具有滚子自动认向功能的圆锥滚子轴承装配机及装配方法与流程
本发明涉及加工领域,尤其涉及一种具有滚子自动认向功能的圆锥滚子轴承装配机及装配方法。
背景技术:
1、圆锥滚子轴承是一种常见的轴承类型,通常以承受径向载荷为主,同时可以承受轴向载荷,具有承载能力强的优点。圆锥滚子轴承属于分离型轴承,内圈、外圈和保持架组件分别加工和装配,其中保持架的装配工作量较大。
2、由于圆锥滚子的结构特性,在装配时,需要对滚子进行认向操作,人工认向的效率低下,且存在认向错误的风险。
3、申请公布号为cn 108006088a的中国发明专利申请公开了一种落料装置及圆锥滚子轴承装配设备,可以实现滚子的有序上料、及滚子与保持架之间自动化的装配操作。但上述落料装置的结构较为复杂,占用空间较大。同时采用机械手形式转运滚子,也存在成本较高的问题。
4、本技术的目的即是针对上述装配设备的不足,提供一种结构简单、装配效率高的圆锥滚子轴承装配机。
技术实现思路
1、本发明要解决的技术问题是提供一种具有滚子自动认向功能的圆锥滚子轴承装配机及装配方法,具有结构简单、运行可靠、设备成本低等优点。
2、为了解决上述技术问题,本发明提供的技术方案如下:具有滚子自动认向功能的圆锥滚子轴承装配机,至少包括:
3、分拣模块,所述的分拣模块包括振动盘、认向模具和导料管,所述的认向模具上设有认向通道,所述认向通道的进口端与振动盘的出料口连通;所述认向通道的底面设有认向口,所述导料管的进口位于认向口下方,并与认向口连通;
4、所述的认向口沿认向通道延伸的方向为法向,所述的认向口沿法向依次设有反向小端识别位、正向质心识别位、大端识别位、反向质心识别位和正向小端识别位;其中大端识别位的宽度大于反向小端识别位、正向质心识别位、反向质心识别位和正向小端识别位,且沿反向小端识别位至正向质心识别位宽度逐渐增大,沿大端识别位、反向质心识别位至正向小端识别位宽度逐渐减小;
5、正向质心识别位与大端识别位的距离不大于滚子的大端质心高度;正向质心识别位与正向小端识别位的距离不小于滚子的小端质心高度;反向质心识别位与反向小端识别位的距离不小于滚子的小端质心高度;
6、滚子引导模块,所述的滚子引导模块包括滚子控制器和位置调整组件,所述的位置调整组件用于调整滚子控制器的位置;所述的滚子控制器包括滚子引导头,所述的滚子引导头内设有滚子通道,所述滚子通道的进料口与导料管连通,且所述滚子通道的进料口至出料口由上往下延伸;
7、保持架安装模块,所述的保持架安装模块包括定芯模具,所述滚子引导头的出料口与定芯模具对应。
8、振动盘用于对滚子的姿态进行整理,并逐个有序输送至认向通道。滚子在沿认向通道运动过程中,以小端向下的姿态进入认向口。导料管用于将滚子引导至滚子引导头,并最终掉落至定芯模具与保持架转盘。
9、本技术的认向模具仅依靠滚子重力进行认向分拣,具有结构简单,运行可靠的优点。
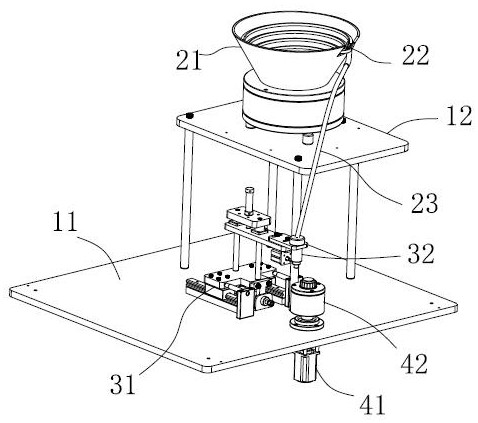
10、作为优选,还包括机架,所述的机架上设有装配台和分拣台,所述的分拣台高于装配台设置;所述的振动盘设置在分拣台上,所述的滚子引导模块和保持架安装模块设置在装配台上。
11、作为优选,所述装配台的下方设有旋转驱动单元,所述的旋转驱动单元与定芯模具连接,并驱动定芯模具旋转。
12、当完成一个滚子的装配后,旋转驱动单元驱动定芯模具和保持架转位,进行下一个滚子的装配操作。
