一种全焊接球阀球体自动定位中心结构和装配安装方法与流程
本发明涉及阀门,尤其是一种全焊接球阀球体自动定位中心结构和装配安装方法。
背景技术:
1、全焊接球阀作为一种开关截断阀门,具有流阻小、开关迅速、杜绝外泄漏、免维护等特点,广泛应用于石油及天然气的输送管线及城市供热工况。但全焊接球阀结构形式的特殊性,使其制造难度较大,全焊接球阀外形结构设计上主要有两大类型,一类是球形两片式单焊缝全焊接阀体结构,球体的固定靠上下阀杆支撑球体,实际存在阀体安装阀杆部分的焊缝和左右阀体主焊缝垂直相交;另一类是圆筒状三片式两条焊缝全焊接阀体结构,球体的固定靠固定板支撑球体。现有的这些结构球体装配配合阀座中心都需要依靠设备加工精度保证;或者制作配车的不同尺寸的调整垫片来保证。
技术实现思路
1、针对上述背景技术所阐述的问题,本发明所要解决的技术问题是提供一种全焊接球阀球体自动定位中心结构和装配安装方法。
2、为了达到上述目的,本发明提供如下技术方案:
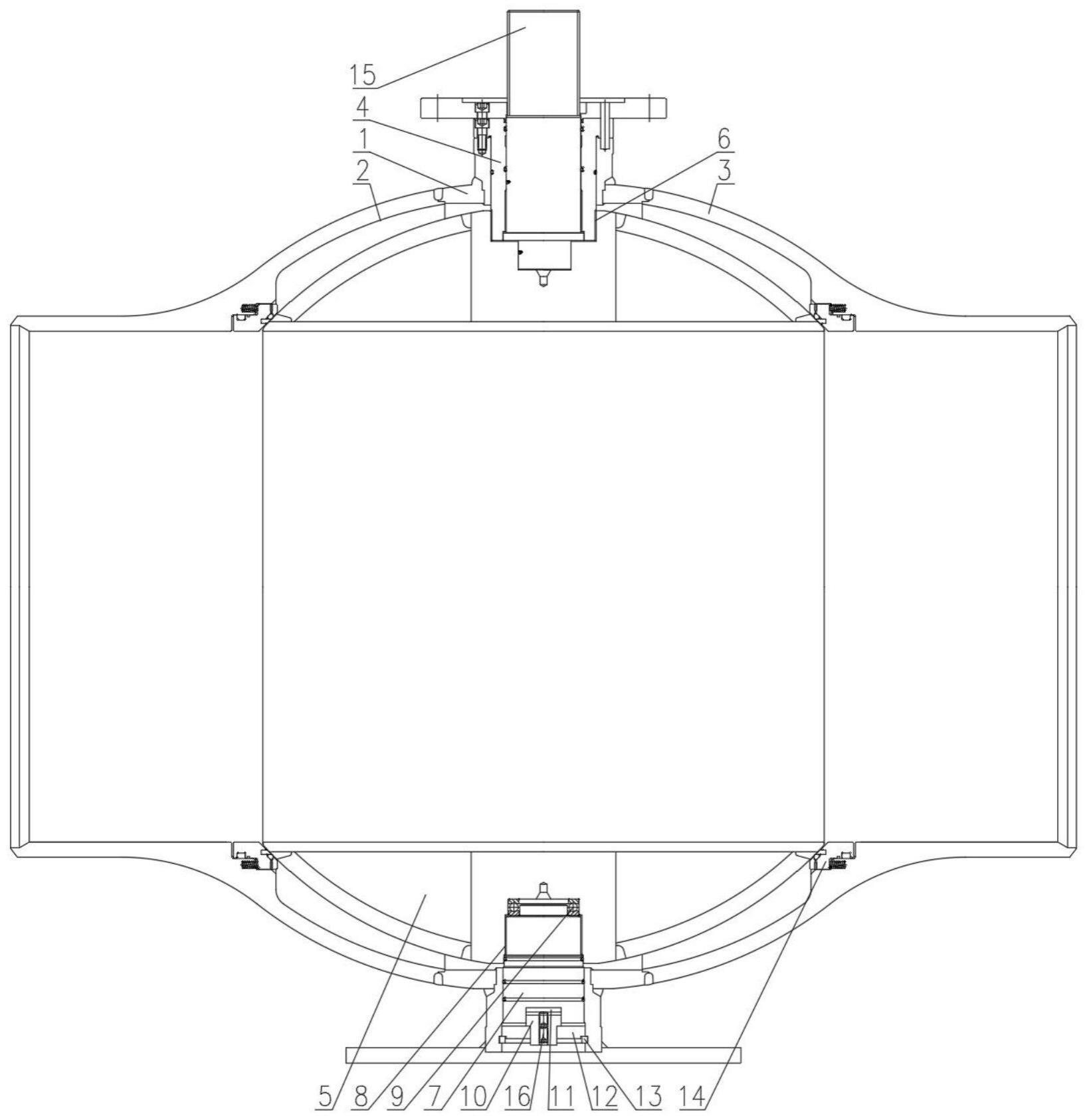
3、一种全焊接球阀球体自动定位中心结构,包括中阀体,所述中阀体连接上阀颈和下阀颈,所述阀颈内设置填料箱;所述中阀体的两端分别连接左阀盖和右阀盖;所述阀体内设置球体,所述填料箱配合滑动轴承伸入球体支撑固定球体,所述下固定轴配合滑动轴承及平面推力轴承固定球体;所述调整块、垫片、定位环和四开环通过2只固定螺钉自动调整固定球体装配配合阀座中心重合。
4、上述技术方案中,所述阀体内设置与所述球体配合的阀座组件。
5、本发明还公开一种全焊接球阀球体自动定位中心结构的装配安装方法,包括步骤:
6、步骤一,首先将阀座分别装配到左阀盖、右阀盖,将中阀体、球体、填料箱、滑动轴承、下固定轴、平面推力轴承组合装配完整;
7、步骤二,利用专用工装设备将左阀盖、右阀盖连接安装到中阀体上,调运全焊接球阀到阀门试验设备进行0.6mpa气体密封试验,左右端分别试验合格后,使用全焊接球阀到全自动埋弧焊机进行间隔打底焊接;
