触摸板贴合组装设备的制作方法
1.本发明涉及电子设备加工技术领域,具体是涉及一种触摸板贴合组装设备。
背景技术:
2.触摸板,作为电子产品中常见的结构部件,得到广泛应用。以笔记本电脑为例,使用者操作笔记本电脑时,通过手指触碰、滑动以控制屏幕鼠标等操作。触摸板一般呈长方形或者正方形,主要是通过背胶的方式贴合在触控模组上,背胶一般设置在触控模组上。如果利用手工贴合触摸板,势必会造成倾斜以及边缘间距不等等产品缺陷,严重影响产品的品质。
3.中国专利cn 212947488 u提出了一种新型触摸板组装治具,通过采用在固定板上贯穿放置口,将触摸板限制在放置口内。这种结构的组装治具对产品以及治具之间的配合要求较高,在限定情况良好的情况下,能够实现四周间隙的调整。但是,这种结构的治具机械化程度低,更显著的缺点是无法实现触摸板的平整贴合,无法达到水平度的要求,易造成向一侧倾斜微小角度的缺陷,势必会造成触摸板使用过程的中使用感受以及控制精度。
4.有鉴于此,本发明提出了一种触摸板贴合组装设备,能够实现触摸板的贴合组装。
技术实现要素:
5.本发明的目的在于提出一种触摸板贴合组装设备,实现键盘框架的对齐校准和吸合锁紧,触摸板的对齐校准,以及触摸板的推进贴合这三种功能。
6.为了实现上述目的,本发明所采用的技术方案为:
7.一种触摸板贴合组装设备,由配电箱体和定位面板组成,所述定位面板上镂空预设有触摸板定位型腔工作区域,所述定位面板上设置对齐组件用于装配载体的固定限位,所述配电箱体中置于触摸板定位型腔下方设置触摸板的对齐校准组件和推进贴合组件,便于将触摸板贴合在装配载体之上。
8.作为本发明的进一步优选技术方案,所述定位面板上一组相邻的边设计一组限位挡块,另一组相邻的边则分别设计一组对齐组件,所述对齐组件由定位气缸、气缸导杆、推板以及连接板组成,所述定位气缸安装在配电箱体内部,定位气缸的气缸导杆与推板之间通过连接板连接,使推板置于定位面板的上方。
9.作为本发明的进一步优选技术方案,所述对齐校准组件、推进贴合组件依次设置总成支撑板的上部,所述总成支撑板固定安装在配电箱体内部底板上,所述触摸板平放于推进贴合组件之上;所述总成支撑板的下部分别固定连接有对齐顶升气缸、推进顶升气缸;所述对齐顶升气缸的导杆穿过总成支撑板与对齐校准组件连接,通过对齐顶升气缸的工作,实现触摸板的对齐,调整控制其装配后边缘距离触控模组四周的间隙;所述推进顶升气缸的导杆穿过总成支撑板与推进贴合组件连接,通过推进顶升气缸的工作,实现将触摸板平整的贴合在触控模组上。
10.作为本发明的进一步优选技术方案,所述推进贴合组件由放置平台、置于放置平
台底部的第一定位柱组成;所述对齐校准组件主要由装载板、联动组件组成,所述装载板的中部设计有凹陷槽,推进贴合组件的放置平台处于凹陷槽中,且放置平台与凹陷槽底部平面彼此不接触。
11.作为本发明的进一步优选技术方案,所述装载板底部与对齐顶升气缸连接的导杆穿过总成支撑板上对应位置的孔;所述放置平台底部的第一定位柱、放置平台底部与推进顶升气缸连接的导杆均穿过凹陷槽、总成支撑板上对应位置的孔。
12.作为本发明的进一步优选技术方案,所述联动组件由联动导柱、l形塞片、塞片压板、滑块、导轨、弹簧以及弹簧座组成;导轨、弹簧座安装在装载板之上,l形塞片通过塞片压板装配在滑块上,滑块则嵌合在导轨之上并通过弹簧与弹簧座连接,弹簧的伸缩方向与导轨的长度方向保持一致;l形塞片共同围合成用于夹持触摸板的区域,初始状态下,塞片围合区域的面积略大于触摸板的面积尺寸,随着滑块在导轨上行进,带动l形塞片向触摸板的边缘靠近直至抵接。
13.作为本发明的进一步优选技术方案,所述联动导柱底部安装于总成支撑板上,中部呈圆柱状穿过装载板上对应位置的孔,其顶部呈上小、下大的圆台形状;所述塞片压板具有一个抵接端,初始状态下,塞片压板的抵接端与联动导柱上圆台位置的底部抵接;随着对齐顶升气缸的导杆带动装载板向上移动一定距离,塞片压板的抵接端与联动导柱的抵接位置由圆台的底部逐渐向顶部移动;弹簧将推动滑块向前移动,并带动l形塞片向中部收拢,直至将触摸板的四周夹持。
14.作为本发明的进一步优选技术方案,所述定位面板上镂空预设有真空吸盘组件,所述真空吸盘组件通过管路连接至配电箱体外部真空发生设备,其用于装配载体的吸合固定。
