一种活塞群部的减摩结构及加工方法与流程
本发明涉及活塞群部加工,具体涉及一种活塞群部的减摩结构及加工方法。
背景技术:
1、活塞裙部是指活塞最后一道环槽以下的部分,它与汽缸壁接触引导活塞在汽缸内作往复运动,并承受汽缸壁给它的侧推力。在活塞运行过程中,通过对裙部表面实施表面处理来达到降低摩擦因子系数的能力。传统活塞群部表面处理方案是条痕+树脂、镜面化加工+树脂的方案,两者摩擦系数与拉缸性不能兼顾。条痕+树脂方案摩擦系数大,但耐久性良好,镜面化加工+树脂方案摩擦系数小,但耐久性低。
2、如现有技术中,公开号为cn107288774a的专利“一种裙部激光处理活塞及其处理方法”,该申请公开了减摩层表面具有大面积微小凹凸部的活塞在发动机缸内往复运动时,微小凹凸部表层覆盖有一层树脂层并填满润滑液起到减少摩擦的作用,能大幅度地改善铝合金发动机活塞的耐磨性能;但在实际应用过程中存在以下缺陷:减摩层位置的条痕槽使裙部具有一定的弹性,从而使活塞装配时与气缸间具有尽可能小的间隙,且在热态时又具有补偿作用,不致造成活塞在气缸中卡死,但减摩层位置的条痕槽具有热胀补偿性,容易随条痕槽的延展性而发生粘接层、辅减摩层、主减摩层和树脂表层挤压破坏脱落,挤压破损的杂质颗粒容易夹杂在活塞和气缸之间,增大摩擦系数,且容易造成活塞的镜化表面划伤,刚度降低,进而导致耐摩擦性能减弱,影响活塞的使用寿命。
技术实现思路
1、本发明的目的在于提供一种活塞群部的减摩结构,用于解决现有技术中因活塞热态工作情况下容易发生减摩层出现挤压破坏脱落的问题。
2、本发明的目的可以通过以下技术方案实现:
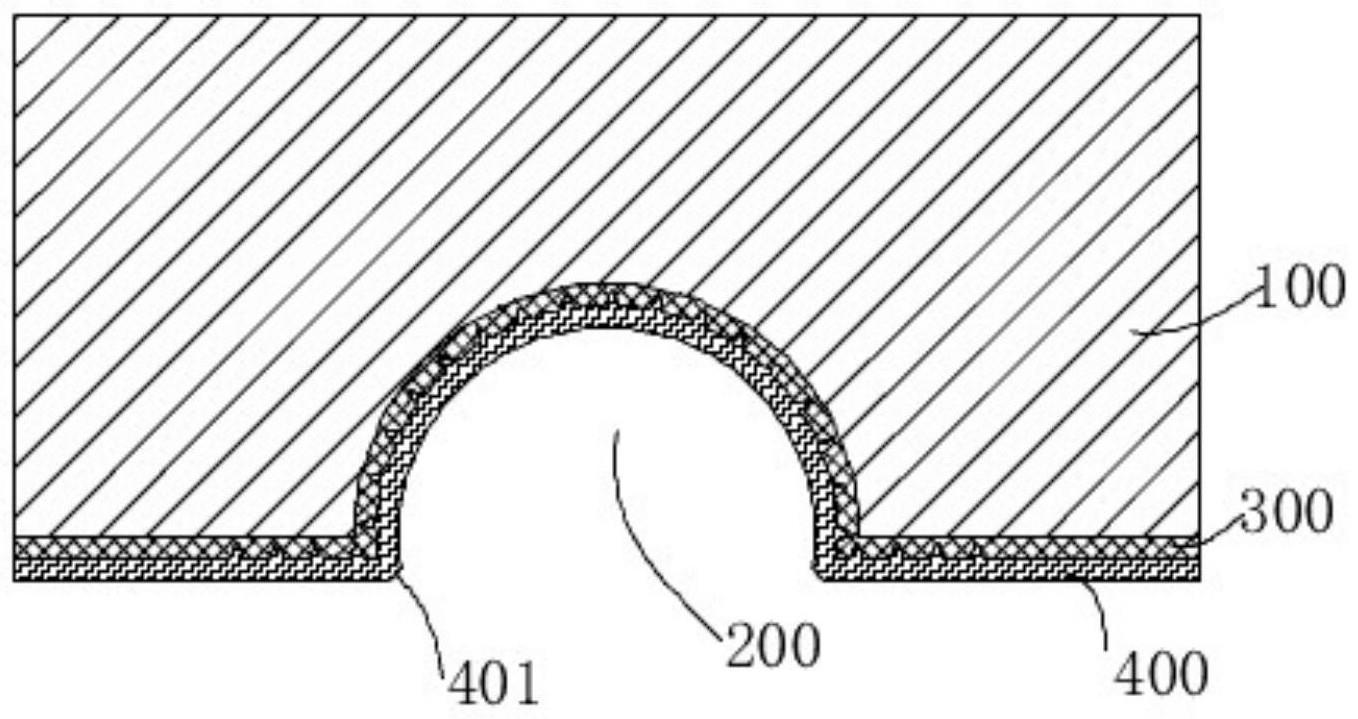
3、一种活塞群部的减摩结构,包括:
4、条痕槽,沿群部面的圆周侧面上均布设置多个所述条痕槽;
5、加强层,沿所述群部面和所述条痕槽的轮廓表面上均匀喷涂设置;
6、摩擦层,均匀喷涂设置在所述加强层的表面上。
7、作为本发明进一步的方案:所述加强层为碳化钨合金涂层,且所述加强层的厚度为5-10μm。
8、作为本发明进一步的方案:位于所述条痕槽位置的所述加强层表面上均匀设有多个微槽部,及位于所述群部面向所述条痕槽过渡位置的所述加强层表面上均匀设有多个微槽部。
9、作为本发明进一步的方案:所述摩擦层为纳米陶瓷涂料层,且所述摩擦层的厚度为10-20μm。
10、作为本发明进一步的方案:所述摩擦层向所述条痕槽过渡位置打磨形成倒角部。
11、作为本发明进一步的方案:所述摩擦层表面上间隔设置有多个润滑条槽,所述润滑条槽与所述条痕槽相导通设置。
12、一种活塞群部的减摩结构加工方法,包括以下步骤:
