恒温器装置和恒温器装置的制造方法与流程
本发明涉及适合在燃料电池汽车或定置型等的燃料电池发电系统用于燃料电池的冷却装置的恒温器装置和恒温器装置的制造方法。
背景技术:
1、例如,为了对汽车用发动机(内燃机)进行冷却,使用采用了散热器的水冷式的冷却系统。一直以来,在这种冷却系统,为了能够控制导入至发动机的冷却水的温度,使用采用了调节在散热器侧循环的冷却水量的热膨胀体的恒温器、或基于电控制的阀单元。
2、使采用上述的热膨胀体的恒温器装置的控制阀介入安装于冷却水通路的一部分(例如,发动机的入口侧或出口侧)而设置。而且,在冷却水温度低的情况下,关闭该控制阀,使冷却水不经由散热器而经由旁通通路循环,另外,在冷却水温度变高的情况下,打开控制阀而使冷却水通过散热器并循环。由此,将冷却水的温度控制成所需的状态。
3、以往,作为用于这种汽车用发动机的冷却装置的恒温器装置,例如存在如专利文献1所示的恒温器装置。即,公开了以如下的方式构成的热电偶:在由封入有热膨胀体的黄铜材料等形成的黄铜制的有底筒状外壳的开口端部分,通过由黄铜材料等形成的黄铜制的圆筒状引导部件来滑动自如地保持随着热膨胀体的膨胀收缩而进行进退动作的不锈钢(sus)制的活塞。
4、而且,在专利文献1的热电偶,将使活塞的滑动性良好、而且不会与冷却水中的防冻液或防锈材料发生化学变化的不锈钢制的衬套配置于由黄铜材料等形成的黄铜制的圆筒状引导部件的内周部。由此,成为如能够确保在所需的状态下的活塞的活动那样的构成。
5、依据以上的构成的恒温器装置用作发动机的冷却装置虽然问题少,但对于用作近年来正在积极地开发的燃料电池汽车或定置型等的燃料电池发电系统的燃料电池冷却装置而采用,存在问题。
6、如果对此进行详细阐述,则例如在面向燃料电池汽车的恒温器装置的热电偶,与现在的一般的汽油车不同,如果在冷却水回路内离子溶出,则存在漏电的可能性。由此,为了降低黄铜所导致的离子溶出,优选的是,相对于不锈钢制活塞,引导部件也作为不锈钢制而制成。
7、即,为了防止漏电,对燃料电池进行冷却的冷却液需要将其导电率抑制得低。另外,黄铜是离子容易溶出的材料,因而存在所溶出的离子使冷却液中的导电率增加的可能性、或以离子溶出等为主要原因的黄铜制部件的应力腐蚀破裂所导致的功能丧失顾虑等。因此,在面向燃料电池汽车等的恒温器装置,以降低离子溶出为目的,存在将滑动自如地保持不锈钢制活塞的引导部件以不锈钢制制成的情况、或将有底筒状外壳以不锈钢制制成的情况。(例如,参照专利文献2)。
8、在先技术文献
9、专利文献
10、专利文献1:日本实开昭57-25114号公报。
11、专利文献2:日本特开2005-285398号公报。
技术实现思路
1、发明要解决的课题
2、可是,如果如上述那样使保持于不锈钢制的引导部件的不锈钢制活塞进行滑动动作、或使不锈钢制活塞在配置于圆筒状引导部件的内周部的不锈钢制的衬套进行滑动动作,则存在当滑动时损伤活塞而密封性恶化这一问题。
3、为了防止该情况,还可考虑对活塞施行表面处理(镀敷或淬火),但成本变高。进而,不锈钢制引导部件与黄铜制相比,不可避免活塞滑动部分的加工难易度较难而成本变高这一问题。
