一种新型灌装机的分流装置的制作方法
[0001]
本实用新型涉及灌装机技术领域,特别地是一种新型灌装机的分流装置。
背景技术:
[0002]
灌装机在食品行业、饮料行业、日化行业等广泛使用。食品包装机械竞争日趋激烈,未来的食品灌装机械将配合产业自动化,促进包装设备总体水平提高,发展多功能、高效率、低消耗的食品包装设备
[0003]
一直以来,灌装机就是饮料市场的坚实后盾,特别是现代市场上人们对商品质量要求日渐提高、市场需求不断扩大、企业对高效自动化生产的要求,在这样的情况下,灌装机更是成为了炙手可热的灌装设备。加上近几年,科学技术水平的提高,国内灌装机行业也得到了较快的发展,技术水平、设备性能、质量等方面都有了很大程度的提高,在支持企业高效、安全生产上发挥了重要的作用。但现有的灌装机大多都是先往灌装瓶灌装好产品后,通过传输带输送至指定位置,灌装效率不高,同时,灌装过程中,每个灌装瓶的灌装量难以保证基本一致,影响产品的销售。需要提供一种分流装置配合灌装装置来实现灌装机的精准灌装。
技术实现要素:
[0004]
本实用新型的目的在于提供一种灌装效率高,灌装量一致,灌装产品适用范围广的新型灌装机的分流装置。
[0005]
本实用新型通过以下技术方案实现的:
[0006]
一种新型灌装机的分流装置,包括机架,其中:所述机架的顶部安装有用于控制灌装流量的分流组件;所述机架的中部安装有用于同步灌装与转移灌装瓶的灌装装置;所述灌装装置包括灌装组件、装夹组件、平移组件、灌装升降组件和总升降组件;所述平移组件通过所述总升降组件安装于所述机架上;所述灌装组件设置于所述装夹组件的正上方;所述灌装升降组件竖直贯穿安装于所述平移组件上;所述装夹组件安装于所述灌装升降组件的底部;所述分流组件通过管道与所述灌装组件连接。
[0007]
进一步地,所述分流组件包括分流箱、第一单头丝、第二单头丝、第一球阀、第二球阀、外牙水咀和水咀快卡;所述分流箱通过分流固定板安装于所述机架上;所述第一单头丝设置于所述分流箱的底部中心;所述第二单头丝和第二球阀均设置有若干个,所述第二单头丝分布于所述分流箱的底部两侧;所述第一球阀的一端连接所述第一单头丝,另一端连接所述外牙水咀;所述第二球阀的一端连接所述第二单头丝,另一端通过单头丝快卡连接所述水咀快卡。
[0008]
进一步地,所述平移组件包括平移安装主板、滑动主板、平移导轨、平移滑块和平移气缸;所述平移安装主板中部镂空;所述平移导轨安装于所述平移安装主板的非镂空部分的左右两侧;所述滑动主板通过平移滑块滑动安装于所述平移导轨上;所述平移气缸通过平移气缸安装板固定安装于所述平移安装主板的非镂空部分的后端;所述平移气缸的活
塞杆与所述滑动主板的后端侧面连接。
[0009]
进一步地,所述灌装升降组件包括升降气缸推板、升降导轴和升降气缸;所述升降气缸固定安装于所述滑动主板的上端面;所述升降气缸的活塞杆穿过所述滑动主板后通过转接座连接所述升降气缸推板;所述升降导轴的一端与所述升降气缸推板连接,另一端通过升降直线轴承与所述滑动主板连接。
[0010]
进一步地,所述装夹组件包括第一装夹气缸、第二装夹气缸、第一装夹板、第二装夹板、第一夹头和第二夹头;所述第一装夹气缸与所述第二装夹气缸通过第一装夹气缸固定板向外延伸对称安装于所述升降气缸推板的左右两端,且所述第一装夹气缸的活塞杆与所述第二装夹气缸的活塞杆背离设置;所述第一装夹气缸的活塞杆通过第二装夹气缸固定板连接所述第一装夹板;所述第二装夹气缸的活塞杆通过第二装夹气缸固定板连接所述第二装夹板;所述第一装夹板与所述第二装夹板之间通过装夹导轴和装夹直线轴承连接;所述第一夹头多个排列设置于所述第一装夹板上;所述第二夹头多个排列设置于所述第二装夹板上;每一所述第一夹头与每一所述第二夹头相互配合用于装夹灌装瓶。
[0011]
进一步地,所述装夹组件还包括称重传感器、称台固定板、调节板、称台导轨、第一称台滑块、第二称台滑块和拉伸弹簧;所述调节板安装于所述升降气缸推板的底部;所述称重传感器通过称台限位块安装于所述调节板上;所述称台导轨通过所述称台固定板安装于所述称重传感器的上端面;所述第一夹头和所述第二夹头均通过夹头固定板分别连接于所述第一称台滑块和所述第二称台滑块上;所述第一称台滑块和所述第二称台滑块滑动安装于所述称台导轨上;所述拉伸弹簧的一端通过拉簧勾连接所述第一夹头,另一端通过拉簧勾连接所述第二夹头。
