用于制造制动盘的制动带的方法、用于制造制动盘的方法、制动盘和用于制动盘的制动带与流程
本发明涉及用于制造制动盘的制动带的方法、用于制造制动盘的方法、通过上述方法制造的制动盘和用于制动盘的制动带。
背景技术:
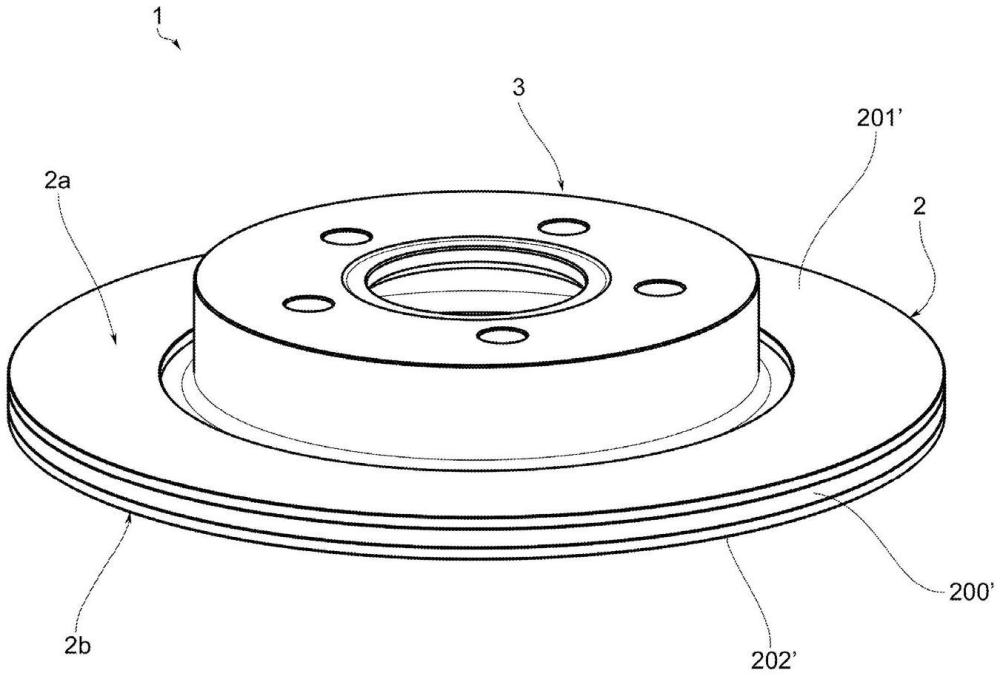
1、车辆的盘式制动系统的制动盘包括环形结构或制动带并且包括被称为钟状件的中央固定元件,盘是通过该中央固定元件而被附接至车辆悬架的旋转部分、例如轮毂的。制动带设置有适于与摩擦元件(制动垫)协作的相反的两个制动表面,该摩擦元件被容置在跨置于所述制动带布置且与车辆悬架的非旋转部件成一体的至少一个抓持件本体中。相反的两个制动垫与制动带的相反的两个制动表面之间的受控的相互作用通过摩擦而引起制动作用,从而允许车辆减速或停止。
2、通常,制动盘是由灰口铸铁或钢制成的。实际上,这些材料允许以相对较低的成本获得良好的制动性能(特别是在限制磨损方面)。由碳或碳陶瓷材料制成的盘提供了更高的性能,但是以更高的成本提供的。
3、作为灰口铸铁盘或钢盘的替代物,已经提出了由铝制成的盘,以降低盘的重量。铝盘配备有保护性涂层。保护性涂层一方面用于减少对盘的磨损并因此确保与铸铁盘类似的性能,另一方面用于保护铝基部免受在制动期间产生的温度的影响,该温度远高于铝的软化温度(200℃至400℃)。
4、然而,当今可用且应用于铝盘的保护性涂层在提供了耐磨性的同时常常易于剥落,这导致所述涂层从所述盘分离。这使得盘的生产过程变得复杂。实际上,盘必须进行表面精加工处理,并且还必须准备好连接至钟状件。
5、从上述内容可以明显地看出,具有保护性涂层的铝盘或铝合金盘目前尚不能完全替代钢盘或灰口铸铁盘。
6、然而,相对于钢和灰口铸铁而言,铝具有较低的密度,使得制动系统行业对作为钢和灰口铸铁的优异的潜在替代品的铝的关注度非常高。
7、因此,在相关领域中,需要这样的铝基制动盘:该铝基制动盘一方面可以利用铝的特殊操作特性(首先且最重要的是由于铝的密度较低),另一方面可以获得至少与钢盘或灰口铸铁盘相当的机械强度和磨损特性。还需要通过尽可能简单且经济的生产过程来制造这些盘。
8、在wo2019/123222a1中,描述了一种用多孔陶瓷预成型件制造铝盘的方法,该多孔陶瓷预成型件渗透(infiltrate)有熔融铝(液态的或半固态的)。不幸的是,通过这种方式获得的盘提供了制动垫与铝基金属基体之间的直接接触,这在盘上于铝因摩擦而被过热至铝的熔点的点处产生可能的局部劣化现象。
技术实现思路
1、因此,行业中迫切需要这样的铝基制动盘:该铝基制动盘不会局部劣化,并且该铝基制动盘一方面可以利用铝的特殊操作特性(主要是较低的密度),另一方面该铝基制动盘可以获得与钢盘或灰口铸铁盘相当的机械强度和耐磨特性,同时通过尽可能简单且经济的生产过程来制造该铝基制动盘。
2、除了上述要求之外,还需要使制动盘相对于铸铁盘或钢盘具有更高的耐腐蚀性,并且使制动盘具有较低的污染性金属颗粒排放。
3、上述要求是通过根据所附独立权利要求的用于制造制动盘的制动带的方法、用于制造制动盘的方法、用于盘式制动器的制动盘以及制动带来满足的。
4、根据本发明的用于制造制动带的方法包括以下步骤:
