝缘装置,弹簧缠绕在稳定台外侧,弹簧上端与形状记忆合金减震芯下端相连,弹簧下端与构件底座相连,所述构件底座内设置有温控装置,顶部护套与限位上部相连接且位于限位上部上端,顶部护套与形状记忆合金减震芯之间垫有第一绝缘垫片,芯套环绕在顶部护套、形状记忆合金减震芯及弹簧外侧;第二绝缘垫片设置在稳定台与构件底座之间;所述的形状记忆合金减震芯与稳定台为不同材料的高阻尼形状记忆合金;所述形状记忆合金减震芯由零泊松比仿生蜂窝单元阵列组成。
7.更进一步而言,所述的形状记忆合金减震芯为空心柱状结构,单房结构为正泊松比仿生蜂窝单元通过连接杆与负泊松比仿生蜂窝单元连接后周向阵列闭合形成,单房结构
轴向阵列形成零泊松比仿生蜂窝单元。
8.更进一步而言,所述的零泊松比仿生蜂窝单元中正泊松比蜂窝单元数量:负泊松比蜂窝单元数量=1:1,壁厚范围0.4mm-2mm,正泊松比蜂窝单元与负泊松比蜂窝单元内角均为圆角。
9.更进一步而言,所述形状记忆合金减震芯整体高度h3小于限位上部高度h1和限位下部高度h2之和,可压缩应变大于50%。
10.更进一步而言,所述的中间层为al或者cu。
11.更进一步而言,所述限位上部高度h1小于形状记忆合金减震芯最大可变形恢复高度,所述限位下部高度h2大于限位上部最大行程高度,且始终嵌套在限位上部,弹簧高度与稳定台高度相同。
12.异质金属吸能减震高阻尼构件的增材制造方法,包括如下步骤:s1.模型处理:选用三维软件建立形状记忆合金减震芯和稳定台模型,将建好的模型导入到magics中进行处理;
①
沿离悬空面最近的斜面对模型中的悬空面建立块状支撑;
②
设置形状记忆合金减震芯加工材料为niti合金,加工参数为:激光功率75-105w,扫描速度300-600mm/s,扫描间距80-120μm,层厚30μm;
③
设置稳定台加工材料为mn-cu合金,加工参数为:激光功率200-240w,扫描速度100-700mm/s,激光扫描间距60-100μm,层厚30μm;
④
设置中间层为cu金属,厚度为0.1-1mm;
⑤
选用旋转式扫描策略,旋转角度为57
°
或67
°
,条带宽度3-5mm;将处理好的模型导入到加工设备中备用;s2.加工准备:选用多材料选区激光熔化设备加工成型,首先:
①
将niti粉末置于粉末仓c中,将mn-cu粉末置于粉末漏斗a中,将cu粉末置于粉末漏斗b中,所选mn-cu粉末选用》99.89 wt%锰粉和》99.72 wt%球形铜粉进行混粉,重量比为 3:1,混合时间6小时;所述niti粉末ni原子百分比为50.8%,其余为ti原子,粒径为15-53μm;
②
调控成形舱室氧含量<50ppm;
③
对基板进行预热处理,预热温度100-150℃;准备完成后开始打印;s3.成型顺序:
①
形状记忆合金减震芯;
②
中间层;
③
稳定台;s4.后处理:将加工好的产品进行后处理:
①
将形状记忆合金减震芯和稳定台模型连同基板一同热处理,消除内应力;
②
喷砂,去除结构件表面的附着颗粒、表面熔渣及氧化物;
③
利用线切割工艺将形状记忆合金减震芯和稳定台从基板上取下。
13.异质金属吸能减震高阻尼构件的增材制造方法,包括如下步骤:s1.选用三维软件建立形状记忆合金减震芯和稳定台模型,将建好的模型导入到magics中进行处理;
①
沿离悬空面最近的斜面对模型中的悬空面建立块状支撑;
②
赋于形状记忆合金减震芯5模型加工参数:激光功率75-105w,扫描速度300-600mm/s,激光扫描间距80-120μm,层厚30μm;
③
选用旋转式扫描策略,旋转角度为57
°
或67
°
,条带宽度3-5mm;s2.选用粒径为15-53μm,ni成分为50.8%at的niti粉末做加工准备,成形舱室氧含量调控在50ppm以下,基板预热至100-150℃,开始加工;s3.将加工好的产品进行后处理:
①
将形状记忆合金减震芯连同基板一同热处理,消除内应力;
②
喷砂,去除结构件表面的附着颗粒、表面熔渣、氧化物等;
