一种带接地功能的焊接螺栓及其安装方法与流程
1.本发明属于螺栓技术领域,具体涉及一种带接地功能的焊接螺栓,还涉及一种带接地功能的焊接螺栓的安装方法。
背景技术:
2.汽车的智能网联化发展非常迅速,电气功能越来越多,为保证功能可靠,电气类零件需要保证可靠的接地。目前,在用的接地方案主要是采用接地螺栓配合焊接螺母,或者焊接螺栓配合带盖螺母等形式,均为在螺纹上做改善。接地螺栓的具体原理是,对螺栓的螺纹做处理,使螺栓与螺母螺纹呈过盈配合,挤掉油漆,实现金属的直接接触。这种方式会对螺纹造成一定的损坏,不利于反复使用,而且可能出现接地不良的问题。焊接螺栓配合带盖螺母的形式,成本较高,而且在装配线束端子时需要先将螺母拧下,工序较多。
技术实现要素:
3.本发明的目的就在于提供一种带接地功能的焊接螺栓,还提供一种带接地功能的焊接螺栓的安装方法,以解决防止装配过程中端子跟转,利于线束端子固定的问题。
4.本发明的目的是通过以下技术方案实现的:
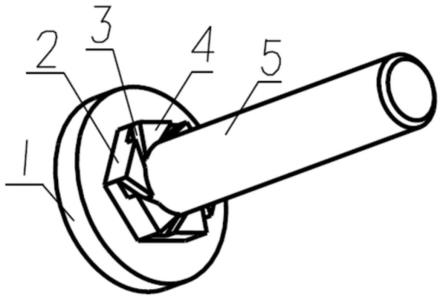
5.一种带接地功能的焊接螺栓,包括焊接螺栓法兰盘1;所述焊接螺栓法兰盘1上表面设有六边形限位结构;所述六边形限位结构2上开有排屑槽3,六边形限位结构2的上表面为接触面4,能够与螺母9的法兰面接触;所述焊接螺栓的螺纹杆5与焊接螺栓法兰盘1连接;
6.钣金7和线束端子8依次穿过焊接螺栓的螺纹杆5,钣金7与所述焊接螺栓法兰盘1固定,且线束端子8在拧紧螺母9过程中不随螺母9转动。
7.进一步地,所述六边形限位结构2由6个三角形限位块连接而成,相邻两个三角形限位块之间设置排屑槽3。
8.更进一步地,所述排屑槽3为长条形凹槽。
9.更进一步地,所述焊接螺栓6的排屑槽3棱边与接触点半径方向呈一定角度。
10.进一步地,所述三角形限位块的上表面为接触面4,用于与螺母9的法兰面接触。
11.进一步地,所述焊接螺栓的螺纹杆5与焊接螺栓法兰盘1为一体结构,冷镦成型。
12.进一步地,所述钣金7中部开有圆形孔,圆形孔直径大于六边形限位结构2六个顶点连接而成的外圆直径。
13.进一步地,所述线束端子8内开六边形孔,与焊接螺栓6的六边形限位结构配合。
14.进一步地,所述焊接螺栓法兰盘1与钣金7焊接固定。
15.一种带接地功能的焊接螺栓的安装方法,包括以下步骤:
16.a、将焊接螺栓6与钣金7焊接在一起;
17.b、焊接后焊接螺栓6与钣金7涂装,表面附着油漆;
18.c、将线束端子8穿过焊接螺栓的螺纹杆5,再拧紧螺母9,线束端子8放置后,焊接螺栓6高出线束端子8为0-0.3mm。
19.与现有技术相比,本发明的有益效果是:
20.本发明从法兰面接触出发,设计了一种带接地功能的焊接螺栓,配合普通螺母,在装配螺母的过程中刮除焊接螺栓接合面上的油漆,不破坏螺纹,实现金属直接接触,进而实现接地,在流水化的装配线上,还可以防止装配过程中端子跟转,利于线束端子的固定。
附图说明
21.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
22.图1-图2带接地功能的焊接螺栓结构图;
23.图3线束端子结构图;
24.图4带接地功能的焊接螺栓结安装示意图;
25.图5焊接螺栓与线束端子位置示意图;
26.图6装配后接合面导电示意图。
27.图中,1.焊接螺栓法兰盘 2.六边形限位结构 3.排屑槽 4.接触面 5.焊接螺栓的螺纹杆 6.焊接螺栓 7.钣金 8.线束端子 9.螺母 e.焊接螺栓与钣金接合面 f.钣金与线束端子接合面 g.焊接螺栓与螺母接合面 h.线束端子与螺母接合面。
具体实施方式
28.下面结合实施例对本发明作进一步说明:
29.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
31.如图1所示,本发明带接地功能的焊接螺栓,包括焊接螺栓法兰盘1,所述焊接螺栓法兰盘1用于与钣金7焊接固定。
32.所述焊接螺栓法兰盘1上表面设有六边形限位结构,所述六边形限位结构用于防止线束端子8在拧紧螺母9过程中随螺母9转动。
33.所述六边形限位结构2上开有排屑槽3,用于被去除油漆的留存,减少油漆在接触面的残留,有助于增加螺母9与焊接螺栓6的金属接触面积。具体地,所述六边形限位结构2由6个三角形限位块连接而成,相邻两个三角形限位块之间设置排屑槽3,实现与螺母9法兰面的接触,利用法兰面接触导电。本发明中,排屑槽3为长条形凹槽,其它形式的凹槽,如圆弧凹槽,曲线凹槽等能实现刮除、排出油漆功能的结构也可实现接地功能。
34.所述三角形限位块的上表面为接触面4,用于与螺母9的法兰面接触,装配时,该表面油漆被螺母磨掉,最终通过该面实现与螺母9的接触,利用法兰面接触导电。
35.所述焊接螺栓的螺纹杆5与焊接螺栓法兰盘1为一体结构,冷镦成型。
36.如图2所示,带接地功能的焊接螺栓的排屑槽3棱边与接触点半径方向呈一定角度,有利于去除接触面油漆。
37.如图3所示,所述线束端子8内开六边形,与六边形限位结构22配合,防止拧紧螺母9时线束端子8跟转。
38.所述钣金7中部开有圆形孔,圆形孔直径大于六边形限位结构2六个顶点连接而成的外圆直径。
39.一种带接地功能的焊接螺栓的安装方法,焊接螺栓6与钣金7焊接在一起后,经过涂装,表面附着油漆。而后放好线束端子8,拧紧螺母9,如图4所示。要求线束端子8放置后,焊接螺栓6高出线束端子8为0-0.3mm,以保证焊接螺栓接合面油漆被充分打磨,如图5所示。装配后,电流通过钣金-》焊接螺栓-》螺母-》线束端子,实现接地需求,如图6所示,通过e面、g面和h面导电。
40.所述e面为焊接螺栓6与钣金7接合面,焊接连接,可导电。所述f面为钣金7与线束端子8接合面,钣金7附着油漆,不可导电。所述g面为焊接螺栓6与螺母9接合面,装配前焊接螺栓6附着油漆不可导电,装配过程中焊接螺栓6表面油漆被打磨,装配后焊接螺栓6裸露金属与螺母9接触,可导电。所述h面为线束端子8与螺母9接合面,金属接触连接,可导电。
41.实施例1
42.一种带接地功能的焊接螺栓,包括焊接螺栓法兰盘1和焊接螺栓的螺纹杆5,所述焊接螺栓法兰盘1与焊接螺栓的螺纹杆5为一体结构,冷镦成型。所述焊接螺栓法兰盘1上表面设有六边形限位结构,六边形限位结构2由6个三角形限位块连接而成,相邻两个三角形限位块之间设置长条形排屑槽3。所述三角形限位块的上表面为接触面4,用于与螺母9的法兰面接触。所述排屑槽3棱边与接触点半径方向呈一定角度。所述线束端子8内开六边形,与六边形限位结构22配合,防止拧紧螺母9时线束端子8跟转。
43.上述带接地功能的焊接螺栓的安装方法,包括以下步骤:焊接螺栓6与钣金7焊接在一起后,经过涂装,表面附着油漆。而后放好线束端子8,拧紧螺母9,如图4所示。要求线束端子8放置后,焊接螺栓6高出线束端子8为0-0.3mm。装配后,电流通过钣金-》焊接螺栓-》螺母-》线束端子,实现接地需求通过e面、g面和h面导电。所述e面为焊接螺栓6与钣金7接合面,焊接连接,可导电。所述f面为钣金7与线束端子8接合面,钣金7附着油漆,不可导电。所述g面为焊接螺栓6与螺母9接合面,装配前焊接螺栓6附着油漆不可导电,装配过程中焊接螺栓6表面油漆被打磨,装配后焊接螺栓6裸露金属与螺母9接触,可导电。所述h面为线束端子8与螺母9接合面,金属接触连接,可导电。
44.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1