管道绝热件以及用于制造管道绝热件的方法和系统与流程
总体发明构思涉及纤维管道绝热件,更特别地,涉及用于形成具有非均质特性的管道绝热件的方法和系统。
背景技术:
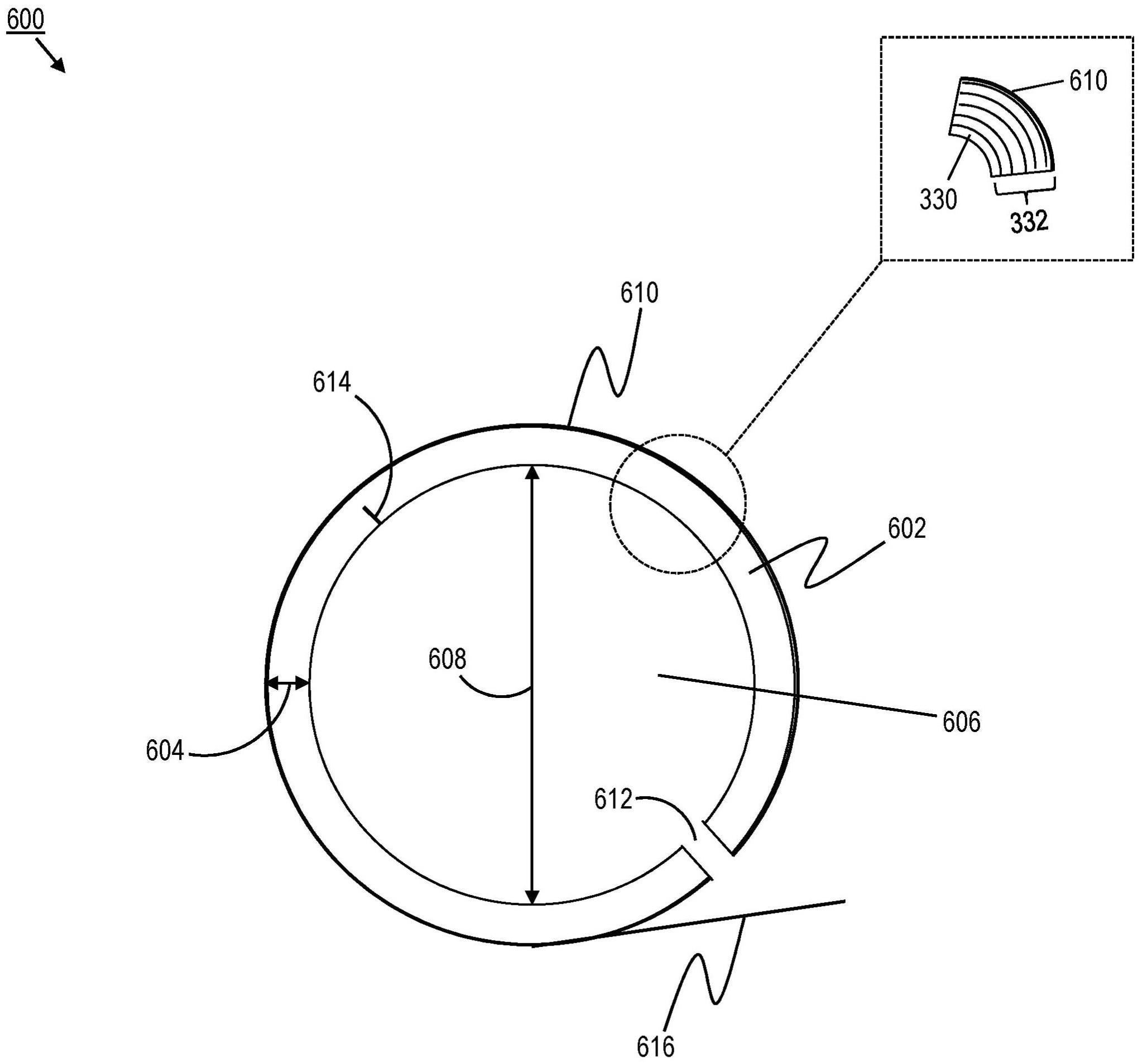
1、如图1中所示,管道绝热件100通常由单一的绝热材料102(例如,玻璃纤维)形成为具有壁厚度104和内部腔106的细长的中空圆柱体。内部腔106限定管道绝热件100的内径108。管道绝热件100的内径108被选择成匹配待绝热的管道或管道状构件的外径。可选的外护套110被包裹在绝热材料102周围,并且除了别的作用之外,充当管道绝热件100的蒸汽屏障。外护套110还可以充当绝热材料102的美观的覆盖物。穿过绝热材料102和外护套110形成缝口112以有助于围绕管道放置管道绝热件100。为了进一步有助于管道绝热件100的安装,通常还可以在绝热材料102的与缝口112相对的侧上形成局部缝口114。所述局部缝口114通常不延伸穿过绝热材料102的整个厚度104(并且不破坏外护套110)。在围绕管道安装管道绝热件100之后,外护套110的一部分形成覆盖物116,覆盖物116在缝口112之上延伸(并且密封该缝口)。
2、通常,根据心轴缠绕(mw:mandrel winding)工艺或连续的模制管道(cmp:continuous molded pipe)工艺制造管道绝热件100。
3、在心轴缠绕(mw)工艺中,玻璃纤维“生皮(pelt)”被连续地进给至心轴并且被包裹在心轴周围以构建期望的厚度的管道绝热件。然后,管道绝热件与心轴一起移位至烘箱,在这里它被固化以形成管道绝热件。同时,使用另一个不同的心轴,以使得心轴缠绕工艺可以以伪连续的方式继续进行。
4、在连续的模制管道(cmp)工艺中,未固化的玻璃纤维“生皮”的连续的流被传递于输送机上。未固化的生皮具有的宽度大约对应于正在制造的管道绝热件的外周。然后,生皮被传递至围绕心轴拉动它的稀松布,所述稀松布与生皮相一致并且接着继续进入模具中。所述模具具有的外周对应于所述管道绝热件的外周,并且心轴尺寸对应于管道绝热件的内周。当所述绝热件处于所述模具中时,将热空气吹送通过所述绝热件以使粘结剂固化。连续的一段固化的管道绝热件从模具的后部中出来。然后,将所述连续的一段固化的管道绝热件沿着它的长度撕开(如上所述,这使最终用户能够将所述管道绝热件安装于管道之上),之后将所述管道绝热件切割成3英尺长的段以形成成品管道绝热件。然后,通过输送机将完全形成的管道绝热部件传递至第二机器,所述第二机器施加护套材料以形成成品。在cmp工艺中,生产率由在模具中使粘结剂固化的能力决定(较厚的绝热件运行得较慢)。
5、在mw和cmp工艺中,生皮由玻璃纤维制成,所述玻璃纤维已经被收集于其上具有未固化的粘结剂的带上。通常通过旋转式纤维纺丝工艺现场生产玻璃纤维。生皮通常将具有大于1英寸的厚度以及大于0.04lb/ft2的面积重量。
6、对于用于形成管道绝热件的工艺,存在未满足的需求,其中可以穿过管道绝热件的厚度调节或以其它方式改变管道绝热件的特性。所提出的工艺优选地为连续的或伪连续的工艺。此外,由于所提出的工艺可以使用预先形成的玻璃纤维垫作为它的输入,所以避免与常规的生产方法相关联的各种问题,比如对在现场具有玻璃制造装置(例如,熔化器)的需求。通过消除对同位熔化器的需求,所提出的工艺减少对采购和存储用于制造玻璃纤维的原材料的需求,减少熔化器将生成的排放物,并且通过使所述工艺与通常为了提高效率而不停地运行(亦即,24/7(全天候运转))的熔化器分离而有助于所述工艺的起停操作。
技术实现思路
1、在本文中提出,提供一种用于形成管道绝热件的更有效的和/或更通用的工艺。
2、因此,总体发明构思涉及并且考虑用于生产管道绝热件的方法和系统,其中可以穿过所述管道绝热件的厚度调节或以其它方式改变所述管道绝热件的特性。