8、步骤三,依次分层成型焊接完成后按要求进行阀门试验;
9、步骤四,将阀杆安装到设计位置,将全焊接球阀全开到全关空运行3-5次;让球体充分的与阀座处于同一中心轴线上;
10、步骤五,将调整块、垫片、定位环依次装配到下轴孔处,然后装配四开环到阀门下轴孔环槽处,将一个固定螺钉旋入调整块,让球体保证重合阀座的中心;将另一个固定螺钉旋入调整块,在安全扭矩下锁紧。
11、有益效果:本发明可以克服现有技术的缺陷,提高生产效率及阀门生产试验一次成功合格率,降低成本节约资源回报社会。
技术特征:
1.一种全焊接球阀球体自动定位中心结构,其特征在于:包括中阀体,所述中阀体连接上阀颈和下阀颈,所述阀颈内设置填料箱;所述中阀体的两端分别连接左阀盖和右阀盖;所述阀体内设置球体,所述填料箱配合滑动轴承伸入球体支撑固定球体,所述下固定轴配合滑动轴承及平面推力轴承固定球体;所述调整块、垫片、定位环和四开环通过2只固定螺钉自动调整固定球体装配配合阀座中心重合。
2.根据权利要求1所述的一种全焊接球阀球体自动定位中心结构,其特征在于:所述阀体内设置与所述球体配合的阀座组件。
3.一种权利要求1和2所述的全焊接球阀球体自动定位中心结构的装配安装方法,其特征在于:包括步骤:
技术总结
本发明提供一种全焊接球阀球体自动定位中心结构和装配安装方法,包括中阀体,所述中阀体连接上阀颈和下阀颈,所述阀颈内设置填料箱;所述中阀体的两端分别连接左阀盖和右阀盖;所述阀体内设置球体,所述填料箱配合滑动轴承伸入球体支撑固定球体,所述下固定轴配合滑动轴承及平面推力轴承固定球体;所述调整块、垫片、定位环和四开环通过2只固定螺钉自动调整固定球体装配配合阀座中心重合,本发明克服现有技术的缺陷,提高生产效率及阀门生产试验一次成功合格率,降低成本节约资源回报社会。
技术研发人员:付新合,李国锋,代记文,池汇泉,张合勇
受保护的技术使用者:北京市阀门总厂股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!