5、a)制备具有内腔的模具,该内腔包括第一部分,该第一部分具有与待制造的制动带的形状相对应的形状;
6、b)制备带预成型件,该带预成型件包括中央层、上部外层和下部外层,该中央层是由包含碳化硅(sic)的多孔陶瓷材料制成的;所述上部外层和所述下部外层是由包含碳化硅(sic)且渗透有硅(sic+si)的多孔陶瓷材料制成的;所述上部外层和所述下部外层还是以相反的方式布置的并且位于中央层的相反侧部上;
7、c)将带预成型件放置在模具的内部、在所述内腔的第一部分处;以及;
8、d)将液态或半固态的铝合金注射到模具的整个内腔的内部,以用所述铝合金仅对由多孔陶瓷材料制成的所述带预成型件的中央层进行渗透,从而在第一部分处获得由所述中央层增强的铝金属基体复合材料,该铝金属基体复合材料部分地限定出待制造的制动带。
9、有利地,为了制造带预成型件,该方法包括以下步骤:
10、a1)制备由包含碳化硅(sic)的多孔陶瓷材料制成的粗制预成型件,该粗制预成型件具有通过侧壁连结在一起的上部面和相反的下部面,该侧壁延伸成与上部面和下部面相关联(incidental),例如,粗制预成型件具有筒形几何形状或中空的圆柱形几何形状(如附图中所示),其中,下部面和上部面是圆柱形形状的底面,并且侧壁是圆柱形形状的侧表面;
11、a2)至少部分地在侧壁上对掩蔽层进行沉积,该掩蔽层适于防止硅(si)在随后的渗透步骤a3)中渗透穿过侧壁;
12、a3)用硅(si)穿过上部面和下部面而将粗制预成型件渗透至给定的深度,以获得带预成型件,该带预成型件包括未渗透有硅的中央层、渗透有硅(sic+si)的上部外层和渗透有硅(sic+si)的下部外层,所述上部外层和所述下部外层是以相反的方式布置的且位于中央层的相反侧部上。
13、优选地,在步骤a2)中,对掩蔽层进行沉积的步骤包括对氮化硼(bn)的层进行沉积。
14、有利地,在步骤a2)中,对掩蔽层的沉积被应用至整个侧壁,而不被应用至粗制预成型件的上部面和下部面。
15、优选地,步骤a3)中,粗制预成型件被放置在坩埚中,预定量的硅(si)粉末被添加至坩埚,并且粗制预成型件在大气压力处且在惰性换件中被加热至1414℃以上的温度并持续至少5分钟,优选地,粗制预成型件在大气压力处且在氩环境中被加热至1414℃以上的温度并持续至少5分钟。
16、优选地,粗制预成型件被加热至介于1500℃与1650℃之间的温度并持续介于15分钟与90分钟之间的时段。
17、甚至更优选地,粗制预成型件被加热至介于1550℃与1600℃之间的温度并持续介于30分钟与60分钟之间的时段。
18、优选地,粗制预成型件具有介于4毫米与40毫米之间且包含端值的厚度,甚至更优选地,粗制预成型件具有介于在10毫米与20毫米之间的厚度,该厚度即为上部面与下部面之间的距离,并且硅的预定量是根据预成型件的尺寸来确定的,以至多获得上部外层和/或下部外层的介于0.5毫米与3毫米之间的厚度,优选地,至多获得上部外层和/或下部外层的约2毫米的厚度。优选地,将铝合金放置在模具的内部的步骤d)是根据半固态或液态渗透技术或挤压铸造技术或通过使用液态铝的压铸进行的。
19、在重力渗透的情况下,渗透优选地在惰性环境、比如氮气环境中进行。