3、在某些示例性实施例中,总体发明构思涉及用于由预先形成的纤维绝热材料(例如,垫,毡,网,织造物,非织造物)形成管道绝热件的方法和系统。以这种方式,不需要管道制造工艺与输入纤维生产的同位,这提供许多优点。
4、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的纤维绝热材料。任何合适的绝热纤维都可以被用于所述预先形成的纤维绝热材料中,比如玻璃纤维,矿棉纤维,聚合物纤维,陶瓷纤维,金属纤维等等。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
5、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的玻璃纤维垫。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
6、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的毡垫。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
7、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的复合纤维垫。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
8、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的织造织物。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
9、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的非织造织物。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
10、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料供应;围绕心轴螺旋缠绕所述绝热材料的多个层直至获得期望的厚度;以及将能量施加至所述绝热材料的层以将所述绝热材料的层固定至彼此,其中所述绝热材料为预先形成的矿棉网。在某些示例性实施例中,当所述绝热材料处于所述心轴上时,将能量施加至所述层。
11、在某些示例性实施例中,所述方法进一步包括在所述绝热材料的层被螺旋缠绕之前将粘结剂施加至所述绝热材料的层。
12、在某些示例性实施例中,所述方法进一步包括在所述绝热材料的层被螺旋缠绕之前激活所述绝热材料的层中的粘结剂。
13、在某些示例性实施例中,所述绝热材料的期望的厚度在0.25英寸至6英寸的范围内。
14、在某些示例性实施例中,所述能量为热能。在某些示例性实施例中,在75℉至700℉的温度范围内将热能施加至所述绝热材料的层达2秒钟至10分钟的持续时间。
15、在某些示例性实施例中,在所述绝热材料的层被螺旋缠绕之前,没有粘结剂被施加至所述绝热材料的层。相反,在所述层被螺旋缠绕之前,使用机械能(例如,针刺)来成形所述绝热材料。
16、在某些示例性实施例中,在所述绝热材料的层被螺旋缠绕于所述心轴上时,将能量施加至所述绝热材料的层。
17、所述方法进一步包括从所述心轴移除螺旋缠绕于所述心轴上的绝热材料。在某些示例性实施例中,在所述绝热材料被从所述心轴移除之后,将热能施加至所述绝热材料的层。
18、在某些示例性实施例中,所述方法进一步包括将所述管道绝热件切割成期望的长度。在某些示例性实施例中,所述长度在0.5英尺至12英尺的范围内。
19、在某些示例性实施例中,所述绝热材料供应包含所述预先形成的纤维绝热材料(例如,玻璃纤维垫)的多个卷,其中所述卷中的每一个对应于被螺旋缠绕于所述心轴上的绝热材料的层中的一个。