4、即,不锈钢制引导部件是切削活塞滑动部分而形成,因而难以进行内径尺寸管理。另外,在将衬套压入至引导部件的内周部时,为了使衬套难以脱落,使衬套的外径相对于引导部件的内径较紧。进而,在压入时,需要使用适当的工作机器来强力地推入,因而还存在有时操作难易度变高、衬套内周面粗糙而损伤活塞等在加工上的各种问题。
5、本发明是鉴于这样的情况而作出的,其目的在于,得到一种恒温器装置及其制造方法,该恒温器装置能够防止在活塞滑动部分的密封性的恶化,不需要活塞的防损伤用的表面处理,可谋求成本降低化。
6、用于解决课题的方案
7、依据用于应对这样的目的的第一方案,恒温器装置具备不锈钢制的筒状引导部件,该筒状引导部件设于封入有热膨胀体的不锈钢制的有底筒状外壳的开口端部分,滑动自如地保持随着热膨胀体的膨胀收缩而进行进退动作的不锈钢制的活塞,在该筒状引导部件内周部的前述活塞滑动部分,以压入状态设置黄铜制衬套。
8、依据上述构成,通过使与活塞的滑动部分为黄铜制衬套,能够防止活塞的滑动损伤,因而能够防止密封性的恶化,不需要活塞的防损伤用的表面处理,由此能够谋求成本降低化。
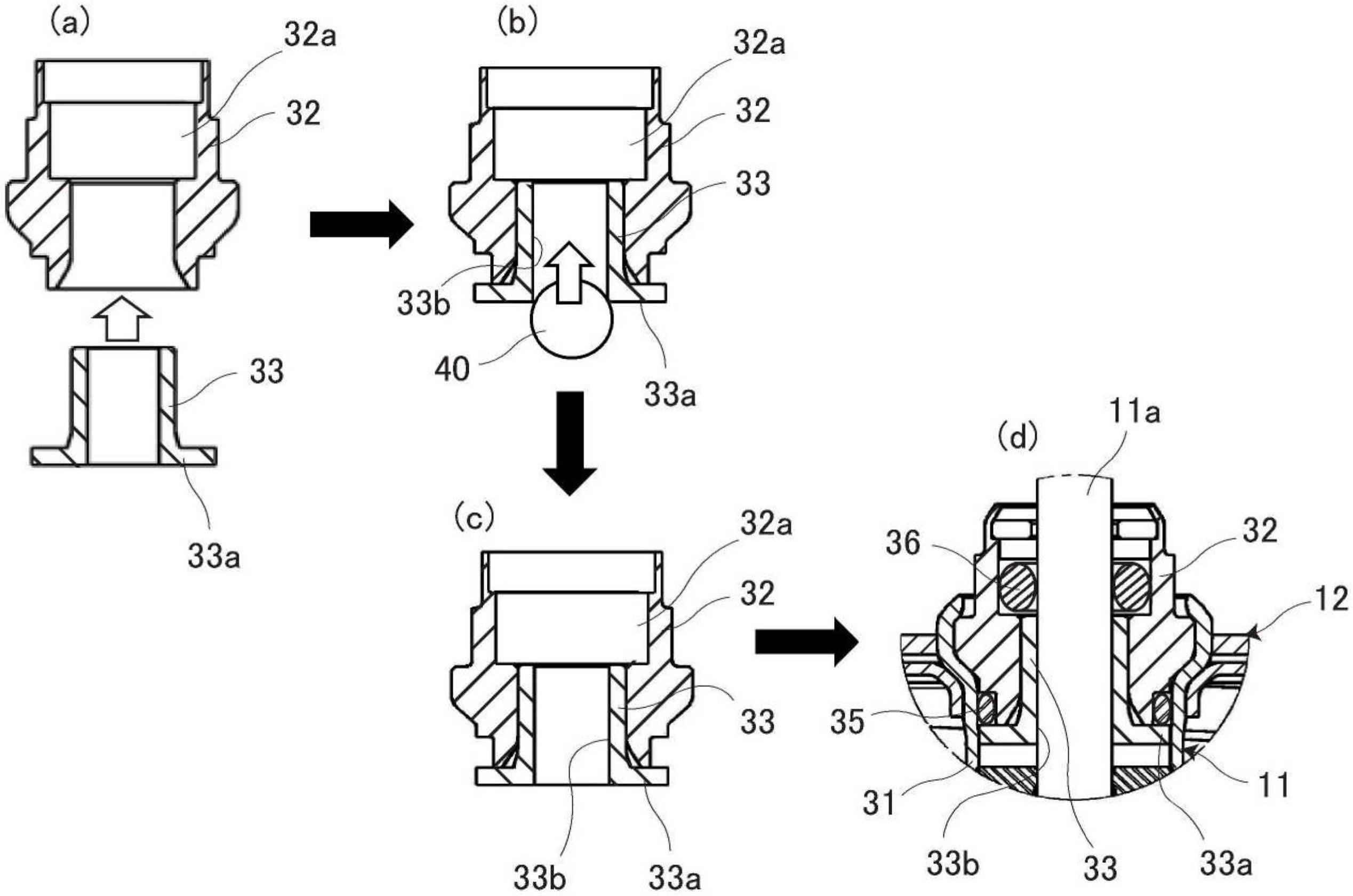
9、另外,在前述恒温器装置,也可以是,前述黄铜制衬套以如下的方式设置:以轻压入状态嵌入至前述筒状引导部件的内周部,并且施行对内周面进行精密精整的精整加工,从而以来自内侧的加压力扩径而成为压入状态。如果这样做,则即使使筒状引导部件为不锈钢制,也只要加工成能够将黄铜制衬套轻压入至筒状引导部件的内周部的程度即可,进而与活塞滑动部分比较,能够抑制加工难易度,因而可谋求成本降低。
10、另外,在前述恒温器装置,也可以是,将前述黄铜制衬套以轻压入状态嵌入至前述筒状引导部件的内周部,并且施行球抛光加工作为该黄铜制衬套内周面的精整加工,对该黄铜制衬套以来自内侧的加压力进行扩径,从而以压入状态设置。如果这样做,则通过对与活塞的滑动部分施行球抛光加工作为精整加工,黄铜制衬套被扩径而防脱落,因而在装配衬套时,只要轻压入即可,不仅装配性变好,而且与以往相比可谋求组装设备的简化。进而,能够对黄铜制衬套的内径部分精密地进行精整,因而还具有难以损伤活塞这一优点。
11、另外,在前述恒温器装置,也可以是,在为前述筒状引导部件的内周面且与前述黄铜制衬套的轴线方向上的压入侧的末端部分对应的部分,设置形成环状槽部的环状的台阶。如果这样做,则在对黄铜制衬套内周面施行精整加工并以来自内侧的加压力对该衬套进行扩径时被推出的变形部分退避至环状槽部。由此,防止变形部分向作为邻接零件的o形环等的零件侧伸出而接触,能够防止对密封状态造成不良影响这一问题。
12、另外,在前述恒温器装置,也可以是,在压入至前述筒状引导部件的内周部的前述黄铜制衬套的轴线方向上的压入侧的末端部内周面,设置从末端侧逐渐缩径的渐缩部。如果这样做,则在对黄铜制衬套内周面施行精整加工并以来自内侧的加压力对该衬套进行扩径时被推出的变形部分退避至渐缩部与活塞之间。由此,防止变形部分向作为邻接零件的o形环等的零件侧伸出而接触,能够防止对密封状态造成不良影响这一问题。