13、作为优选,所述的定芯模具包括保持架定心轴和滚子定心轴,所述的保持架定心轴与滚子定心轴同轴设置,且所述保持架定心轴的直径大于滚子定心轴的直径;所述滚子定心轴的外侧面设有若干弧形缺口。
14、保持架定心轴用于安装定位保持架。在装配时,保持架套设在保持架定心轴上,滚子定心轴位于保持架内。弧形缺口的设置为滚子的送入留出空间,同时在滚子送入缺口后,弧形缺口可以引导滚子向保持架方向倾倒,并进入对应的兜孔内,完成装配操作。
15、作为优选,所述的保持架定心轴与滚子定心轴分体设置,且所述的保持架定心轴套设在滚子定心轴外侧;所述保持架定心轴内侧设有与弧形缺口匹配的凸起部。
16、作为优选,所述的位置调整组件包括水平调整块、竖直调整块、水平驱动单元和竖直驱动单元,所述的水平驱动单元用于驱动水平调整块运动;竖直调整块上下活动设置在水平调整块上,所述的竖直驱动单元用于驱动竖直调整块相对于水平调整块上下运动;所述的滚子控制器设置在竖直调整块上。
17、作为优选,所述滚子引导头的一侧设有控制孔,所述的控制孔与滚子通道连通;所述的滚子控制器还包括通断控制单元,所述的通断控制单元包括插杆和通断驱动件,所述的插杆与控制孔对齐,所述的通断驱动件用于驱动插杆沿控制孔轴向运动。
18、当通断控制单元驱动插杆插入控制孔至滚子通道内时,滚子通道关闭,滚子被插杆拦截无法通过。但通断控制单元控制插杆后撤退出滚子通道时,滚子通道开启,滚子可以顺利通过。通断控制单元可以通知滚子是否通过,还可以对滚子的运动起到缓冲作用,控制滚子从滚子引导头送出的速度。
19、作为优选,所述认向通道的出口端向振动盘的中心方向延伸。
20、当滚子通过沿认向通道运动通过认向口认向失败时,可以沿认向通道继续运动并返回振动盘中。
21、作为优选,所述的认向口从反向小端识别位向认向通道的进口端方向延伸,且延伸部分的宽度不大于反向小端识别位的宽度;所述的认向口从正向小端识别位向认向通道的出口端方向延伸,且延伸部分的宽度不大于正向小端识别位的宽度。
22、认向口向两端延伸可以增大认向口的面积,有效提高滚子通过认向口的顺畅程度。同时,滚子在运动至延伸部分的,有较大概率会部分滑落至认向口内,并沿认向口的延伸部分运动。延伸部分可以对滚子的运动方向进行引导,避免滚子姿态偏离认向口的法向程度过大,提高认向成功率。
23、具有滚子自动认向功能的圆锥滚子轴承装配方法,采用如上所述的圆锥滚子轴承装配机;
24、至少包括以下步骤:
25、s1上料:将滚子置于振动盘内,同时将待装配的保持架置于定芯模具上;
26、s2位置调整:位置调整组件工作,调整滚子引导头相对于定芯模具和保持架的位置;
27、s3分拣:振动盘工作,将滚子逐个从出料口送入认向模具的认向通道;
28、若滚子小端向前进入认向口,当滚子质心通过正向质心识别位时,滚子小端仍未到达正向小端识别位,滚子直接以小端向下的姿态掉落入认向口,完成分拣;
29、若滚子大端在前进入认向口,当滚子质心通过正向质心识别位时,滚子大端已通过大端识别位,滚子无法进入认向口,滚子继续向前运动;当滚子小端通过反向小端识别位时,滚子质心仍未到达反向质心识别位,滚子以小端向下的姿态掉落入认向口,完成分拣;
30、s4装配:分拣完成的滚子经由导料管和滚子引导头引导运动至定芯模具,与保持架进行装配,完成单个滚子的装配操作。
- 还没有人留言评论。精彩留言会获得点赞!