20、在某些示例性实施例中,所述方法进一步包括在所述绝热材料的多个层中的至少一个层被螺旋缠绕于所述心轴上之前,处理所述绝热材料的所述至少一个层以修改所述绝热材料的该至少一个层的特性。在某些示例性实施例中,所述特性为所处理的层的颜色。在某些示例性实施例中,所述特性为所处理的层的相对于所述心轴的接近角。
21、在某些示例性实施例中,所述预先形成的纤维绝热材料为玻璃纤维垫,所述玻璃纤维垫具有小于0.5英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.25英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.08lb/ft2的面积重量。在某些示例性实施例中,所述玻璃纤维垫具有小于0.04lb/ft2的面积重量。
22、在某些示例性实施例中,所述方法进一步包括沿着所述管道绝热件的整个长度穿过所述管道绝热件切割缝口。
23、在某些示例性实施例中,所述方法进一步包括将外护套施加至所述管道绝热件。在某些示例性实施例中,所述方法进一步包括在所述外护套上印刷与所述管道绝热件有关的信息。
24、在某些示例性实施例中,所述绝热材料的至少一个特性穿过所述管道绝热件的厚度变化。
25、根据一个示例性实施例,提供一种用于形成管道绝热件的系统。所述系统包括卷进给器,所述卷进给器用于进给预先形成的纤维绝热材料的多个卷;缠绕机,所述缠绕机用于围绕心轴螺旋缠绕所述绝热材料的多个层,所述层中的每一个对应于所述绝热材料的卷中的一个;以及加热器,所述加热器用于将热能施加至所述绝热材料的层,以将所述绝热材料的层固定至彼此。任何合适的绝热纤维都可以被用于所述预先形成的纤维绝热材料中,比如玻璃纤维,矿棉纤维,聚合物纤维,陶瓷纤维,金属纤维等等。在某些示例性实施例中,在所述纤维绝热材料处于所述心轴上时,将热能施加至所述层。
26、在某些示例性实施例中,所述预先形成的纤维绝热材料为玻璃纤维垫。
27、在某些示例性实施例中,所述预先形成的纤维绝热材料为毡垫。
28、在某些示例性实施例中,所述预先形成的纤维绝热材料为复合纤维垫。
29、在某些示例性实施例中,所述预先形成的纤维绝热材料为织造织物。
30、在某些示例性实施例中,所述预先形成的纤维绝热材料为非织造织物。
31、在某些示例性实施例中,所述预先形成的纤维绝热材料为矿棉网。
32、在某些示例性实施例中,所述系统进一步包括层处理站,其中所述层处理站在所述绝热材料的层被螺旋缠绕之前将粘结剂施加至所述绝热材料的层。
33、在某些示例性实施例中,所述系统进一步包括层处理站,其中所述层处理站在所述绝热材料的层被螺旋缠绕之前激活所述绝热材料的层中的粘结剂。
34、在某些示例性实施例中,所述系统进一步包括层处理站,其中所述层处理站改变所述层中的一个或多个层的相对于所述心轴的接近角(缠绕角)。
35、在某些示例性实施例中,所述系统进一步包括层处理站,其中所述层处理站在所述绝热材料的层中的至少一个层被螺旋缠绕于所述心轴上之前处理所述绝热材料的该至少一个层以修改所述至少一个层的特性。在某些示例性实施例中,所述特性为所处理的层的颜色。
36、在某些示例性实施例中,所述绝热材料的层被螺旋缠绕成在0.25英寸至6英寸的范围内的厚度。
37、在某些示例性实施例中,所述加热器为烘箱,所述管道绝热件穿过所述烘箱。
38、在某些示例性实施例中,在75℉至700℉的温度范围内将热能施加至所述绝热材料的层达2秒钟至10分钟的持续时间。
39、在某些示例性实施例中,在所述绝热材料的层被螺旋缠绕于所述心轴上时,所述加热器将热能施加至所述绝热材料的层。
40、在某些示例性实施例中,在所述绝热材料的层被从所述心轴移除之后,所述加热器将热能施加至所述绝热材料的层。
41、在某些示例性实施例中,所述系统进一步包括用于将所述管道绝热件切割成期望的长度的装置。在某些示例性实施例中,所述长度在0.5英尺至12英尺的范围内。
