一种高炉炼铁压力管道在线带压修复装置的制作方法
1.本技术涉及高炉炼铁压力管道技术领域,尤其涉及一种高炉炼铁压力管道在线带压修复装置。
背景技术:
2.高炉炼铁压力管道带压修复一直是焊接领域的一个技术难题,以往多是在设备停止运行,管道泄压之后进行焊补修复。高炉送风系统、粗煤气系统、料罐装料系统包含500-3000毫米等各种规格的管道。各种介质管道经常因腐蚀、气流冲刷、密封失效等而产生泄漏突发故障,在高炉炼铁主体系统中几乎所有介质管道系统均为单系统,设备停止运行,管道泄压、减压便意味着高炉停产、减产。因为高炉生产的特殊性,短时间停风、减风都将对炉况造成巨大影响,影响高炉持续、稳定运行。此方法直接影响到高炉整体运行情况,造成高炉减产,显然不适用于高炉系统管道设备的修复。目前国内同行业尚无针对此技术的系统描述,一般同行业采取直接焊接和特殊胶类进行处理,由于受高温和压力的影响,处理方法不是很有效果。只能做为临时的处理措施,不能彻底处理隐患。不能够为高炉正常生产提供保证。
技术实现要素:
3.本实用新型的目的在于提供一种高炉炼铁压力管道在线带压修复装置,具有有效的处理了管道泄漏故障,避免了因泄漏造成的高炉停风或减风,有效延长了介质管道整体使用寿命,保证高炉持续稳定生产,提高了生产效率的有益效果,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种高炉炼铁压力管道在线带压修复装置,包括:
6.密封装置,密封装置连接于管道上,并覆盖住管道上的漏点;
7.泄压装置,泄压装置与所述密封装置连接,并可对密封装置和管道进行泄压。
8.作为本实用新型再进一步的方案:所述密封装置为密封箱体,所述密封箱体一侧与管道连接。
9.作为本实用新型再进一步的方案:所述密封装置为密封管,所述密封管一侧与管道连接。
10.作为本实用新型再进一步的方案:所述泄压装置一端连接有支管,并通过支管与所述密封装置连接。
11.作为本实用新型再进一步的方案:所述泄压装置为截门,截门一端连接支管,并通过支管与所述密封装置连接。
12.作为本实用新型再进一步的方案:所述泄压装置为泄压阀,泄压阀一端连接支管,并通过支管与所述密封装置连接。
13.作为本实用新型再进一步的方案:所述密封箱体一侧与管道焊接,并在密封箱体
与管道之间形成焊点。
14.作为本实用新型再进一步的方案:所述密封管一侧与管道焊接,并在密封管与管道之间形成焊点。
15.与现有技术相比,本实用新型的有益效果是:
16.本实用新型提供了一种高炉炼铁压力管道在线带压修复装置,密封装置焊接于管道漏点处,关闭泄压装置,达到了重新对漏点进行二次密封的效果,有效的处理了管道泄漏故障,避免了因泄漏造成的高炉停风或减风。同时对于冲刷漏点根据实际漏点位置、面积大小,适当增大密封装置覆盖面积,有效延长了介质管道整体使用寿命。本实用新型保证高炉持续稳定生产,提高了生产效率。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
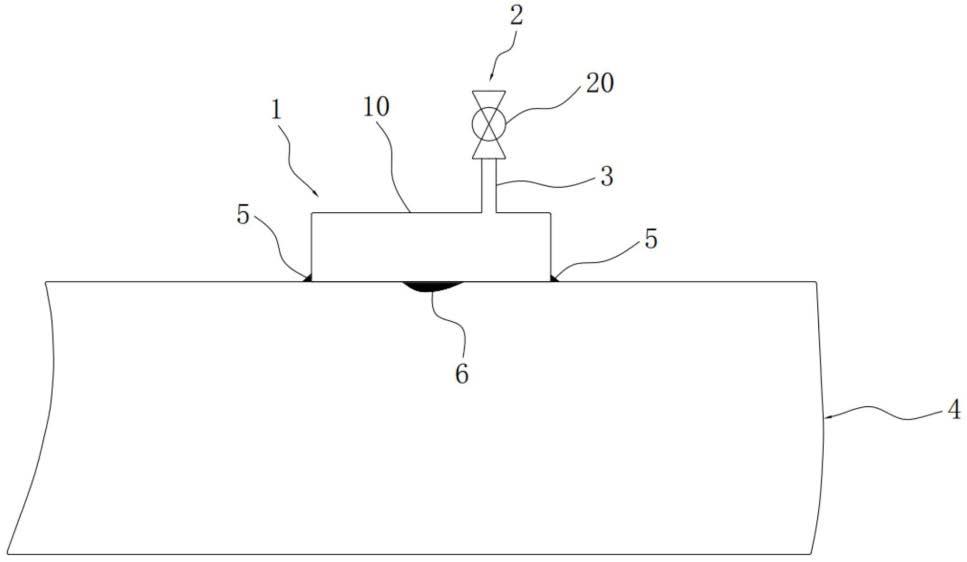
19.图1为本技术实施例提供的一种高炉炼铁压力管道在线带压修复装置应用于管道上的结构示意图。
20.图中标识:
21.1、密封装置;2、泄压装置;3、支管;4、管道;5、焊点;6、漏点;
22.10、密封箱体;
23.20、截门。
具体实施方式
24.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.请参考附图1,本技术实施例提供一种高炉炼铁压力管道在线带压修复装置,包括:
26.密封装置1,密封装置1固定地连接于管道4上,并覆盖住管道4上的漏点6,对漏点6进行修复,保证高炉稳定生产;
