一种芯体管的制作方法
1.本实用新型涉及芯体管技术领域,具体为一种芯体管。
背景技术:
2.现今随着科技水平的快速发展,芯体管采用a、b两组环氧芯体管生产出的复合外套moa质量好的原因是,a、b两组环氧芯体管的高温固化时间较长,使环氧树脂充分固化,管子外观渗胶很好,a、b两种环氧芯体管在模具内发生近乎纯弹性变形,其变形机理是,在模具内硫化橡胶时,一般都是在环氧芯体管上下放置一定量的生橡胶,但是芯体管存在内部组装缺陷。
3.市场上的芯体管内部采用多组组装黏合,芯体管内部线条采用混合式,难以对芯体管内部线体进行分类,芯体管连接处采用整体包裹结构,外部线体没有相应的分类结构。
技术实现要素:
4.本实用新型的目的在于提供一种芯体管,以解决上述背景技术中提出的市场上的芯体管内部采用多组组装黏合,芯体管内部线条采用混合式,难以对芯体管内部线体进行分类,芯体管连接处采用整体包裹结构,外部线体没有相应的分类结构的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种芯体管,包括芯管和芯管塑料,所述芯管的顶端设置有线体安装机构,所述芯管的下方安装有组装线管机构,且组装线管机构的下方设置有芯管套机构,所述芯管塑料安装于芯管套机构的中部,组装线管机构的内部设置有束线盘,且束线盘的内部开设有贯穿孔。
6.进一步的,所述芯管的内部嵌入安装有线体安装机构,且芯管贯穿安装在组装线管机构中部。
7.进一步的,所述组装线管机构与芯管套机构之间为活动连接,且芯管套机构与芯管塑料之间为固定连接。
8.进一步的,所述贯穿孔分布开设在束线盘的内部四周,且束线盘与芯管之间为活动连接。
9.进一步的,所述线体安装机构包括线体嵌入槽和中部线孔,所述线体安装机构的中部设置有中部线孔,且中部线孔的四周开设有线体嵌入槽。
10.进一步的,所述芯管套机构包括内部嵌入槽和线体凹槽,所述芯管套机构的内部开设有内部嵌入槽,且内部嵌入槽的内部设置有线体凹槽。
11.进一步的,所述内部嵌入槽和线体凹槽分布开设在芯管套机构,且芯管套机构包裹在组装线管机构下方。
12.与现有技术相比,本实用新型的有益效果是:该芯体管,当线体安装机构安装在芯管顶端,使得芯管贯穿安装在组装线管机构中部时,同时将贯穿孔分布开设在束线盘的内部四周,有效的将线体贯穿在贯穿孔和束线盘中,可对贯穿孔和束线盘进行线束分类贯穿,同时将线束贯穿延长分布包裹在芯管外部。
13.1.本实用新型,当线体安装机构安装在芯管顶端,使得芯管贯穿安装在组装线管机构中部,使得线束贯穿安装在线体嵌入槽和中部线孔中,有效的将线体安装机构分别隔离安装在线束,利于芯体管进行分类,改变芯体管内部采用多组组装黏合,利于芯体管内部线条采用混合式,对芯体管内部线体进行分类。
14.2.本实用新型,可将不同种类的线体贯穿安装在芯管套机构与芯管塑料内部时,使得内部嵌入槽和线体凹槽分布开设在芯管套机构内部,可使线束嵌入安装在内部嵌入槽和线体凹槽中,带有线束的芯管套机构包裹在芯管塑料上,利于芯体管连接处采用内部包裹,可使芯体管线体安装机构外部线体有相应的分类结构。
附图说明
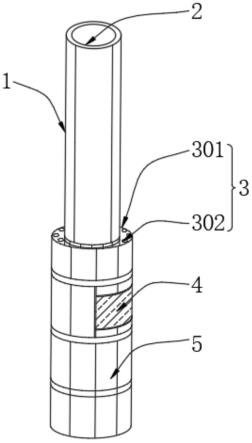
15.图1为本实用新型立体结构示意图;
16.图2为本实用新型线体安装机构的内部结构示意图;
17.图3为本实用新型芯管套机构的内部结构示意图。
18.图中:1、芯管;2、线体安装机构;201、线体嵌入槽;202、中部线孔;3、组装线管机构;301、贯穿孔;302、束线盘;4、芯管塑料;5、芯管套机构;501、内部嵌入槽;502、线体凹槽。
具体实施方式