42、在某些示例性实施例中,所述预先形成的纤维绝热材料为纤维垫,所述纤维垫具有小于0.5英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.25英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.08lb/ft2的面积重量。在某些示例性实施例中,所述玻璃纤维垫具有小于0.04lb/ft2的面积重量。
43、在某些示例性实施例中,所述系统进一步包括用于沿着所述管道绝热件的整个长度穿过所述管道绝热件切割缝口的装置。
44、在某些示例性实施例中,所述系统进一步包括用于将外护套施加至所述管道绝热件的装置。
45、在某些示例性实施例中,所述绝热材料的至少一个特性穿过所述管道绝热件的厚度变化。
46、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供第一绝热材料和第二绝热材料;围绕心轴缠绕所述第一绝热材料至少一次直至获得期望的厚度t1;围绕缠绕于所述心轴上的第一绝热材料缠绕所述第二绝热材料至少一次直至获得期望的厚度t2;以及将能量施加至所述第一绝热材料和所述第二绝热材料以形成具有t1+t2的厚度的管道绝热件,其中所述管道绝热件的在由所述厚度t1所限定的第一区域中的特性与所述管道绝热件的在由所述厚度t2所限定的第二区域中的特性不同。
47、在某些示例性实施例中,所述第一绝热材料和所述第二绝热材料中的至少一者由预先形成的玻璃纤维垫的多个层制成。在某些示例性实施例中,所述玻璃纤维垫具有小于0.5英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.25英寸的厚度。在某些示例性实施例中,所述玻璃纤维垫具有小于0.08lb/ft2的面积重量。在某些示例性实施例中,所述玻璃纤维垫具有小于0.04lb/ft2的面积重量。
48、在某些示例性实施例中,所述方法进一步包括将粘结剂施加至所述第一绝热材料和所述第二绝热材料中的至少一者。
49、在某些示例性实施例中,所述方法进一步包括在所述第二绝热材料被缠绕之前激活所述第一绝热材料和所述第二绝热材料中的至少一者中的粘结剂。
50、在某些示例性实施例中,所述厚度t1在0.125英寸至5.75英寸的范围内。在某些示例性实施例中,所述厚度t2在0.125英寸至5.75英寸的范围内。
51、在某些示例性实施例中,所述能量为热能。在某些示例性实施例中,在75℉至700℉的温度范围内将热能施加至所述第一绝热材料和所述第二绝热材料达2秒钟至10分钟的持续时间。
52、在某些示例性实施例中,在所述第一绝热材料或所述第二绝热材料被螺旋缠绕之前,没有粘结剂被施加至所述第一绝热材料或所述第二绝热材料。相反,在缠绕之前,使用机械能(例如,针刺)来使所述第一绝热材料中的纤维和/或所述第二绝热材料中的纤维机械地缠结。
53、在某些示例性实施例中,在所述第二绝热材料被缠绕于所述第一绝热材料上时,将能量施加至所述第一绝热材料和所述第二绝热材料。
54、所述方法进一步包括从所述心轴移除所述管道绝热件。在某些示例性实施例中,在所述管道绝热件被从所述心轴移除之后,将能量施加至所述第一绝热材料和所述第二绝热材料中的至少一者。在某些示例性实施例中,在所述管道绝热件被从所述心轴移除之后,将能量施加至所述第一绝热材料和所述第二绝热材料。
55、在某些示例性实施例中,所述方法进一步包括将所述管道绝热件切割成期望的长度。在某些示例性实施例中,所述长度在0.5英尺至12英尺的范围内。
56、在某些示例性实施例中,从第一卷供应所述第一绝热材料,并且从第二卷供应所述第二绝热材料。