27.泄压装置2,泄压装置2与密封装置1固定连接,并可对密封装置1和管道4进行泄压,密封装置1与管道4连接后,检查密封装置1边缘焊接处密封情况,如有泄漏,可打开泄压装置2进行泄压,之后再对泄漏部位进行修复。本实用新型提供了一种高炉炼铁压力管道在线带压修复装置,密封装置1焊接于管道4漏点6处,关闭泄压装置2,达到了重新对漏点6进行二次密封的效果,有效的处理了管道4泄漏故障,避免了因泄漏造成的高炉停风或减风。同时对于冲刷漏点6根据实际漏点6位置、面积大小,适当增大密封装置1覆盖面积,有效延长了介质管道4整体使用寿命。本实用新型保证高炉持续稳定生产,提高了生产效率。
28.本实用新型中一个较佳的实施例,密封装置1为密封箱体10,密封箱体10一侧与管道4固定连接;进一步地,密封箱体10一侧与管道4焊接,并在密封箱体10与管道4之间形成焊点5;密封箱体10与管道4焊接后,检查密封箱体10边缘焊点5的密封情况,如有泄漏,可打开泄压装置2进行泄压,之后再对泄漏部位进行修复。
29.本实用新型中一个较佳的实施例,密封装置1为密封管,密封管一侧与管道4固定连接;密封管一侧与管道4焊接,并在密封管与管道4之间形成焊点5;密封管与管道4焊接后,检查密封管边缘焊点5的密封情况,如有泄漏,可打开泄压装置2进行泄压,之后再对泄漏部位进行修复。
30.本实用新型中一个较佳的实施例,泄压装置2一端连接有支管3,并通过支管3与密封装置1连接。
31.本实用新型中一个较佳的实施例,泄压装置2为截门20,截门20一端连接支管3,并通过支管3与密封装置1连接;截门20具有泄压作用,便于对管道4泄露部位进行修复。
32.本实用新型中一个较佳的实施例,泄压装置2为泄压阀,泄压阀一端连接支管3,并通过支管3与密封装置1连接;泄压阀具有泄压作用,便于对管道4泄露部位进行修复。
33.本实用新型高炉炼铁压力管道在线带压修复装置可应用于压缩空气管道4、煤气管道4、氮气管道4或荒煤气管道4带压介质管道4修复,具体实施步骤和要求如下:
34.1、确定管道4上漏点6实际位置、面积大小;
35.2、根据漏点6实际位置、面积大小、管道4压力要求选择合适材质、尺寸的密封装置1,并选择合适规格的截门20;
36.3、组装、焊接密封装置1,注意焊接时,截门20处于打开状态,该步骤视具体情况操作,比如可实现将密封装置1焊接成型,再焊接到需焊补位置,也可直接在焊补位置直接组装、焊接;
37.4、将密封装置1焊接到修复位置;
38.5、关闭引流截门20;
39.6、检查密封装置1边缘焊接处密封情况,如有泄漏,可打开引流截门20泄压,之后再对泄漏部位进行修复;
40.7、关闭截门20,确认各处密封、无泄漏即完成修复。
41.本实用新型提供了一种高炉炼铁压力管道在线带压修复装置,密封装置1焊接于管道4漏点6处,关闭泄压装置2,达到了重新对漏点6进行二次密封的效果,有效的处理了管道4泄漏故障,避免了因泄漏造成的高炉停风或减风。同时对于冲刷漏点6根据实际漏点6位置、面积大小,适当增大密封装置1覆盖面积,有效延长了介质管道4整体使用寿命。本实用新型保证高炉持续稳定生产,提高了生产效率。
42.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
43.在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
44.本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本申
请的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1