③
利用线切割工艺将形状记忆合金减震芯从基板上取下备用;s4.将形状记忆合金减震芯和铍铝合金稳定台置于浓度为20%-30%的naoh溶液中浸泡20分钟,经清水冲洗后,置于浓度为8%-12%的hcl溶液中15分钟,最后经清水冲洗并冷风吹干,进行表面除污和活化处理;s5.选用al金属作为中间层,通过形状记忆合金减震芯和铍铝合金稳定台进行连接,全程置于ar环境,气体流量15l/min,工艺参数为:激光功率1800w,频率3hz,激光脉冲宽度8ms,焊接速度0.3cm/s。
14.本发明相对于现有技术取得了以下有益技术效果:1.本发明在单轴压缩过程中,由零泊松比仿生蜂窝单元组成的形状记忆合金减震芯满足不发生横向变形的技术需求,同时可实现减震防护。
15.2.本发明中的限位机构既可控制形状记忆合金减震芯的最大运动行程,又可以控制构件的运动方向。
16.3.本发明内部设有温控装置,能够实现形状记忆减震芯的可重复利用。
附图说明
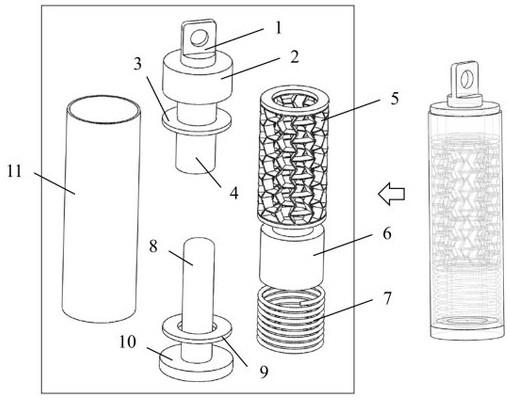
17.图1为本发明的分解示意图。
18.图2为形状记忆合金减震芯结构图。
19.图3为本发明运动过程及自恢复原理示意图。
20.图4 为本发明增材制造成型原理图。
具体实施方式
21.如图1-图4所示,一种异质金属吸能减震高阻尼构件,包括连接装置1、顶部护套2、第一绝缘垫片3、限位上部4、形状记忆合金减震芯5、稳定台6、弹簧7、限位下部8、第二绝缘垫片9、构件底座10和芯套11,限位上部4上端设有顶部护套2与连接装置1,限位上部4内径与限位下部8外径滑动限位连接,所述形状记忆合金减震芯5以及稳定台6同心设置在限位上部4与限位下部8外侧;形状记忆合金减震芯5下端与稳定台6通过中间层固连,所述弹簧7外层包覆绝缘装置,弹簧7缠绕在稳定台6外侧,弹簧7上端与形状记忆合金减震芯5下端相连,弹簧7下端与构件底座10相连,所述构件底座10内设置有温控装置,顶部护套2与限位上部4相连接且位于限位上部4上端,顶部护套2与形状记忆合金减震芯5之间垫有第一绝缘垫片3,芯套11环绕在顶部护套2、形状记忆合金减震芯5及弹簧7外侧;第二绝缘垫片9设置在
稳定台6与构件底座10之间;所述的形状记忆合金减震芯5材料与稳定台6材料为不同的高阻尼形状记忆合金;连接装置1与外部飞行器其他构件连接;所述形状记忆合金减震芯5由零泊松比仿生蜂窝单元阵列组成。
22.更进一步而言,所述的形状记忆合金减震芯5为空心柱状结构,单房结构为正泊松比仿生蜂窝单元通过连接杆与负泊松比仿生蜂窝单元连接后周向阵列闭合形成,单房结构轴向阵列形成零泊松比仿生蜂窝单元。
23.更进一步而言,如图2所示,零泊松比仿生蜂窝单元中正泊松比蜂窝单元数量:负泊松比蜂窝单元数量=1:1,壁厚范围0.4mm-2mm,正泊松比蜂窝单元与负泊松比蜂窝单元内角均为圆角。
24.更进一步而言,所述形状记忆合金减震芯5整体高度h3小于限位上部4高度h1和限位下部8高度h2之和,可压缩应变大于50%,所述形状记忆合金减震芯5材料为niti合金,但不限于niti合金,可为niti-nb形状记忆合金、cualmn形状记忆合金等高阻尼形状记忆合金中的一种或多种。
25.更进一步而言,所述的中间层为al或者cu。
26.更进一步而言,所述限位上部4高度h1小于形状记忆合金减震芯5最大可变形恢复高度,所述限位下部8高度h2大于限位上部4最大行程高度,且始终嵌套在限位上部4;所述限位上部4与限位下部8既用于限制形状记忆合金减震芯5在实现完全形变恢复条件下的最大运动行程,又用于控制构件运动方向;所述弹簧7与稳定台6共同组成第二减震系统,弹簧7高度与稳定台6高度相同;所述构件底座10内的温控装置以弹簧7为桥梁,电热激励形状记忆合金减震芯5形变恢复,实现异质金属缓冲构件可重复利用,该方法以图3所示工作过程进行说明:状态a:构件初始状态;状态b:构件最大变形状态;状态c:构件部分恢复状态;状态d:构件完全恢复状态;当所述吸能减震高阻尼构件承载时,形状记忆合金减震芯5单方向压缩变形,限位上部4随形状记忆合金减震芯5变形而向下运动,当限位上部4与限位下部8接触时,形状记忆合金减震芯5停止变形,高度h3