57、在某些示例性实施例中,所述管道绝热件的特性为它的颜色。在某些示例性实施例中,所述管道绝热件的特性为它的r值。在某些示例性实施例中,所述管道绝热件的特性为它的密度。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙率。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂成分。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂含量(loi)。在某些示例性实施例中,所述管道绝热件的特性为它的机械特性(例如,模量,抗张强度)。在某些示例性实施例中,所述管道绝热件的特性为它的耐温性。在某些示例性实施例中,所述管道绝热件的特性为它的耐湿性。
58、在某些示例性实施例中,所述方法进一步包括沿着所述管道绝热件的整个长度穿过所述管道绝热件切割缝口。
59、在某些示例性实施例中,所述方法进一步包括将外护套施加至所述管道绝热件。在某些示例性实施例中,所述方法进一步包括在所述外护套上印刷与所述管道绝热件有关的信息。
60、根据一个示例性实施例,提供一种形成管道绝热件的方法。所述方法包括提供绝热材料,所述绝热材料包括第一绝热材料层和第二绝热材料层;围绕心轴缠绕所述绝热材料至少一次直至获得期望的厚度t;将能量施加至所述绝热材料以形成所述管道绝热件,其中所述管道绝热件的在由所述第一绝热材料层所限定的一个或多个区域中的穿过所述厚度t的特性与所述管道绝热件的在由所述第二绝热材料层所限定的一个或多个区域中的穿过所述厚度t的特性不同。
61、在某些示例性实施例中,所述第一绝热材料层和所述第二绝热材料层中的至少一者由预先形成的玻璃纤维垫的多个层制成。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.5英寸的厚度。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.25英寸的厚度。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.08lb/ft2的面积重量。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.04lb/ft2的面积重量。
62、在某些示例性实施例中,所述方法进一步包括将粘结剂施加至所述绝热材料。
63、在某些示例性实施例中,所述方法进一步包括在所述绝热材料被缠绕之前激活所述绝热材料中的粘结剂。
64、在某些示例性实施例中,在所述绝热材料的层被螺旋缠绕之前,没有粘结剂被施加至所述绝热材料的层。相反,在所述绝热材料的层被螺旋缠绕之前,使用机械能(例如,针刺)来成形所述绝热材料。
65、在某些示例性实施例中,所述厚度t在0.125英寸至6英寸的范围内。
66、在某些示例性实施例中,所述能量为热能。在某些示例性实施例中,在75℉至700℉的温度范围内将热能施加至所述绝热材料达2秒钟至10分钟的持续时间。
67、在某些示例性实施例中,所述方法进一步包括从所述心轴移除所述管道绝热件。在某些示例性实施例中,在所述管道绝热件被从所述心轴移除之后,将能量施加至所述绝热材料。
68、在某些示例性实施例中,所述方法进一步包括将所述管道绝热件切割成期望的长度。在某些示例性实施例中,所述长度在0.5英尺至12英尺的范围内。
69、在某些示例性实施例中,从单个卷供应所述绝热材料。
70、在某些示例性实施例中,所述管道绝热件的特性为它的颜色。在某些示例性实施例中,所述管道绝热件的特性为它的r值(抗热流率)。在某些示例性实施例中,所述管道绝热件的特性为它的密度。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙率。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙度。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂成分。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂含量(loi)。在某些示例性实施例中,所述管道绝热件的特性为它的机械特性(例如,模量,抗张强度)。在某些示例性实施例中,所述管道绝热件的特性为它的耐温性。在某些示例性实施例中,所述管道绝热件的特性为它的耐湿性。
