压力容器的制作方法
1.本发明涉及一种压力容器。
背景技术:
2.已知有如下压力容器,该压力容器具有:衬里,其具有圆筒部和形成于圆筒部两侧的一对的圆顶部;以及增强层,其形成于衬里的外侧且由纤维强化树脂材料构成(例如,参照专利文献1、2)。
3.一般通过纤维缠绕法形成增强层。如图4中(a)所示,环向缠绕是将纤维增强材料30沿与压力容器31的轴心o大致正交的方向缠绕的缠绕方法,如图4中(b)所示,低角度螺旋缠绕是相对于轴心o以较低的取向角度θ2缠绕的缠绕方法,如图4中(c)所示,高角度螺旋缠绕是相对于轴心o以较高的取向角度θ1缠绕的缠绕方法。一般来说,环向缠绕以增强圆筒部32为目的而实施,低角度螺旋缠绕以增强圆顶部33的顶端周围为目的而实施。高角度螺旋缠绕主要以增强通过环向缠绕或低角度螺旋缠绕不能增强的部位、即作为圆顶部33中的靠近圆筒部32的部位的肩部35为目的而实施的情况较多。
4.专利文献2中记载了将环向缠绕应用于肩部的增强的技术。具体来说,记载了如下技术:以成为肩部的延长面的方式,在衬里的圆筒部的端部形成环箍层。即,设为环箍层的环箍圆顶部承担衬里的肩部的一部分的构造。现有技术文献专利文献
5.专利文献1:日本发明专利公开公报特开2012
‑
246962号。专利文献2:日本发明专利公报第5408351号。
技术实现要素:
发明要解决的技术问题
6.但是,在专利文献2的技术中,以成为肩部的延长面的方式形成了环箍层的环箍圆顶部。即,环箍层的环箍圆顶部是随着趋向衬里的圆顶部的顶端侧而变薄的构造。因此,肩部的增强的强度随着趋向衬里的圆顶部的顶端侧而逐渐降低。
7.本发明是为了解决这样的课题而完成的,其目的在于,提供一种能够实现抑制衬里的圆顶部的强度降低的压力容器。用于解决技术问题的技术方案
8.为了解决上述课题,本发明的压力容器具备:衬里,其具有圆筒部和一对的圆顶部;以及增强层,其形成于所述衬里的外侧且由纤维强化树脂材料构成,该压力容器的特征在于,所述增强层包括:隆起部,其在各所述圆顶部通过高角度螺旋缠绕以隆起的方式形成;以及中间部,其遍及一对的所述隆起部的各顶点之间,通过环向缠绕或以比所述高角度螺旋缠绕高的角度缠绕的大致环向缠绕而形成。
9.根据本发明,达到如下效果。
(1)利用具有高角度螺旋缠绕的厚度的隆起部,能够局部地充分增强圆顶部。由于衬里的形状保持简单的圆顶形状不变即可,因此能够抑制应力集中,能够抑制不特别地设置衬里的厚壁部引起的内部流体的影响。(2)遍及隆起部的顶点之间具有环向缠绕或者以比所述高角度螺旋缠绕高的角度缠绕的大致环向缠绕的中间部,从而能够消除隆起部的形成产生的高低差。由此,能够抑制外层的起伏,能够抑制压力容器的强度降低。
10.另外,本发明的特征在于,所述中间部从所述顶点起开始以成为所述隆起部的轴向外侧的倾斜面的延长面的方式形成为曲面状之后,与所述衬里的轴向平行而形成。
11.根据本发明,能够通过简单的构造,消除隆起部的高低差。发明效果
12.根据本发明,实现了抑制衬里的圆顶部的强度降低。
附图说明
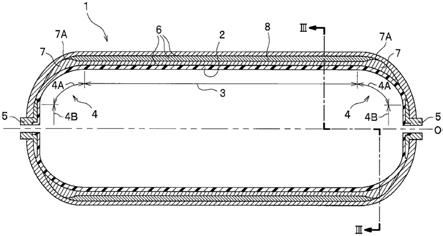
13.图1是本发明涉及的压力容器的侧剖面图。图2是本发明涉及的隆起部周围的侧剖面图。图3是图1中的iii
‑
iii剖面图。图4是纤维缠绕法的概略说明图,其中,(a)示出环向缠绕,(b)示出低角度螺旋缠绕,(c)示出高角度螺旋缠绕。
具体实施方式
14.本发明的压力容器可以用作于储存lpg等低压气体、氢气等高压气体、其他流体的容器。如图1所示,本发明的压力容器1具有:衬里2;以及增强层6,该增强层6由通过纤维缠绕形成于衬里2的外侧的纤维强化树脂材料构成。
15.衬里2具有:大致定剖面的圆筒形状的圆筒部3;和在圆筒部3的两端形成的圆顶部4、4。在至少一方的圆顶部4的平面部4b的中央,以与衬里2的轴心o同轴状地与衬里2一体成形有金属制的座口5。衬里2例如由聚乙烯等合成树脂材料构成,通过注塑成形或吹塑成形等形成。
16.圆顶部4由以下形状构成,该形状具有从圆筒部3的端部起以曲面状缩小直径的肩部4a、和形成于肩部4a的顶端侧且成为与轴心o大致正交的面的平面部4b。根据不同情况,也可以不形成平面部4b,而从圆筒部3的端部到座口5全部以曲面状缩小直径而形成。
17.增强层6是通过将由强化纤维束构成的股线缠绕在利用未图示的旋转装置绕轴心o旋转的衬里2的外表面而形成的。增强层6包括:隆起部7,其在各圆顶部4的肩部4a通过高角度螺旋缠绕以隆起的方式形成;以及中间部8,其遍及一对的隆起部7的各顶点7a之间,通过环向缠绕或者以比所述高角度螺旋缠绕高的角度缠绕的大致环向缠绕而形成。