→
h3’。此时,若继续承载,弹簧7与稳定台6组成的第二减震系统,起主要缓冲和减震作用,所述缓冲构件从状态a
→
状态b;工作完成后,启动温控装置,形状记忆合金减震芯5在电热激励下发生形变恢复,该过程受激励时间、激励温度以及形状记忆合金减震芯5自身性能影响,当小变形量恢复时,所述缓冲构件从状态b
→
状态c;当完全恢复时,所述缓冲构件从状态a
→
状态d。
27.实施例1:一种异质金属吸能减震高阻尼构件增材制造方法,包括如下步骤:s1.模型处理:选用solidworks建立形状记忆合金减震芯5和稳定台6模型,将建好的模型导入到magics中进行处理;
①
沿离悬空面最近的斜面对模型中的悬空面建立块状支撑;
②
设置形状记忆合金减震芯5加工材料为niti合金,加工参数为:激光功率(p)105w,扫描速度(v)600mm/s,扫描间距(h)80μm,层厚30μm;
③
设置稳定台6加工材料为mn-cu合金,加工参数为:激光功率200w,扫描速度
400mm/s,激光扫描间距80μm,层厚30μm;
④
设置中间层为cu金属,厚度为0.8mm;
⑤
选用旋转式扫描策略,旋转角度为67
°
,条带宽度5mm;将处理好的模型导入到加工设备中备用;s2.加工准备:选用多材料选区激光熔化(slm)设备加工成型,首先:
①
将niti粉末置于粉末仓c中,将mn-cu粉末置于粉末漏斗a中,将cu粉末置于粉末漏斗b中,所选mn-cu粉末选用锰粉(》99.89 wt%)和球形铜粉(》99.72 wt%)进行混粉,重量比为 3:1,混合时间6小时;所述niti粉末ni原子百分比为50.8%,其余为ti原子,粒径为15-53μm;
②
调控成形舱室氧含量<50ppm;
③
对基板进行预热处理,预热温度150℃;准备完成后开始打印;s3.成型顺序:
①
形状记忆合金减震芯5;
②
中间层;
③
稳定台6;s4.后处理:将加工好的产品进行后处理:
①
将形状记忆合金减震芯5和稳定台6模型连同基板一同热处理,消除内应力;
②
喷砂,去除结构件表面的附着颗粒、表面熔渣、氧化物等;
③
利用线切割工艺将形状记忆合金减震芯5和稳定台6从基板上取下,制备完成。
28.实施例2:一种异质金属吸能减震高阻尼构件增材制造方法,包括如下步骤:s1.选用solidworks建立形状记忆合金减震芯5和稳定台6模型,将建好的模型导入到magics中进行处理;
①
沿离悬空面最近的斜面对模型中的悬空面建立块状支撑;
②
赋于形状记忆合金减震芯5模型加工参数:激光功率105w,扫描速度600mm/s,激光扫描间距80μm,层厚30μm;
③
选用旋转式扫描策略,旋转角度为67
°
,条带宽度5mm;s2.选用粒径为15-53μm,ni成分为50.8%at的niti粉末做加工准备,成形舱室氧含量调控在50ppm以下,基板预热至150℃,开始加工;s3.将加工好的产品进行后处理:
①
将形状记忆合金减震芯5连同基板一同热处理,消除内应力;
②
喷砂,去除结构件表面的附着颗粒、表面熔渣、氧化物等;
③
利用线切割工艺将形状记忆合金减震芯5从基板上取下备用;s4.将形状记忆合金减震芯5和铍铝合金稳定台6置于浓度为20%-30%的naoh溶液中浸泡20分钟,经清水冲洗后,置于浓度为8%-12%的hcl溶液中15分钟,最后经清水冲洗并冷风吹干,进行表面除污和活化处理;s5.选用al金属作为中间层,通过形状记忆合金减震芯5和铍铝合金稳定台6进行连接,全程置于ar环境,气体流量15l/min,工艺参数为:激光功率1800w,频率3hz,激光脉冲宽度8ms,焊接速度0.3cm/s。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1