一种水龙头把手的制作方法
本技术属于水龙头配件,特别是涉及一种水龙头把手。
背景技术:
1、目前,现有的水龙头把手一般由盖体和手柄构成,对于一些盖体与手柄可以分离的产品来说,盖体与手柄之间的连接一般螺纹连接。然而,由于盖体壁厚的限制,在盖体的侧壁上设计螺纹孔,螺纹孔长度短,难以保证螺纹孔与手柄之间的连接强度,因而为了解决上述问题,现有的螺纹孔成形工艺采用了冲压拉伸方式,通过冲头下压,被挤压的那部分金属沿着圆孔朝下拉伸而成,这样的设计,虽然能够使螺纹孔增长,但其所形成的孔壁因拉伸而变薄,且容易造成孔壁开裂,不利于攻牙,形成的螺牙质量差;同时,冲压拉伸工艺也容易造成盖体外表面在螺纹孔的周围形成凹陷,影响产品的外观。
技术实现思路
1、本实用新型的目的是:提供一种水龙头把手,能够有效地解决现有技术中采用冲压拉伸成孔所造成的孔壁薄、孔壁开裂、孔面凹陷、螺牙质量差等问题。
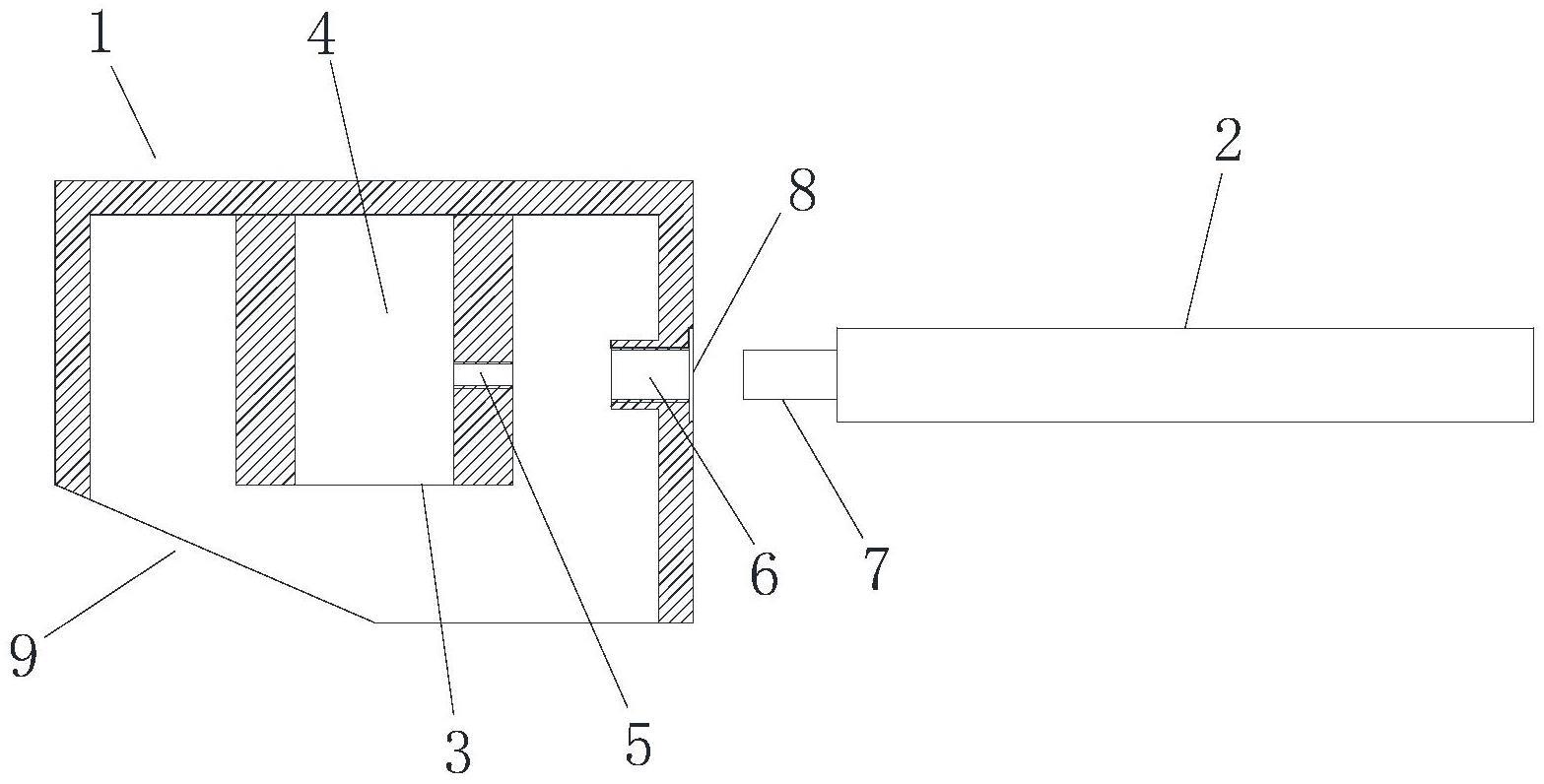
2、为了实现上述目的,本实用新型提供了一种水龙头把手,其包括与阀芯安装配合的盖体以及与所述盖体连接的手柄,所述盖体的内侧端面中心处设有向下延伸的孔柱,所述孔柱内设有方形孔道,所述方形孔道上设有可供阀芯杆连接用的第一螺纹孔,所述第一螺纹孔与所述方形孔道垂直相交且相互贯通;所述盖体的侧面上设有可供手柄连接用的第二螺纹孔,所述第一螺纹孔的轴线和所述第二螺纹孔的轴线位于同一直线上;所述第二螺纹孔由热熔钻头钻孔、螺纹钻头攻牙而成。
3、作为本实用新型的优选方案,所述手柄的端部一体成型有与所述第二螺纹孔螺纹连接的螺纹柱,所述螺纹柱的直径小于所述手柄的直径。
4、作为本实用新型的优选方案,所述第二螺纹孔的外端设有与所述手柄的端部匹配的沉孔。
5、作为本实用新型的优选方案,所述第一螺纹孔的孔径小于所述第二螺纹孔的孔径。
6、作为本实用新型的优选方案,所述盖体上设有自所述盖体的底部中间朝向远离所述手柄的侧面倾斜向上切割而成的缺口。
7、作为本实用新型的优选方案,所述缺口的顶部与所述孔柱的下端面平齐。
8、作为本实用新型的优选方案,所述盖体和所述手柄的材质均为不锈钢。
9、实施本实用新型提供的一种水龙头把手,与现有技术相比,其有益效果在于:
10、本实用新型通过由热熔钻头钻孔、螺纹钻头攻牙而成的第二螺纹孔,使得第二螺纹孔与手柄之间的连接更加稳定,这是由于热熔钻的整个加工过程,通过钻头的旋转和下压,被挤压的那部分金属沿着圆孔朝上下延伸,形成比原来金属厚三倍的厚壁层,不会破坏金属材料的结构和性能,同时形成的厚壁层具有高抗拉力、和高抗扭力的性能,完全可以直接进行高质量的攻牙,提高了第二螺纹孔的成形质量,有效地解决了现有技术中采用冲压拉伸成孔所造成的孔壁薄、孔壁开裂、孔面凹陷、螺牙质量差等问题。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种水龙头把手,包括与阀芯安装配合的盖体以及与所述盖体连接的手柄,其特征在于,所述盖体的内侧端面中心处设有向下延伸的孔柱,所述孔柱内设有方形孔道,所述方形孔道上设有可供阀芯杆连接用的第一螺纹孔,所述第一螺纹孔与所述方形孔道垂直相交且相互贯通;所述盖体的侧面上设有热熔钻头钻孔,所述热熔钻头钻孔通过螺纹钻头攻牙形成可供手柄连接用的第二螺纹孔,所述第一螺纹孔的轴线和所述第二螺纹孔的轴线位于同一直线上。
2.根据权利要求1所述的水龙头把手,其特征在于,所述手柄的端部一体成型有与所述第二螺纹孔螺纹连接的螺纹柱,所述螺纹柱的直径小于所述手柄的直径。
3.根据权利要求1所述的水龙头把手,其特征在于,所述第二螺纹孔的外端设有与所述手柄的端部匹配的沉孔。
4.根据权利要求1所述的水龙头把手,其特征在于,所述第一螺纹孔的孔径小于所述第二螺纹孔的孔径。
5.根据权利要求1所述的水龙头把手,其特征在于,所述盖体上设有自所述盖体的底部中间朝向远离所述手柄的侧面倾斜向上切割而成的缺口。
6.根据权利要求5所述的水龙头把手,其特征在于,所述缺口的顶部与所述孔柱的下端面平齐。
7.根据权利要求1所述的水龙头把手,其特征在于,所述盖体和所述手柄的材质均为不锈钢。
技术总结
本技术属于水龙头配件技术领域,具体公开了一种水龙头把手,其包括与阀芯安装配合的盖体以及与所述盖体连接的手柄,所述盖体的内侧端面中心处设有向下延伸的孔柱,所述孔柱内设有方形孔道,所述方形孔道上设有可供阀芯杆连接用的第一螺纹孔,所述第一螺纹孔与所述方形孔道垂直相交且相互贯通;所述盖体的侧面上设有可供手柄连接用的第二螺纹孔,所述第一螺纹孔的轴线和所述第二螺纹孔的轴线位于同一直线上;所述第二螺纹孔由热熔钻头钻孔、螺纹钻头攻牙而成。采用本技术,能够有效地解决现有技术中采用冲压拉伸成孔所造成的孔壁薄、孔壁开裂、孔面凹陷、螺牙质量差等问题。
技术研发人员:李热
受保护的技术使用者:开平市通乐卫浴有限公司
技术研发日:20221014
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!