15.与现有技术相比,本发明的有益效果表现在:
16.1)、本发明提出的这种触摸板贴合组装设备,对放入触摸板的角度、力度要求较低,设备通过自动调整,实现触摸板的对其校准以及贴合。设备自动化程度高,依次放入触摸板、键盘框架,启动设备,即可实现键盘框架的对齐校准以及吸合锁紧、触摸板的对齐校准以及推进贴合一系列自动化加工,加工精度高,水平度以及四周间隙控制能够达到生产控制要求。加工完毕后,各组件迅速复位,即可将组装完整的产品取出,从而完成一次贴合加工,极大程度提升触摸板的组装效率。
17.2)、本发明提出的这种触摸板贴合组装设备,通过更换不同尺寸的联动导柱,改变联动导柱上圆台的大小,控制l形塞片行进的位移,即可实现不同尺寸的触摸板的加工需求,设备通用性高,能够显著节约组装设备的制造成本。
附图说明
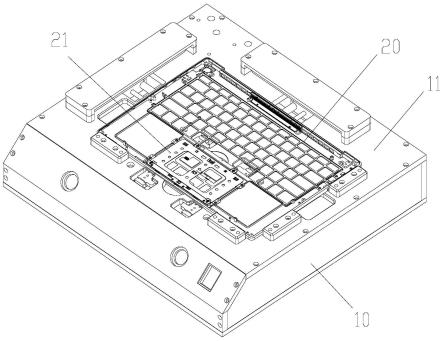
18.图1为键盘框架置于本发明的触摸板贴合组装设备上的结构示意图。
19.图2为本发明的触摸板贴合组装设备的结构示意图。
20.图3为本发明的触摸板贴合组装设备拆除定位面板后的结构示意图。
21.图4为对齐校准组件、推进贴合组件以及总成支撑板之间的位置关系示意图。
22.图5为联动组件的结构示意图。
23.图中,各附图标记含义如下:
24.10-配电箱体,11-定位面板,12-限位挡块,13-真空吸盘组件,14-触摸板定位型腔,15-防护盖,16-避让槽;
25.20-键盘框架,21-触控模组;
26.30-推板,31-定位气缸,32-气缸导杆,33-接板;
27.40-放置平台,41-第一定位柱,42-装载板,43-定位孔,44-凹陷槽,45-联动组件,46-总成支撑板,47-第二定位柱,49-联动导柱,50-塞片压板,52-l形塞片,53-弹簧座,54-滑块,55-导轨,56-弹簧;
28.60-对齐顶升气缸,61-推进顶升气缸;
29.100-对齐校准组件,200-推进贴合组件;
具体实施方式
30.为了解决手工贴合触摸板所存在的技术问题,即会造成倾斜以及边缘间距不等等产品缺陷,严重影响产品的品质。本发明提出了一种触摸板贴合组装设备,可以实现
①
键盘框架的对齐校准以及吸合锁紧,
②
触摸板的对齐校准,
③
触摸板的推进贴合这三种功能。
31.请参阅图1和2所示,该触摸板贴合组装设备主要由配电箱体10、定位面板11组成,定位面板11置于配电箱体10顶部平面,并镂空预设有真空吸盘组件13、触摸板定位型腔14等工作区域。同时,为了便于装配载体(本实施例以笔记本电脑的键盘框架20为例)的对齐,在定位面板11上一组相邻的边设计一组限位挡块12,而另一组相邻的边则分别设计一组对齐组件,通过两组对齐组件的工作,能够实现将键盘框架20暂时固定限位在定位面板11上,同时确保键盘框架20上的触控模组21置于触摸板定位型腔14的正上方,便于接下来的触摸板贴合组装。由于触摸板贴合组装时,触摸板对触控模组21存在瞬间向上的顶升力,因此,为了避免键盘框架20脱离其限位区域,通过真空吸盘组件13将其吸合固定,避免其移动,便于触摸板的装配。而真空吸盘组件13则通过管路连接至配电箱体10外部真空发生设备。
32.请参阅图3所示,对齐组件主要由定位气缸31、气缸导杆32、推板30以及连接板33组成,定位气缸31安装在配电箱体10内部,定位气缸31的气缸导杆32与推板30之间通过连接板33连接,使推板30置于定位面板11的上方,同时,定位面板11上镂空预设有连接板33行进的避让槽16。由于推板30处于定位面板11的上方,因此,在定位面板11上位于推板30的上方位置设置一个防护盖15,防护盖15三面封闭,一面开口,便于推板30进出。利用防护盖15对处于非工作状态下的推板30进行防护,避免受到撞击而损坏对齐组件的定位气缸、导杆等部件。
33.请一并参阅图4所示,为了达到触摸板的对齐校准、推进贴合功能的实现,在配电箱体10内部且位于定位面板11上触摸板定位型腔14的正下方,设置触摸板的对齐校准组件100和推进贴合组件200,两种功能组件集成在一块总成支撑板46上,总成支撑板46通过螺栓固定安装在配电箱体10内部底板上。