13、另外,前述恒温器装置也可以用于燃料电池发电系统的燃料电池冷却装置。如果这样做,则通过仅使前述筒状引导部件的活塞滑动部分为黄铜制衬套,能够降低离子溶出,因而适合将前述恒温器装置用于燃料电池汽车或燃料电池发电系统的燃料电池冷却装置。
14、依据用于应对前述目的的第二方案,是一种恒温器装置的制造方法,该恒温器装置具备不锈钢制的筒状引导部件,该筒状引导部件设于封入有热膨胀体的不锈钢制的有底筒状外壳的开口端部分,滑动自如地保持通过前述热膨胀体的膨胀收缩来进行进退动作的不锈钢制的活塞,在该制造方法中将滑动自如地保持前述活塞的黄铜制衬套以轻压入状态嵌入至前述筒状引导部件的内周部,并且施行对该黄铜制衬套的内周面进行精密精整的精整加工,从而对该黄铜制衬套以来自内侧的加压力进行扩径,以压入状态设于前述筒状引导部件的内周部。
15、依据上述构成,通过使与活塞的滑动部分为黄铜制衬套,能够防止活塞的滑动损伤,因而能够防止密封性的恶化,不需要活塞的防损伤用的表面处理,由此能够谋求成本降低化。进而,即使使筒状引导部件为不锈钢制,也只要加工成能够将黄铜制衬套轻压入至筒状引导部件的内周部的程度即可,进而与活塞滑动部分比较,能够抑制加工难易度,因而可谋求成本降低。
16、另外,在前述恒温器装置的制造方法中,也可以是,将前述黄铜制衬套以轻压入状态嵌入至前述筒状引导部件的内周部,并且施行球抛光加工作为该黄铜制衬套内周面的精整加工,对该黄铜制衬套以来自内侧的加压力进行扩径,从而以压入状态设置。如果这样做,则通过对与活塞的滑动部分施行球抛光加工作为精整加工,黄铜制衬套被扩径而防脱落,因而在装配衬套时,只要轻压入即可,不仅装配性变好,而且与以往相比可谋求组装设备的简化。进而,能够对黄铜制衬套的内径部分精密地进行精整,因而还具有难以损伤活塞这一优点。
17、另外,在前述恒温器装置的制造方法中,也可以是,在为前述筒状引导部件的内周面且与前述黄铜制衬套的轴线方向上的压入侧的末端部分对应的部分,设置形成环状槽部的环状的台阶。如果这样做,则在对黄铜制衬套内周面施行精整加工并以来自内侧的加压力对该衬套进行扩径时被推出的变形部分退避至环状槽部。由此,防止变形部分向作为邻接零件的o形环等的零件侧伸出而接触,能够防止对密封状态造成不良影响这一问题。
18、另外,在前述恒温器装置的制造方法中,也可以是,在压入至前述筒状引导部件的内周部的前述黄铜制衬套的轴线方向上的压入侧的末端部内周面,设置从末端侧逐渐缩径的渐缩部。如果这样做,则在对黄铜制衬套内周面施行精整加工并以来自内侧的加压力对该衬套进行扩径时被推出的变形部分退避至渐缩部与活塞之间。由此,防止变形部分向作为邻接零件的o形环等的零件侧伸出而接触,能够防止对密封状态造成不良影响这一问题。
19、另外,在前述恒温器装置的制造方法中,前述恒温器装置也可以用于燃料电池发电系统的燃料电池冷却装置。如果这样做,则通过仅使前述筒状引导部件的活塞滑动部分为黄铜制衬套,能够降低离子溶出,因而适合将前述恒温器装置用于燃料电池汽车或燃料电池发电系统的燃料电池冷却装置。
20、发明的效果
21、依据本发明所涉及的恒温器装置和恒温器装置的制造方法,能够防止密封性的恶化,不需要活塞的防损伤用的表面处理,由此能够谋求成本降低化。
- 还没有人留言评论。精彩留言会获得点赞!