[0012]
进一步地,所述灌装组件包括第一活动支架、第二活动支架、灌装机阀和灌装嘴;所述第一活动支架和所述第二活动支架均通过端板向外延伸安装于所述滑动主板的上端面;所述灌装机阀与所述灌装嘴一体成型连接;所述灌装嘴通过灌装嘴锁紧块配合灌装嘴调整垫套可拆卸安装于所述第一活动支架和所述第二活动支架上;所述灌装嘴竖直向下穿过所述第一夹头与所述第二夹头所形成的装夹位。
[0013]
进一步地,所述水咀快卡通过管道连接所述灌装机阀,实现所述分流箱与所述灌装嘴的连通。
[0014]
进一步地,所述总升降组件包括升降导柱、升降底板、升降面板、调节螺杆、减速机、调节杆和背波手轮;所述升降导柱分别连接所述平移安装主板与所述升降底板;所述升降底板通过梯形螺母安装于所述调节螺杆上;所述调节螺杆的一端与所述机架连接,另一端连接所述减速机;所述减速机通过减速机安装板安装于所述升降面板的底面;所述调节杆通过调整固定座安装于所述升降面板的底面;所述调节杆的一端通过万向联轴器连接所述减速机,另一端通过手轮计数器连接所述背波手轮。
[0015]
本实用新型的有益效果:
[0016]
1)通过设置分流组件实现对灌装组件的灌装流量的控制;当需要大流量灌装产品时,可以将第一单头丝通过外牙水咀和管道连通灌装机阀,第一单头丝的口径大,输出大流量的灌装产品,进而实现灌装嘴大流量的灌装;再通过调节第一球阀的开合度,调节分流箱的流量输出;当需要小流量灌装产品时,可以将第二单头丝通过水咀快卡和管道连通灌装机阀,第二单头丝的口径较小,输出较小流量的灌装产品,进而实现灌装嘴小流量的灌装;
在通过调节第二球阀的开合度,调节分流箱的流量输出;平移组件可以实现灌装组件、装夹组件和灌装升降组件的位置变化,同时实现了将灌装瓶转移的功能,灌装组件、装夹组件、平移组件和灌装升降组件之间相互配合工作,进一步提高了灌装效率,灌装升降组件实现了装夹组件的升降运动,灌装瓶在平移组件的转移过程中实现灌装,灌装嘴采用第一阶段灌装配合第二阶段灌装的灌装模式进一步提高了灌装效率,再通过平移组件将同时完成灌装的灌装瓶转移至第二输送带,充分利用了生产的时间差,大大提高了灌装效率,降低了生产成本,经济效益好。
[0017]
2)第一夹头和第二夹头采用拉伸弹簧的拉力作为装夹灌装瓶的夹紧力,由于拉伸弹簧的拉力比较稳定,第一夹头和第二夹头装夹灌装瓶时稳定性能好,称重传感器受到气缸的施加的外力小,提高了称重传感器的检测精确度,使得每一灌装瓶的灌装量基本达到规定的灌装量,提高了灌装质量。
附图说明
[0018]
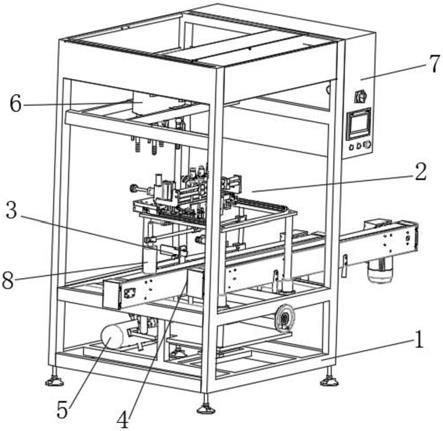
图1为本实用新型实施例灌装机的整体结构示意图;
[0019]
图2为本实用新型实施例灌装装置的整体结构示意图;
[0020]
图3为本实用新型实施例平移组件与灌装升降组件装配结构示意图;
[0021]
图4为本实用新型实施例装夹组件结构示意图;
[0022]
图5为本实用新型实施例装夹组件的局部结构示意图;
[0023]
图6为本实用新型实施例灌装组件的结构示意图;
[0024]
图7为本实用新型实施例总升降组件的结构示意图;
[0025]
图8为本实用新型实施例拦截定位装置的整体结构示意图;
[0026]
图9为本实用新型实施例输送装置的整体结构示意图;
[0027]
图10为本实用新型实施例分流组件的整体结构示意图。
[0028]