18.环向缠绕是如图4中(a)说明的那样沿与压力容器的轴心o大致正交的方向缠绕的缠绕方法。高角度螺旋缠绕是如图4中(c)说明的那样相对于轴心o以较高的取向角度θ1缠绕的缠绕方法。低角度螺旋缠绕是如图4中(b)说明的那样相对于轴心o以较低的取向角度θ2缠绕的缠绕方法。高角度螺旋缠绕的取向角度θ1大概相对于轴心o在65
°
~75
°
的范围。低角度螺旋缠绕的取向角度θ2是大概能够绕挂在座口5的最小角度以上且在15
°
以下的范围。
[0019]“隆起部7”本实施方式中,在衬里2的圆筒部3和肩部4a的表面进行高角度螺旋缠绕。如图3所示,肩部4a的直径尺寸比圆筒部3的直径尺寸小,因此,当在圆筒部3将股线20彼此紧紧地邻接而缠绕的情况下,在肩部4a将股线20沿圆周方向以彼此重叠的方式缠绕。从而,那部分的径向的厚度增加,在肩部4a形成山形形状的隆起部7。
[0020]
在图2中,肩部4a以曲面状倾斜,因此,若股线的含树脂材料的粘度较低,则股线在肩部4a上滑动被缠绕,开缝而不能够将股线紧密地缠绕。因此,对于股线的含树脂材料,优选使用规定粘度以上的高粘度的材料。本发明者使用高粘度的含浸树脂进行试验的结果,可以确认相对于衬里2的肩部的表面几乎不会滑动而可将股线紧密地缠绕。但是,若逐渐地股线使厚度增加,则在其径向外侧容易产生滑动,因此,隆起部7的形状呈以顶点7a为最隆起点而在靠近圆筒部3、靠近平面部4b附近分别具有平缓曲面状的倾斜面7b、7c的山形形状。在本实施方式中,对于斜面长度,倾斜面7c比倾斜面7b长。此外,例如,也可以通过使高角度螺旋缠绕的取向角度θ1或衬里2的旋转速度的变化等来形成隆起部7。
[0021]“中间部8”中间部8是遍及一对的顶点7a之间形成的环向缠绕、或者以至少比隆起部7的高角度螺旋缠绕的取向角度θ1高的角度缠绕的大致环向缠绕的层,在形成于圆筒部3表面的高角度螺旋层9的外侧、和隆起部7的倾斜面7b的外侧形成。从而,在隆起部7的顶点7a与中间部8之间不会形成高低差,隆起部7和中间部8相互平滑地连接。
[0022]
如图2所示,与顶点7a连接的中间部8的表面的形状从顶点7a起,开始以成为隆起部7的轴心o方向外侧的倾斜面即倾斜面7c的延长面10的方式形成为曲面状之后,与轴心o方向平行而形成。由此,能够使隆起部7与中间部8平滑地连接。
[0023]
在隆起部7和中间部8的外侧,形成有通过环向缠绕、低角度螺旋缠绕、高角度螺旋缠绕中的至少一种方法缠绕而成的外层11。一般地,外层11由环向缠绕和低角度螺旋缠绕的混成层构成的情况较多,但是,在本发明中,关于外层11的缠绕方法,不特别地进行限定。根据图1可知,一对的顶点7a之间的外层11的厚度大致一定。
[0024]
如以上那样,作为增强层6,如果构成为包括:隆起部7,其在各圆顶部4通过高角度螺旋缠绕以隆起的方式形成;以及中间部8,其遍及一对的隆起部7的各顶点7a之间通过环向缠绕或者以比所述高角度螺旋缠绕高的角度缠绕的大致环向缠绕而形成,则具有以下的效果。(1)利用具有高角度螺旋缠绕的厚度的隆起部7,能够局部地充分增强圆顶部4。由于衬里2的形状保持简单的圆顶形状不变即可,因此能够抑制应力集中,能够抑制不特别地设置衬里2的厚壁部引起的内部流体的影响。(2)遍及隆起部7的顶点7a之间具有环向缠绕或者以比所述高角度螺旋缠绕高的角度缠绕的大致环向缠绕的中间部8,从而能够消除隆起部7的形成产生的高低差。由此,能够抑制外层11的起伏,能够抑制压力容器1的强度降低。
[0025]
如果将中间部8,从顶点7a起,开始以成为隆起部7的轴心o方向外侧的倾斜面7c的延长面10的方式形成为曲面状,然后,以与衬里2的轴心o方向平行的方式形成,则能够通过简单的构造消除隆起部7的高低差。
[0026]
以上,对本发明的最佳实施方式进行了说明。作过说明的实施方式中,将隆起部7在衬里2的圆顶部4的表面直接形成,也就是将隆起部7作为增强层6的第一内侧层而形成。但是,例如,也可以构成为,将增强层6的第一内侧层由其他缠绕层构成,在其上形成隆起部7。另外,本发明不限于附图所记载的内容,可以在不脱离其主旨的范围内进行各种设计变更。附图标记说明
[0027]1ꢀꢀꢀ
压力容器2
ꢀꢀꢀ
衬里3
ꢀꢀꢀ
圆筒部4
ꢀꢀꢀ
圆顶部6
ꢀꢀꢀ
增强层7
ꢀꢀꢀ
隆起部8
ꢀꢀꢀ
中间部9
ꢀꢀꢀ
高角度螺旋层10
ꢀꢀ
延长面11
ꢀꢀ
外层
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1