34.总成支撑板46的上部依次设置有对齐校准组件100、推进贴合组件200,触摸板平放于推进贴合组件200之上。总成支撑板46的下部分别固定连接有对齐顶升气缸60、推进顶升气缸61。
35.对齐顶升气缸60的导杆穿过总成支撑板46与对齐校准组件100连接,通过对齐顶升气缸60的工作,实现触摸板的对齐,调整控制其装配后边缘距离触控模组21四周的间隙。
推进顶升气缸61的导杆穿过总成支撑板46与推进贴合组件200连接,通过推进顶升气缸61的工作,实现将触摸板平整的贴合在触控模组21上。
36.推进贴合组件200由放置平台40、置于放置平台40底部的第一定位柱41组成。对齐校准组件100主要由装载板42、联动组件45组成,装载板42集成安装联动组件45,装载板42的中部设计有长方形或正方形的凹陷槽44,推进贴合组件200的放置平台40处于凹陷槽44中,且放置平台40与凹陷槽44底部平面彼此不接触。
37.放置平台40底部的第一定位柱41、放置平台40底部与推进顶升气缸61连接的导杆均穿过凹陷槽44、总成支撑板46上对应位置的孔。装载板42底部与对齐顶升气缸60连接的导杆穿过总成支撑板46上对应位置的孔。同时,为了提高装载板42上下行进的稳定性,在装载板42的四周设置定位孔43,在总成支撑板46上对应位置设置第二定位柱47。装载板42与总成支撑板46装配时,第二定位柱47插入定位孔43中,从而提高装载板42上下行进的稳定性。
38.作为本发明的核心组件,联动组件45的主要工作目的是实现触摸板的水平定位校准,从而控制装配后触摸板边缘距离触控模组四周的间隙,以达到生产控制的质量要求。请一并参阅图5,在本实施例中有8组联动组件45,每两组设置在凹陷槽44的一边。每组联动组件45由联动导柱49、l形塞片52、塞片压板50、滑块54、导轨55、弹簧56以及弹簧座53组成。导轨55、弹簧座53安装在装载板42之上,l形塞片52通过塞片压板50装配在滑块54上,滑块54则嵌合在导轨55之上并通过弹簧56与弹簧座53连接,弹簧56的伸缩方向与导轨55的长度方向保持一致。装配完成后,8个l形塞片52共同围合成长方形或正方形,初始状态下,塞片围合区域的面积略大于触摸板的面积尺寸,随着滑块54在导轨55上行进,带动l形塞片52向触摸板的边缘靠近直至抵接。
39.滑块54在导轨55上行进,则是通过装载板42上下行进时联动导柱49、塞片压板50以及弹簧56之间的配合而实现的。联动导柱49底部安装于总成支撑板46上,中部呈圆柱状穿过装载板42上对应位置的孔,其顶部呈上小、下大的圆台形状。与此对应的是,塞片压板50具有一个抵接端,初始状态下,塞片压板50的抵接端与联动导柱49上圆台位置的底部抵接。
40.随着对齐顶升气缸60的导杆带动装载板42向上移动一定距离,塞片压板50的抵接端与联动导柱49的抵接位置由圆台的底部逐渐向顶部移动。由于弹簧56始终处于压缩的状态,因此,弹簧56将推动滑块54向前移动,并带动l形塞片52向中部收拢,直至将触摸板的四周夹持,从而实现触摸板的水平定位校准。此时,放置平台40与凹陷槽44底部平面仍然彼此不接触。
41.接下来,通过推进顶升气缸61的导杆带动放置平台40向上移动一定距离,从而将放置平台40上已经定位校准的触摸板推进贴合在键盘框架20的触控模组21之上,并维持数秒直至贴合紧密。值得注意的是,触摸板在向上移动过程中始终处于被l形塞片夹持状态,避免其向上移动过程中水平定位校准的失效。
42.然后,随着对齐顶升气缸60的导杆带动装载板42向下移动,塞片压板50的抵接端与联动导柱49的抵接位置由圆台的顶部逐渐向底部移动,带动滑块54将压缩弹簧56,使l形塞片52退回至初始位置。同时,通过推进顶升气缸61的导杆带动放置平台40向下移动,使放置平台40恢复初始位置。
43.最后,真空吸盘组件13停止工作,同时,对齐组件的推板30恢复初始位置,手动将装配完成的键盘框架(图1所示)取出,完成一次装配操作。
44.通过更换不同尺寸的联动导柱49,改变联动导柱49上圆台的大小,控制l形塞片52行进的位移,即可实现不同尺寸的触摸板的加工需求。
45.以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1