附图中:1-机架;2-灌装装置;3-拦截定位装置;4-输送装置;5-储气罐组件;6-分流组件;7-控制电箱;8-灌装瓶;21-灌装组件;22-装夹组件;23-平移组件;24-灌装升降组件;25-总升降组件;31-第一水平轴;32-第二水平轴;33-电眼横杆;34-第一拦截刀;35-第二拦截刀;36-第一拦截刀气缸;37-第二拦截刀气缸;38-拦截刀固定座;39-拦截刀主座;310-电眼主夹;311-电眼片;312-第一气缸安装板;313-第一夹紧块;314-第二气缸安装板;315-第二夹紧块;41-第一输送带;42-第二输送带;43-第一输送架;44-第二输送架;45-第一驱动电机;46-第二驱动电机;61-分流箱;62-第一单头丝;63-第二单头丝;64-第一球阀;65-第二球阀;66-单头丝快卡;67-外牙水咀;68-水咀快卡;69-分流固定板;211-第一活动支架;212-第二活动支架;213-灌装机阀;214-灌装嘴;215-端板;216-灌装嘴锁紧块;217-灌装嘴调整垫套;221-第一装夹气缸;222-第二装夹气缸;223-第一装夹板;224-第二装夹板;225-第一夹头;226-第二夹头;227-第一装夹气缸固定板;228-第二装夹气缸固定板;229-装夹导轴;2210-装夹直线轴承;2211-称重传感器;2212-称台固定板;2213-调节板;2214-称台导轨;2215-第一称台滑块;2216-第二称台滑块;2217-拉伸弹簧;2218-称台限位块;2219-夹头固定板;2220-拉簧勾;231-平移安装主板;232-滑动主板;233-平移导轨;234-平移滑块;235-平移气缸;236-平移气缸安装板;241-升降气缸推板;242-升降导轴;243-升降气缸;244-转接座;245-升降直线轴承;251-升降导柱;252-升降底板;253-升降面
板;254-调节螺杆;255-减速机;256-调节杆;257-背波手轮;258-梯形螺母;259-减速机安装板;2510-调整固定座;2511-万向联轴器;2512-手轮计数器。
具体实施方式
[0029]
下面将结合附图以及具体实施例来详细说明本实用新型,在此以本实用新型的示意下面将结合附图以及具体实施例来详细说明本实用新型,在此以本实用新型的示意性实施例及说明用来解释本实用新型,但并不作为对本实用新型的限定。
[0030]
需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后、上端、下端、顶部、底部
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0031]
在本实用新型中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0032]
另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征;另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
[0033]
如图1至图9所示,一种新型灌装机的分流装置,包括机架1,其中:所述机架1上分别安装有灌装装置2、拦截定位装置3和输送装置4;所述灌装装置2架设与所述输送装置4的上方;所述拦截定位装置3设置于所述灌装装置2与所述输送装置4之间;所述输送装置4用于输送灌装瓶8;所述拦截定位装置3用于拦截与定位所述输送装置4所输送的灌装瓶8;所述灌装装置2用于同步灌装与转移灌装瓶8;
[0034]
所述灌装装置2包括灌装组件21、装夹组件22、平移组件23、灌装升降组件24和总升降组件25;所述平移组件23通过所述总升降组件25安装于所述机架1上;所述灌装组件21设置于所述装夹组件22的正上方;所述灌装升降组件24竖直贯穿安装于所述平移组件23上;所述装夹组件22安装于所述灌装升降组件24的底部。本实用新型通过设置灌装装置2、拦截定位装置3和输送装置4配合工作实现对灌装瓶8的自动化灌装。
[0035]
具体的,本实施例方案中,所述平移组件23包括平移安装主板231、滑动主板232、平移导轨233、平移滑块234和平移气缸235;所述平移安装主板231中部镂空;所述平移导轨233安装于所述平移安装主板231的非镂空部分的左右两侧;所述滑动主板232通过平移滑块234滑动安装于所述平移导轨233上;所述平移气缸235通过平移气缸安装板236固定安装于所述平移安装主板231的非镂空部分的后端;所述平移气缸235的活塞杆与所述滑动主板232的后端侧面连接。需要说明的是,平移组件23可以实现灌装组件21、装夹组件22和灌装升降组件24的位置变化,同时实现了将灌装瓶8转移的功能,灌装组件21、装夹组件22、平移组件23和灌装升降组件24之间相互配合工作,进一步提高了灌装效率。