71、在某些示例性实施例中,所述方法进一步包括沿着所述管道绝热件的整个长度穿过所述管道绝热件切割缝口。
72、在某些示例性实施例中,所述方法进一步包括将外护套施加至所述管道绝热件。在某些示例性实施例中,所述方法进一步包括在所述外护套上印刷与所述管道绝热件有关的信息。
73、在某些示例性实施例中,所述绝热材料包括第三绝热材料层,其中所述第三绝热材料层与所述第一绝热材料层和所述第二绝热材料层二者不同。
74、在某些示例性实施例中,所述绝热材料包括第三绝热材料层,其中所述第三绝热材料层与所述第一绝热材料层和所述第二绝热材料层二者中的一者相同,并且其中所述第三绝热材料层与所述第一绝热材料层和所述第二绝热材料层二者中的一者不同。
75、在某些示例性实施例中,所述绝热材料包括四个或更多个不同的绝热材料层。在某些示例性实施例中,所述绝热材料包括多个不同的绝热材料层和多个相同的绝热材料层,其中两个相邻的绝热材料层不相同。
76、根据一个示例性实施例,提供一种管道绝热件。所述管道绝热件包括由绝热材料构成的、具有t英寸的厚度的细长的中空圆柱体,所述厚度从所述圆柱体的内表面延伸至所述圆柱体的外表面,其中所述管道绝热件的在所述圆柱体的第一区域中的特性与所述管道绝热件的在所述圆柱体的第二区域中的特性不同,其中所述圆柱体的第一区域具有(t-x)英寸的厚度,其中所述圆柱体的第二区域具有(t-y)英寸的厚度,以及其中x+y=t。在某些示例性实施例中,x≠y。
77、在某些示例性实施例中,所述圆柱体的第一区域以及所述圆柱体的第二区域二者中的至少一者包括预先形成的玻璃纤维垫的多个层。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.5英寸的厚度。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.25英寸的厚度。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.08lb/ft2的面积重量。在某些示例性实施例中,所述预先形成的玻璃纤维垫具有小于0.04lb/ft2的面积重量。
78、在某些示例性实施例中,所述细长的中空圆柱体具有内部腔,所述内部腔具有在0.5英寸至18英寸的范围内的直径。在某些示例性实施例中,所述厚度t在0.125英寸至6英寸的范围内。
79、在某些示例性实施例中,所述细长的中空圆柱体的长度在0.5英尺至12英尺的范围内。
80、在某些示例性实施例中,所述管道绝热件的特性为它的颜色。在某些示例性实施例中,所述管道绝热件的特性为它的r值。在某些示例性实施例中,所述管道绝热件的特性为它的密度。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙率。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙度。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂成分。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂含量(loi)。在某些示例性实施例中,所述管道绝热件的特性为它的机械特性(例如,模量,抗张强度)。在某些示例性实施例中,所述管道绝热件的特性为它的耐温性。在某些示例性实施例中,所述管道绝热件的特性为它的耐湿性。
81、在某些示例性实施例中,所述管道绝热件进一步包括缝口,所述缝口沿着所述细长的中空圆柱体的整个长度延伸穿过所述管道绝热件。
