一种内梅花螺丝及冲压模具的制作方法
1.本实用新型属于螺丝加工技术领域,特别涉及一种内梅花螺丝及冲压模具。
背景技术:
2.冷镦行业,对于螺丝端面冲字和冲内梅花是分开加工的,加工过程中需要对工件进行二次冲压,而在此过程中容易出现放料不到位,二次定位误差导致冲字深度不稳定,将内梅花冲坏,这就会导致使用过程中扳手放不进去的问题,因而分开加工的加工效率较低,也容易增加不良品的产品。
3.公开号为cn208341521u的授权实用新型专利中公开了一种汽车用沉头内梅花螺丝模具,通过在下冲头内设有缓冲装置,当模具工作时,缓冲装置中的缓冲弹簧一、缓冲弹簧二、缓冲座和缓冲垫会削弱减小压制接触时产生震动与磨损,通过在主模内壁设置摩擦片,加大摩擦力使得梅花螺丝加工更稳定,通过设置冲头套,给梅花上冲头和下冲头提供了保护措施,增加了模具的使用寿命,同时保证了产品的质量。
4.而以上专利缺少解决螺丝端面冲字和冲内梅花螺丝二次冲压所带来的效率低和因二次定位误差导致的不良品问题。
技术实现要素:
5.实用新型目的:为了克服以上不足,本实用新型的目的是提供一种内梅花螺丝及冲压模具,其结构简单,不仅能够满足梅花设计的需要,同时还在其螺母的端面上设置一些标识,让其更好的满足客户的需要。
6.技术方案:为了实现上述目的,本实用新型提供了一种内梅花螺丝,包括:螺杆和螺母,所述螺杆的外侧周向设有螺纹,所述螺母设于螺杆的一端,且所述螺母上设有梅花内凹槽,所述梅花内凹槽外侧设有标识。本实用新型所述的内梅花螺丝,其结构简单,不仅能够满足梅花设计的需要,同时还在其螺母的端面上设置一些标识,便于与市场上的其他产品进行区分开,更好的满足客户的需要。
7.本实用新型还包括一种用于冲压内梅花螺丝的冲压模具,包括前模组件和后模组件,所述前模组件和后模组件相对设置。
8.其中,所述前模组件包括前模套、前模块和推料杆,所述前模套靠近后模组件的一侧设有前模凹槽,所述前模块设于前模凹槽中,所述前模套中设有第一穿孔,所述前模块中设有第二穿孔,所述第一穿孔和第二穿孔通孔设置,所述内梅花螺丝的螺杆插于第二穿孔中,所述推料杆设于前模套的第一穿孔中,并延伸至第二穿孔中。
9.进一步的,所述后模组件包括后模套、定位柱、后模块和螺母端面冲针,所述后模套的两端分别设有前凹槽和后凹槽,所述后模套位于前凹槽和后凹槽之间设有通孔,所述定位柱的一端设于后凹槽中,所述后膜块设于前凹槽中,所述后模块中设有后模腔,所述螺母端面冲针一端设于后凹槽中,另一端穿于后模腔,且所述螺母端面冲针与定位柱相配合。
10.优选的,所述螺母端面冲针包括冲针杆和冲针头,所述冲针头设于冲针杆的一端,
所述冲针杆的另一端设有防脱块,所述防脱块设于后凹槽中,且所述防脱块的直径大于通孔的孔径。
11.进一步优选的,所述冲针头呈梅花状。
12.更进一步优选的,所述冲针杆的端部位于冲针头的外侧设有用于加工标识的标识加工凸块。
13.上述技术方案可以看出,本实用新型具有如下有益效果:
14.1、本实用新型所述的内梅花螺丝,其结构简单,不仅能够满足梅花设计的需要,同时还在其螺母的端面上设置一些标识,便于与市场上的其他产品进行区分开,更好的满足客户的需要。
15.2、本实用新型中一种用于冲压内梅花螺丝的冲压模具,通过对前模组件和后模组件结构的改进,让其能够对内梅花螺丝一次成型,不仅减少了其加工工序,有效提高其加工效率,同时还能够避免二次加工带来的放料不到位、二次定位误差导致冲字深度不稳定将内梅花冲坏的问题,有效降低产品加工的不良率。
附图说明
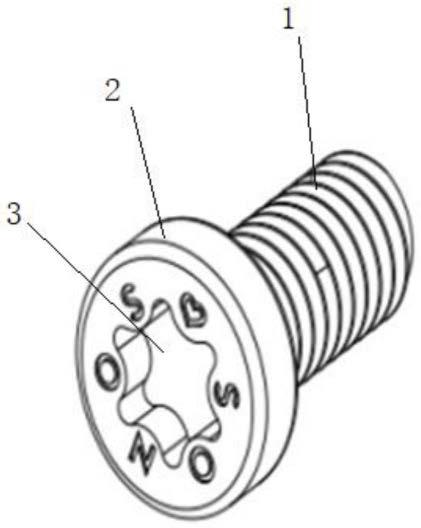
16.图1为本实用新型所述的内梅花螺丝的结构示意图;
17.图2为本实用新型中所述内梅花螺丝的侧视图;