[0036]
具体的,本实施例方案中,所述灌装升降组件24包括升降气缸推板241、升降导轴242和升降气缸243;所述升降气缸243固定安装于所述滑动主板232的上端面;所述升降气缸243的活塞杆穿过所述滑动主板232后通过转接座244连接所述升降气缸推板241;所述升降导轴242的一端与所述升降气缸推板241连接,另一端通过升降直线轴承245与所述滑动主板232连接。需要说明的是,灌装升降组件24实现了装夹组件22的升降运动,灌装瓶8在装夹组件22的上升与下降运动过程中实现灌装,再通过平移组件23将已灌装好产品的灌装瓶8转移至第二输送带,充分利用了生产的时间差,大大提高了灌装效率,降低了生产成本,经济效益好。
[0037]
具体的,本实施例方案中,所述装夹组件22包括第一装夹气缸221、第二装夹气缸222、第一装夹板223、第二装夹板224、第一夹头225和第二夹头226;所述第一装夹气缸与所述第二装夹气缸222通过第一装夹气缸固定板227向外延伸对称安装于所述升降气缸推板241的左右两端,且所述第一装夹气缸221的活塞杆与所述第二装夹气缸222的活塞杆背离设置;所述第一装夹气缸221的活塞杆通过第二装夹气缸固定板228连接所述第一装夹板223;所述第二装夹气缸222的活塞杆通过第二装夹气缸固定板228连接所述第二装夹板224;所述第一装夹板223与所述第二装夹板224之间通过装夹导轴229和装夹直线轴承2210连接;所述第一夹头225多个排列设置于所述第一装夹板223上;所述第二夹头226多个排列设置于所述第二装夹板224上;每一所述第一夹头225与每一所述第二夹头226相互配合用于装夹灌装瓶8。
[0038]
具体的,本实施例方案中,所述装夹组件22还包括称重传感器2211、称台固定板2212、调节板2213、称台导轨2214、第一称台滑块2215、第二称台滑块2216和拉伸弹簧2217;所述调节板2213安装于所述升降气缸推板241的底部;所述称重传感器2211通过称台限位块2218安装于所述调节板2213上;所述称台导轨2214通过所述称台固定板2212安装于所述称重传感器2211的上端面;所述第一夹头225和所述第二夹头226均通过夹头固定板2219分别连接于所述第一称台滑块2215和所述第二称台滑块2216上;所述第一称台滑块2215和所述第二称台滑块2216滑动安装于所述称台导轨2214上;所述拉伸弹簧2217的一端通过拉簧勾2220连接所述第一夹头225,另一端通过拉簧勾2220连接所述第二夹头226。
[0039]
需要说明的是,第一夹头225和第二夹头226采用拉伸弹簧2217的拉力作为装夹灌装瓶8的夹紧力,由于拉伸弹簧2217的拉力比较稳定,第一夹头225和第二夹头226装夹灌装瓶8时稳定性能好,称重传感器2211受到气缸的施加的外力小,提高了称重传感器2211的检测精确度,使得每一灌装瓶8的灌装量基本达到规定的灌装量,提高了灌装质量,符合了消费的要求;避免了直接采用气缸提供的不稳定驱动力,导致灌装瓶8装夹不稳定,称重传感器2211受到气缸的施加的外力大,影响称重传感器2211检测灌装瓶8灌装产品后的重量数值。
[0040]
需要说明的是,当需要装夹不同尺寸的灌装瓶8时,由于灌装瓶8的直径大小不同,因而灌装瓶8之间的间距数值也不同,可以调整称台限位块2218在调节板2213上的安装位置,从而调整第一夹头225和第二夹头226的装夹位置,以适应装夹不同尺寸的灌装瓶8。
[0041]
具体的,本实施例方案中,所述灌装组件21包括第一活动支架211、第二活动支架212、灌装机阀213和灌装嘴214;所述第一活动支架211和所述第二活动支架212均通过端板215向外延伸安装于所述滑动主板232的上端面;所述灌装机阀213与所述灌装嘴214一体成
