一种捆扎带上料装置的捆扎带感应切换机构的制作方法
1.本实用新型属于瓦楞纸板捆扎设备技术领域,具体涉及一种捆扎带上料装置的捆扎带感应切换机构。
背景技术:
2.众所周知,纸箱在现代包装业中的使用量是非常巨大的,而纸箱生产企业在制造过程中,为了节省储存空间、便于纸箱运输、装卸和使用等,会将多片纸板进行装订和捆扎,随着纸箱需求量的不断增大,传统人工装订捆扎的方式已经不能满足现代纸箱生产企业的生产需求了,因此市面上出现了各式各样的自动化纸板捆扎机,其工作原理一般为:将多片待装订捆扎的纸板放置在捆扎工位上,通过捆扎带上料装置向捆扎工位持续输送捆扎带,捆扎带通过捆扎装置将多片纸板捆扎。而目前的捆扎带上料装置存在以下问题:在生产过程中,捆扎带往往会出现扭曲的现象,抽曲状态的捆扎带会因其与纸箱纸板的接触面较小和张力不恒定等因素而导致其容易对纸箱纸板堆的上下两个表面产生勒痕,影响其外观,严重时还会对纸箱纸板造成破坏,导致不良品或废品的产生,同时在生产时需要操作人员时刻注意捆扎带的用量,避免捆扎带用完后设备空运行,操作非常繁杂。
技术实现要素:
3.本实用新型要解决的技术问题是上料捆扎带出现扭曲造成捆扎质量不佳、操作员需要时刻注意捆扎带余量等问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种捆扎带上料装置的捆扎带感应切换机构,包括两块平行且相对间隔设置的过带板和设置在两块过带板之间的闸刀开关,两块过带板的相对一侧开设有用于捆扎带通过的过带槽,所述闸刀开关一端通过开关轴与过带板连接,另一端延伸至过带槽的开口面,两块过带板之间还设有用于限定闸刀开关转动动作时两个极限位置的两个限位轴。
6.作为本实用新型进一步的改进,所述闸刀开关为“√”状结构。
7.作为本实用新型进一步的改进,所述过带板的底部设有用于引导捆扎带进入过带槽的导带辊。
8.作为本实用新型进一步的改进,所述过带板的顶部设有一导出槽,所述导出槽由两条导出辊平行间隔设置形成。
9.本实用新型的有益效果是:本实用新型通过感应切换机构来感应捆扎带是否已用完,需要接入新的捆扎带并将捆扎带平展开来,无需人工关注捆扎带的使用情况,设备的智能化程度提高,成卷捆扎带使用至末端时,末端的感应结构进入过带槽内,由于感应结构大于感应切换机构内的过带槽深度,因此感应结构进入过带槽时会将闸刀开关顶起,从而向外发送感应信号,触发打结切换机构动作,而捆扎带末端的感应结构完全通过感应切换机构后,闸刀开关在自身重力作用下自动返回到过带槽内,无需人工操作也无需损耗能量,使用非常方便。
附图说明
10.下面结合附图和实施方式对本实用新型进一步说明:
11.图1为本实施例的整体结构示意图;
12.图2为图1的右视图;
13.图3为图1的左视图;
14.图4为本实施例感应切换机构的立体图;
15.图5为本实施例感应切换机构的主视图;
16.图6为图5中截面a
‑
a的剖视图;
17.图7为本实施例感应切换机构的内部安装结构图;
18.图8为本实施例打结切换机构的立体图;
19.图9为本实施例打结切换机构的主视图;
20.图10为本实施例打结切换机构的内部结构示意图;
21.图11为本实施例捆扎带送线输送方式的示意图。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.实施例:
