高效的刹车盘与合头连接套杆的制作方法
本技术涉及汽车零部件,具体涉及到一种高效的汽车刹车盘与合头装配用连接套杆。
背景技术:
1、随着科技的发展,技术的进步与革新,汽车产品日新月异,也对冲压件、紧固件产品提出了更高的技术要求,而汽车刹车盘与合头装配用连接套杆对车辆安全行驶也起到决定性因素。
2、现有技术刹车盘与合头装配用普通非定位连接套杆以正常形式旋入装配内孔时,容易出现垫片方向错位导致干涉或外观不良等问题,影响装配的效率和操作的安全性。
3、因此,现有技术刹车盘与合头的连接套杆,还有提升的地方。
技术实现思路
1、本实用新型的目的在于提供一种高效的汽车刹车盘与合头装配用连接套杆,安装时垫片紧密固定在垫片装配卡位区域内,避免装配过程出现垫片转动,以解决现有的技术问题。
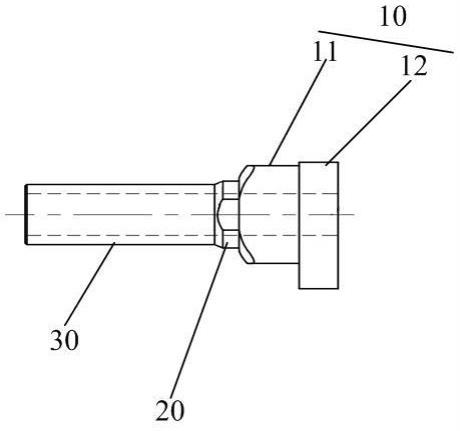
2、为达到上述目的,本实用新型提供一种高效的刹车盘与合头连接套杆,所述连接套杆包括合头装配体部、垫片装配卡位部和螺栓装配孔径管部,所述合头装配体部、垫片装配卡位部和螺栓装配孔径管部一次成型固定;所述合头装配体部的中心、垫片装配卡位部的圆心和螺栓装配孔径管部的圆心同心;所述垫片装配卡位部为一圆形切去对等的四个弦,所述垫片装配卡位部用于卡住垫片;所述合头装配体部包括长方形片体部和大割圆片体部,所述合头装配体部用于卡合所述合头的凹槽。
3、依照本实用新型较佳实施例所述的高效的刹车盘与合头连接套杆,所述合头的凹槽为合头圆周外缘的缺口。
4、依照本实用新型较佳实施例所述的高效的刹车盘与合头连接套杆,所述螺栓装配孔径管部为一包括内通孔的管道,所述螺栓装配孔径管部用于调整长度配合螺栓锁紧。
5、依照本实用新型较佳实施例所述的高效的刹车盘与合头连接套杆,所述螺栓装配孔径管部的内通孔贯通连接所述合头装配体部的内通孔和所述垫片装配卡位部的内通孔。
6、依照本实用新型较佳实施例所述的高效的刹车盘与合头连接套杆,所述片体部的宽是9.85-9.9mm,片体部的长是14.4-14.6mm,所述垫片装配卡位部的直径是10.78-10.88mm,所述垫片装配卡位部的对称宽度是9.8-9.9mm,所述螺栓装配孔径管部的装配孔径直径是6.2-6.35mm。
7、本申请的设计理念是:设计出一种通过固定垫片方向来连接刹车盘和合头的结构,装配时不跟转、侧滑,安装时垫片紧密固定在垫片装配卡位区域内,避免装配过程出现垫片外漏出装配合头的问题;这种连接套杆相比普通的组合螺栓,合头装配体下方增加了对称的垫片装配卡位部位,装入刹车盘内孔时可以通过装配卡位嵌入垫片,并顺利的装入合头进而起到固定作用;这种刹车盘与合头连接套杆既适用于人工装配,也适用于自动化装配,结构可靠、装配过程连接套杆易定位易安装不变形,提高了企业效益,降低了生产风险。
8、本实用新型与现有技术相比,本实用新型具有以下优点:
9、第一、本申请连接套杆安装时垫片紧密固定在垫片装配卡位区域内,避免装配过程出现垫片转动导致垫片外漏出装配合头;
10、第二、本申请既适用于人工装配,也适用于自动化装配,结构可靠,装配过程连接套杆易定位易安装不变形,提高了企业效益,降低了生产风险。
11、当然,实施本申请内容的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
技术特征:
1.一种高效的刹车盘与合头连接套杆,其特征在于,所述连接套杆包括合头装配体部、垫片装配卡位部和螺栓装配孔径管部,所述合头装配体部、垫片装配卡位部和螺栓装配孔径管部一次成型固定;所述合头装配体部的中心、垫片装配卡位部的圆心和螺栓装配孔径管部的圆心同心;所述垫片装配卡位部为一圆形切去对等的四个弦,所述垫片装配卡位部用于卡住垫片;所述合头装配体部包括长方形片体部和大割圆片体部,所述合头装配体部用于卡合所述合头的凹槽。
2.如权利要求1所述的高效的刹车盘与合头连接套杆,其特征在于,所述合头的凹槽为合头圆周外缘的缺口。
3.如权利要求2所述的高效的刹车盘与合头连接套杆,其特征在于,所述螺栓装配孔径管部为一包括内通孔的管道,所述螺栓装配孔径管部用于调整长度配合螺栓锁紧。
4.如权利要求3所述的高效的刹车盘与合头连接套杆,其特征在于,所述螺栓装配孔径管部的内通孔贯通连接所述合头装配体部的内通孔和所述垫片装配卡位部的内通孔。
5.如权利要求4所述的高效的刹车盘与合头连接套杆,其特征在于,所述片体部的宽是9.85-9.9mm,片体部的长是14.4-14.6mm,所述垫片装配卡位部的直径是10.78-10.88mm,所述垫片装配卡位部的对称宽度是9.8-9.9mm,所述螺栓装配孔径管部的装配孔径直径是6.2-6.35mm。
技术总结
本技术涉及一种高效的刹车盘与合头连接套杆,所述连接套杆包括合头装配体部、垫片装配卡位部和螺栓装配孔径管部,所述合头装配体部、垫片装配卡位部和螺栓装配孔径管部一次成型固定;所述合头装配体部的中心、垫片装配卡位部的圆心和螺栓装配孔径管部的圆心同心;所述垫片装配卡位部为一圆形切去对等的四个弦,所述垫片装配卡位部用于卡住垫片。本申请既适用于人工装配,也适用于自动化装配,结构可靠,装配过程连接套杆易定位易安装不变形,提高了企业效益,降低了生产风险。
技术研发人员:王长土
受保护的技术使用者:宁波长华长盛汽车零部件有限公司
技术研发日:20231120
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!