18.图3为本实用新型中用于冲压内梅花螺丝的冲压模具的结构示意图;
19.图4为本实用新型中前模套的结构示意图;
20.图5为本实用新型中前模块的截面图;
21.图6为本实用新型中后模套的结构示意图;
22.图7为本实用新型中后模块的截面图;
23.图8为本实用新型中螺母端面冲针的侧视图;
24.图9为本实用新型中螺母端面冲针的结构示意图;
25.图中:螺杆1、螺母2、梅花内凹槽3、前模组件4、后模组件5、前模套41、前模块42、推料杆43、前模凹槽44、第一穿孔45、第二穿孔46、后模套51、定位柱52、后模块53、螺母端面冲针54、前凹槽511、后凹槽512、通孔513、后模腔531、冲针杆541、冲针头542、防脱块543、标识加工凸块5411。
具体实施方式
26.下面结合附图和具体实施例,进一步阐明本实用新型。
27.实施例1
28.如图1、2所示的一种内梅花螺丝,包括:螺杆1和螺母2,所述螺杆1的外侧周向设有螺纹,所述螺母2设于螺杆1的一端,且所述螺母2上设有梅花内凹槽3,所述梅花内凹槽3外侧设有标识。需要说明的此处的标识可以是字母也可以是图案,可以根据用户的实际需要进行适应性调整。
29.实施例2
30.如图1、2所示的一种内梅花螺丝,包括:螺杆1和螺母2,所述螺杆1的外侧周向设有螺纹,所述螺母2设于螺杆1的一端,且所述螺母2上设有梅花内凹槽3,所述梅花内凹槽3外
侧设有标识。需要说明的此处的标识可以是字母也可以是图案,可以根据用户的实际需要进行适应性调整。
31.本实施例中还包括一种用于冲压内梅花螺丝的冲压模具,包括前模组件4和后模组件5,所述前模组件4和后模组件5相对设置。
32.如图3、4、5所述前模组件4包括前模套41、前模块42和推料杆43,所述前模套41靠近后模组件5的一侧设有前模凹槽44,所述前模块42设于前模凹槽44中,所述前模套41中设有第一穿孔45,所述前模块42中设有第二穿孔46,所述第一穿孔45和第二穿孔46通孔设置,所述内梅花螺丝的螺杆1插于第二穿孔45中,所述推料杆43设于前模套41的第一穿孔45中,并延伸至第二穿孔45中。
33.如图3、6、7所述后模组件5包括后模套51、定位柱52、后模块53和螺母端面冲针54,所述后模套51的两端分别设有前凹槽511和后凹槽512,所述后模套51位于前凹槽511和后凹槽512之间设有通孔513,所述定位柱52的一端设于后凹槽512中,所述后膜块53设于前凹槽511中,所述后模块53中设有后模腔531,所述螺母端面冲针54一端设于后凹槽512中,另一端穿于后模腔531,且所述螺母端面冲针54与定位柱52相配合。工作时,外力驱动定位柱52带动螺母端面冲针54向前模组件4一侧移动,通过螺母端面冲针54与、前模块42和推料杆43相互配合完成对螺母端面的字母和符号的加工。
34.如图8所述螺母端面冲针54包括冲针杆541和冲针头542,所述冲针头542设于冲针杆541的一端,所述冲针杆541的另一端设有防脱块543,所述防脱块543设于后凹槽512中,且所述防脱块543的直径大于通孔513的孔径;所述冲针头542呈梅花状。需要说明的是,冲针头542的形状可以根据客户的实际需要的形状去对应调整。
35.如图9所示所述冲针杆541的端部位于冲针头542的外侧设有用于加工标识的标识加工凸块5411。
36.工作时,将待成型的螺丝打入前模块44上的第二穿孔46内精成型螺纹底径,后模组件5打入精成型螺钉头部尺寸同时螺母端面冲针54一次成型内梅花及螺母2的端面6字冲压完成,在此过程中,螺母端面冲针54和后模块53相互配合,对螺母2表面进行加工。
37.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1