20、有利地,粗制预成型件是通过对表面涂覆有聚合物结合组合物的大量陶瓷材料颗粒依次进行模制、脱蜡和烧结而获得的。
21、优选地,烧结是在两个单独的烧结循环中进行的,其中,第一烧结循环是在不低于1600℃的温度处进行的,并且第二烧结循环是在不低于2000℃的温度处进行的,第一烧结循环和第二烧结循环两者都是在惰性环境中进行的,优选地,第一烧结循环是在约1800℃的温度处进行的,优选地,第二烧结循环是在2100℃至2200℃的范围内的温度处进行的。
22、此外,优选地,在步骤d)中,模具在带预成型件的上部外层和下部外层上是封闭的,使得在将铝注射到模具中的期间,防止铝在上部外层和下部外层上渗透,使得制动带的外部制动表面没有铝。
23、根据本发明的用于对包括制动带和钟状件的制动盘进行制造的方法包括以下步骤:
24、a)制备具有内腔的模具,该内腔包括第一部分和第二部分,该第一部分具有与待制造的制动盘的制动带的形状相对应的形状,该第二部分具有与待制造的制动盘的钟状件的形状相对应的形状,其中,所述内腔的第一部分和第二部分是彼此连通的;
25、b)制备带预成型件,该带预成型件包括芯层、上部外层和下部外层,该芯层是由包含碳化硅(sic)的多孔陶瓷材料制成的;上部外层和下部外层是由包含碳化硅(sic)并渗透有硅(sic+si)的多孔陶瓷材料制成的;上部外层和下部外层是以相反的方式布置的并且位于中央层的相反侧部上;
26、c)将带预成型件放置在模具内、在所述内腔的第一部分处;
27、d)将液态或半固态的铝合金注射到模具的整个内腔内,以使得:用所述铝合金仅对由多孔陶瓷材料制成的带预成型件的中央层进行渗透,从而在第一部分中获得由所述中央层增强的铝金属基体复合材料,该铝金属基体复合材料部分地限定出待制造的制动盘的制动带;以及用所述铝合金对第二部分进行填充,从而获得铝合金熔合体,该铝合金熔合体是与由金属基体复合材料制成的制动带成一件的方式连接的并且限定出待制造的制动盘的钟状件。
28、根据本发明的盘式制动器包括制动带以及与所述制动带连接的钟状件。
29、优选地,以有利的方式,钟状件是与制动带成一件的方式连接的,并且钟状件包括与形成制动带的复合材料的金属基体共铸的铝合金。
30、根据本发明,制动带包括中央部分,该中央部分是由用包含碳化硅(sic)的陶瓷材料增强的铝金属基体复合材料制成的。所述复合材料是通过用铝合金对粗制预成型件的由包含碳化硅(sic)的多孔陶瓷材料制成的中央层进行渗透而获得的。制动带还包括与中央部分连结的上部部分。所述上部部分是由包含碳化硅(sic)并渗透有硅(以形成sic+si)的多孔陶瓷材料制成的,并且所述上部部分在中央部分的一个侧部上将中央部分覆盖。制动带还包括下部部分,该下部部分在相反的侧部上——即,在与上部部分相反的侧部上——连结至中央部分。所述下部部分也是由包含碳化硅(sic)并渗透有硅(以形成sic+si)的多孔陶瓷材料制成的。此外,下部部分在另一侧部上——即,与上部部分相反的侧部上——将中央部分覆盖。
31、优选地,上部部分和下部部分具有介于2毫米与4毫米之间的厚度。
32、优选地,铝合金的基体在所述复合材料内具有均匀分布的结构。
- 还没有人留言评论。精彩留言会获得点赞!