82、在某些示例性实施例中,所述管道绝热件进一步包括固定至所述细长的中空圆柱体的外表面的护套。在某些示例性实施例中,与所述管道绝热件有关的信息被印刷在所述护套上。
83、根据一个示例性实施例,提供一种管道绝热件。所述管道绝热件包括由绝热材料构成的、具有厚度t的细长的中空圆柱体,所述厚度从所述圆柱体的内表面延伸至所述圆柱体的外表面,其中穿过所述厚度t限定多个区域,所述区域中的每一个相对于所述细长的中空圆柱体的中心轴线为同心的,其中所述圆柱体的第一区域邻近于所述圆柱体的第二区域,以及其中所述管道绝热件的在所述圆柱体的第一区域中的特性与所述管道绝热件的在所述圆柱体的第二区域中的特性不同。
84、在某些示例性实施例中,所述管道绝热件的特性为它的颜色。在某些示例性实施例中,所述管道绝热件的特性为它的r值。在某些示例性实施例中,所述管道绝热件的特性为它的密度。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙率。在某些示例性实施例中,所述管道绝热件的特性为它的孔隙度。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂成分。在某些示例性实施例中,所述管道绝热件的特性为它的粘结剂含量(loi)。在某些示例性实施例中,所述管道绝热件的特性为它的机械特性(例如,模量,抗张强度)。在某些示例性实施例中,所述管道绝热件的特性为它的耐温性。在某些示例性实施例中,所述管道绝热件的特性为它的耐湿性。
85、在某些示例性实施例中,所述第一区域的厚度t1等于所述第二区域的厚度t2。在某些示例性实施例中,所述第一区域的厚度t1小于所述第二区域的厚度t2。
86、在某些示例性实施例中,所述圆柱体的第三区域邻近于所述圆柱体的第二区域,其中所述圆柱体的第三区域中的特性与所述圆柱体的第一区域以及所述圆柱体的第二区域二者中的至少一者中的特性不同。在某些示例性实施例中,所述第三区域的厚度t3等于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3等于所述第二区域的厚度t2。在某些示例性实施例中,所述第三区域的厚度t3小于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3小于所述第二区域的厚度t2。
87、在某些示例性实施例中,所述圆柱体的第三区域邻近于所述圆柱体的第二区域,其中所述圆柱体的第三区域中的特性与所述圆柱体的第一区域以及所述圆柱体的第二区域两者中的特性不同。在某些示例性实施例中,所述第三区域的厚度t3等于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3等于所述第二区域的厚度t2。在某些示例性实施例中,所述第三区域的厚度t3小于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3小于所述第二区域的厚度t2。
88、在某些示例性实施例中,所述圆柱体的第三区域邻近于所述圆柱体的第二区域,其中所述圆柱体的第三区域中的特性与所述圆柱体的第二区域中的特性不同,并且其中所述圆柱体的第三区域中的特性与所述圆柱体的第一区域中的特性相同。在某些示例性实施例中,所述第三区域的厚度t3等于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3等于所述第二区域的厚度t2。在某些示例性实施例中,所述第三区域的厚度t3小于所述第一区域的厚度t1。在某些示例性实施例中,所述第三区域的厚度t3小于所述第二区域的厚度t2。
89、根据示例性实施例的以下详细描述,权利要求以及与其一起提交的附图,总体发明构思的许多其它方面、优点和/或特征将变得更加显而易见。
- 还没有人留言评论。精彩留言会获得点赞!