19.如图1所示,本实用新型提供一种技术方案:一种芯体管,包括芯管1和芯管塑料4,芯管1的顶端设置有线体安装机构2,芯管1的下方安装有组装线管机构3,且组装线管机构3的下方设置有芯管套机构5,芯管塑料4安装于芯管套机构5的中部,组装线管机构3的内部设置有束线盘302,且束线盘302的内部开设有贯穿孔301,芯管1的内部嵌入安装有线体安装机构2,且芯管1贯穿安装在组装线管机构3中部,将线体安装机构2安装在芯管1顶端,使得芯管1贯穿安装在组装线管机构3中部,可使线体安装在芯管1、线体安装机构2和组装线管机构3中,组装线管机构3与芯管套机构5之间为活动连接,且芯管套机构5与芯管塑料4之间为固定连接,将组装线管机构3封装在固定连接的芯管套机构5与芯管塑料4,可将不同种类的线体贯穿安装在芯管套机构5与芯管塑料4内部,同时将组装线管机构3封装,贯穿孔301分布开设在束线盘302的内部四周,且束线盘302与芯管1之间为活动连接,当线体安装机构2安装在芯管1顶端,使得芯管1贯穿安装在组装线管机构3中部时,同时将贯穿孔301分布开设在束线盘302的内部四周,有效的将线体贯穿在贯穿孔301和束线盘302中,可对贯穿孔301和束线盘302进行线束分类贯穿,同时将线束贯穿延长分布包裹在芯管1外部。
20.如图2所示,本实用新型提供一种技术方案:一种芯体管,线体安装机构2包括线体嵌入槽201和中部线孔202,线体安装机构2的中部设置有中部线孔202,且中部线孔202的四周开设有线体嵌入槽201,将线体嵌入槽201和中部线孔202分别开设在线体安装机构2中,当线体安装机构2安装在芯管1顶端,使得芯管1贯穿安装在组装线管机构3中部,使得线束贯穿安装在线体嵌入槽201和中部线孔202中,有效的将线体安装机构2分别隔离安装在线束,利于芯体管进行分类,改变芯体管内部采用多组组装黏合,利于芯体管内部线条采用混合式,对芯体管内部线体进行分类。
21.如图3所示,本实用新型提供一种技术方案:一种芯体管,芯管套机构5包括内部嵌入槽501和线体凹槽502,芯管套机构5的内部开设有内部嵌入槽501,且内部嵌入槽501的内
部设置有线体凹槽502,内部嵌入槽501和线体凹槽502分布开设在芯管套机构5,且芯管套机构5包裹在组装线管机构3下方,当组装线管机构3封装在固定连接的芯管套机构5与芯管塑料4,可将不同种类的线体贯穿安装在芯管套机构5与芯管塑料4内部时,使得内部嵌入槽501和线体凹槽502分布开设在芯管套机构5内部,可使线束嵌入安装在内部嵌入槽501和线体凹槽502中,带有线束的芯管套机构5包裹在芯管塑料4上,利于芯体管连接处采用内部包裹,可使芯体管线体安装机构外部线体有相应的分类结构。
22.综上,该芯体管,使用时,当线体安装机构2安装在芯管1顶端,使得芯管1贯穿安装在组装线管机构3中部时,同时将贯穿孔301分布开设在束线盘302的内部四周,有效的将线体贯穿在贯穿孔301和束线盘302中,可对贯穿孔301和束线盘302进行线束分类贯穿,将线体嵌入槽201和中部线孔202分别开设在线体安装机构2中,当线体安装机构2安装在芯管1顶端,使得芯管1贯穿安装在组装线管机构3中部,使得线束贯穿安装在线体嵌入槽201和中部线孔202中,有效的将线体安装机构2分别隔离安装在线束,利于芯体管进行分类,改变芯体管内部采用多组组装黏合,当组装线管机构3封装在固定连接的芯管套机构5与芯管塑料4,可将不同种类的线体贯穿安装在芯管套机构5与芯管塑料4内部时,使得内部嵌入槽501和线体凹槽502分布开设在芯管套机构5内部,可使线束嵌入安装在内部嵌入槽501和线体凹槽502中,带有线束的芯管套机构5包裹在芯管塑料4上,利于芯体管连接处采用内部包裹。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1