24.如图1至图3所示,本实施例公开了一种应用于纸板捆扎机上的捆扎带上料装置,包括用于放置成卷捆扎带的料盘机构1、用于进行料盘机构1动作制停的刹车机构2、用于感应捆扎带末端并驱动打结切换机构4进行拉紧打结动作的感应切换机构3、用于将一卷捆扎带的末端与另一卷捆扎带的首端进行拉紧打结动作实现两卷捆扎带的首末续接动作的打结切换机构4以及用于驱动捆扎带向前送料的驱动机构5,所述料盘机构1、感应切换机构3、打结切换机构4和驱动机构5沿捆扎带输送方向依次布置。在本实施例中,所述捆扎带上料装置还包括张力保持机构6,所述张力保持机构6竖直设置在驱动机构5的出口端。同时刹车机构2、打结切换机构4、感应切换机构3以及驱动机构5均通过电路连接至控制装置来进行各机构的动作控制,使用时,先将成捆的捆扎带放入料盘机构1内,料盘机构1将成捆的捆扎带卡紧,然后将捆扎带的首端依次穿过感应切换机构3、打结切换机构4、驱动机构5以及张力保持机构6后输入捆扎机的捆扎装置内,捆扎带的末端形成一个可让感应切换机构3感应到的结构,如在捆扎带的末端打一个结或形成一个大于捆扎带厚度的感应点等结构,另外在另一料盘机构1上装入另一卷捆扎带,另一卷捆扎带的首端穿过感应切换机构3连至打结切换机构4内,当捆扎带的末端输送至感应切换机构3时,感应切换机构3产生感应信号,并发送至打结切换机构4驱动其实施打结动作,使当前放捆扎带的末端与后一捆扎带的前端实现首末接续动作,全程无需停机处理,本实用新型的自动化、智能化程度提高。
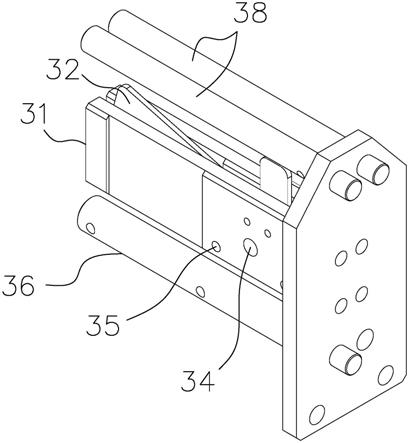
25.具体的本实施例公开了一种捆扎带上料装置的捆扎带感应切换机构,如图4至图7所示,所述感应切换机构3包括两块平行且相对间隔设置的过带板31、设置在两块过带板31之间的闸刀开关32,两块过带板31的相对一侧开设有用于捆扎带通过的过带槽33,所述闸刀开关32一端通过开关轴34与过带板31连接,另一端延伸至过带槽33的开口面,两块过带板31之间还设有用于限定闸刀开关32转动动作时两端极限位置的两个限位轴35。捆扎带通
过感应切换机构3时,捆扎带通过过带槽33时会将捆扎带平展开,使纸板的捆扎品质得到保证,而捆扎带的末端进入过带槽33内,会触发到闸刀开关32向上翻转,从而向外发送感应信号,从而使打结切换机构4动作,而捆扎带的末端持续向前输送,捆扎带的末端将闸刀开关32顶出过带槽33,捆扎带通过过带槽33,然后闸刀开关32在重力作用下重新返回到过带槽33内。
26.作为优选的实施方式,所述闸刀开关32为“√”状结构。所述过带板31的底部设有用于引导捆扎带进入过带槽33的导带辊36。所述过带板31的顶部设有一导出槽37,所述导出槽37由两条导出辊38平行间隔设置形成。
27.作为优选的实施方式,如图8至图10所示,所述打结切换机构4包括用于当前放卷捆扎带通过的送带通道41、设置在送带通道41两侧用于后一卷捆扎带首端形成预打结位后放入预打结位的挂钩42以及用于夹紧后一卷捆扎带预打结位两端外延线的两个夹紧头43,两个挂钩42安装在一上下伸缩缸44上并通过上下伸缩缸44控制上下升降运动,两个夹紧头43分别通过两个左右伸缩缸45控制左右拉紧动作。当当前放卷捆扎带的末端进入感应切换机构3内引发感应信号后,打结切换机构4输入动作信号,上下伸缩缸44驱动两个挂钩42向下运动,左右伸缩缸45分别驱动两个夹紧头43向外侧移动,从而将后一卷捆扎带预打结位拉紧,实现当前放卷捆扎带的末端与后一卷捆扎带首端相连,然后夹紧头43将后一卷捆扎带预打结位的外延段松开,后一卷捆扎带可以向前送带。
28.另外为了人们更好的理解本技术文件,本实施例的捆扎带输送方式如图11所示,其中当前放卷捆扎带为标号7,后一卷捆扎带为标号8,预打结位为标号9,捆扎带的末端感应结构为标号10。
29.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1