13、s10、在群部面表面形成多个条痕槽,获得具有条痕槽的活塞;
14、s20、在群部面表面形成加强层,沿所述群部面和所述条痕槽的轮廓表面上均匀喷涂设置所述加强层,位于所述条痕槽位置的所述加强层表面上均匀形成多个微槽部,及位于所述群部面向所述条痕槽过渡位置的所述加强层表面上均匀形成多个微槽部,获得具有加强层的活塞;
15、s30、在群部面表面上形成摩擦层,沿所述加强层的轮廓表面上均匀喷涂设置所述摩擦层,所述摩擦层向所述条痕槽过渡位置打磨形成倒角部,且所述摩擦层表面上间隔设置有多个润滑条槽,所述润滑条槽与所述条痕槽相导通设置,获得摩擦层和加强层结合形成的活塞。
16、作为本发明进一步的方案:在步骤s20中,所述加强层为碳化钨合金涂层,所述加强层的喷涂处理温度为80℃-90℃,处理时间为20—40min。
17、作为本发明进一步的方案:在步骤s30中,所述摩擦层为纳米陶瓷涂料层,所述摩擦层的喷涂处理温度为150℃-200℃,处理时间为10—25min。
18、作为本发明进一步的方案:在步骤s30中,均匀喷涂所述摩擦层完成后,进行打磨处理,打磨后的所述摩擦层表面粗糙度为ra0.4-0.8um。
19、本发明的有益效果:
20、(1)本发明的活塞群部的减摩结构,群部面设置多个条痕槽,并在群部面上依次喷涂加强层和摩擦层,在设置的条痕槽起到减少摩擦的情况下,群部面上依次喷涂设置加强层和摩擦层,用于提高活塞的耐久性能,确保喷涂加强层和摩擦层的整体一致性,在条痕槽处于热态补偿作用下,不会造成加强层和摩擦层挤压破坏脱落,从而有助于延长活塞的使用寿命,解决了现有技术中因活塞热态工作情况下容易发生减摩层出现挤压破坏脱落的问题;
21、(2)本发明的活塞群部的减摩结构,群部面与摩擦层之间设置加强层,可以确保摩擦层与群部面之间的结合强度,设置的摩擦层以使群部面圆周侧面耐摩擦性一致,且可以提升群部面的耐磨性能;
22、(3)本发明的活塞群部的减摩结构,加强层为碳化钨合金涂层,具有良好的耐磨损性能,以提升摩擦层与群部面层的结合强度,摩擦层为纳米陶瓷涂料层,纳米陶瓷涂料层在活塞工作高温的环境下是具有非常好的耐高温隔热效果的,起到隔绝导热作用,减弱活塞在高温环境下受到的热膨胀作用,且对于活塞受燃气的化学腐蚀的环境下,纳米陶瓷涂料层具有耐酸碱性能,可以有效地进行防护作用,进一步提升活塞的耐久性;
23、(4)本发明的活塞群部的减摩结构加工方法,对群部面设置的条痕槽以及其表面耐摩擦特征进行优化,操作方便,条痕槽满足活塞与气缸之间可以达到降低摩擦效果,加强层和摩擦层连接稳定,且整体一致,可以满足活塞与气缸之间可以达到耐久使用效果。
技术特征:
1.一种活塞群部的减摩结构,其特征在于,包括:
2.根据权利要求1所述的一种活塞群部的减摩结构,其特征在于,所述加强层(300)为碳化钨合金涂层,且所述加强层(300)的厚度为5-10μm。
3.根据权利要求2所述的一种活塞群部的减摩结构,其特征在于,位于所述条痕槽(200)位置的所述加强层(300)表面上均匀设有多个微槽部(301),及位于所述群部面(100)向所述条痕槽(200)过渡位置的所述加强层(300)表面上均匀设有多个微槽部(301)。
4.根据权利要求1所述的一种活塞群部的减摩结构,其特征在于,所述摩擦层(400)为纳米陶瓷涂料层,且所述摩擦层(400)的厚度为10-20μm。
5.根据权利要求1所述的一种活塞群部的减摩结构,其特征在于,所述摩擦层(400)向所述条痕槽(200)过渡位置打磨形成倒角部(401)。
6.根据权利要求1所述的一种活塞群部的减摩结构,其特征在于,所述摩擦层(400)表面上间隔设置有多个润滑条槽(402),所述润滑条槽(402)与所述条痕槽(200)相导通设置。
7.一种活塞群部的减摩结构加工方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的一种活塞群部的减摩结构加工方法,其特征在于,在步骤s20中,所述加强层(300)为碳化钨合金涂层,所述加强层(300)的喷涂处理温度为80℃-90℃,处理时间为20—40min。
9.根据权利要求7所述的一种活塞群部的减摩结构加工方法,其特征在于,在步骤s30中,所述摩擦层(400)为纳米陶瓷涂料层,所述摩擦层(400)的喷涂处理温度为150℃-200℃,处理时间为10—25min。
10.根据权利要求7所述的一种活塞群部的减摩结构加工方法,其特征在于,在步骤s30中,均匀喷涂所述摩擦层(400)完成后,进行打磨处理,打磨后的所述摩擦层(400)表面粗糙度为ra0.4-0.8um。
技术总结
本发明公开了一种活塞群部的减摩结构,包括条痕槽、加强层和摩擦层,沿群部面的圆周侧面上均布设置多个条痕槽,沿群部面和条痕槽的轮廓表面上均匀喷涂设置,并在加强层的表面上均匀喷涂设置摩擦层,在设置的条痕槽起到减少摩擦的情况下,群部面上依次喷涂设置加强层和摩擦层,用于提高活塞的耐久性能,确保喷涂加强层和摩擦层的整体一致性,在条痕槽处于热态补偿作用下,不会造成加强层和摩擦层挤压破坏脱落,从而有助于延长活塞的使用寿命。
技术研发人员:胡涛,黄魏楼,王强
受保护的技术使用者:安庆雅德帝伯活塞有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!