型连接;所述灌装嘴214通过灌装嘴锁紧块216配合灌装嘴调整垫套217可拆卸安装于所述第一活动支架211和所述第二活动支架212上;所述灌装嘴214竖直向下穿过所述第一夹头225与所述第二夹头226所形成的装夹位。需要说明的是,通过调整灌装嘴调整垫套217与灌装嘴锁紧块216在第一活动支架211和第二活动支架212上的锁紧位置可以调节灌装嘴214的安装间距,以适应灌装嘴214对不同尺寸的灌装瓶8进行灌装;灌装嘴214的灌装适用范围大。
[0042]
具体的,本实施例方案中,所述总升降组件25包括升降导柱251、升降底板252、升降面板253、调节螺杆254、减速机255、调节杆256和背波手轮257;所述升降导柱251分别连接所述平移安装主板231与所述升降底板252;所述升降底板252通过梯形螺母258安装于所述调节螺杆254上;所述调节螺杆254的一端与所述机架1连接,另一端连接所述减速机255;所述减速机255通过减速机安装板259安装于所述升降面板253的底面;所述调节杆256通过调整固定座2510安装于所述升降面板253的底面;所述调节杆256的一端通过万向联轴器2511连接所述减速机255,另一端通过手轮计数器2512连接所述背波手轮257。需要说明的是,由于灌装瓶8的尺寸不同,灌装瓶8的高度不一,可以通过顺时针旋转或逆时针摇动背波手轮257,使得梯形螺母258在调节螺杆254上升或下降,进一步带动升降底板252上升或下降,从而使得整个灌装装置2实现上升或下降,以适应不同高度的灌装瓶8进行灌装工作。灌装装置2的适用范围广。
[0043]
具体的,本实施例方案中,所述拦截定位装置3包括第一水平轴31、第二水平轴32、电眼横杆33、第一拦截刀34、第二拦截刀35、第一拦截刀气缸36、第二拦截刀气缸37和拦截刀固定座38;所述拦截刀固定座38安装于所述机架1上;所述第一水平轴31与所述第二水平轴32通过拦截刀主座39由下往上安装于所述拦截刀固定座38上;所述电眼横杆33通过电眼主夹310安装于所述拦截刀固定座38上,且所述电眼横杆33位于所述第一水平轴31与所述第二水平轴32的上方;所述电眼横杆33的中部设置有电眼片311;所述第一拦截刀气缸36通过第一气缸安装板312和第一夹紧块313安装于所述第一水平轴31和所述第二水平轴32上;所述第二拦截刀气缸37通过第二气缸安装板314和第二夹紧块315安装于所述第一水平轴31和所述第二水平轴32上;所述第一拦截刀的一端穿过所述第一气缸安装板312后与所述第一拦截刀气缸36的活塞杆连接;所述第二拦截刀35的一端穿过所述第二气缸安装板314后与所述第二拦截刀气缸37的活塞杆连接。
[0044]
需要说明的是,通过调整拦截刀主座39在拦截刀固定座38上的安装位置,可以调整第一拦截刀和第二拦截刀35在拦截刀固定座38上的安装高度,以适应第一拦截刀和第二拦截刀35拦截不同高度的灌装瓶8;通过调整第一夹紧块313和第二夹紧块315分别在第一水平轴31和第二水平轴32上的安装位置,可以调整第一拦截刀和第二拦截刀35在第一水平轴31和第二水平轴32上的安装间隔,以适应拦截不同直径大小的灌装瓶8。
[0045]
具体的,本实施例方案中,所述输送装置4包括第一输送带41、第二输送带42、第一输送架43、第二输送架44、第一驱动电机45和第二驱动电机46;所述第一输送架43与所述第二输送架44平行设置于所述机架1上;所述第一输送带41通过第一主动轮与第一从动轮安装于所述第一输送架43上;所述第二输送带42通过第二主动轮与第二从动轮安装于所述第二输送架44上;所述第一驱动电机45安装于所述第一输送架43的一端;所述第一驱动电机45的输出轴与所述第一主动轮连接;所述第二驱动电机46安装于所述第二输送架44的一
端;所述第二驱动电机46的输出轴与所述第二主动轮连接。需要说明的是,第一输送带41和第二输送带42之前独立工作,第一输送带41负责输送待灌装的灌装瓶8;第二输送带42负责输送已灌装好产品的灌装瓶8;设置第一输送带41和第二输送带42便于有序对灌装瓶8进行灌装,进一步提高了灌装效率。
[0046]
具体的,本实施例方案中,所述机架1底部还设置有储气罐组件5;所述机架1顶部设置有分流组件6;所述机架1的侧面设置有控制电箱7。
[0047]
参照图10,具体的,本实施例方案中,所述分流组件6包括分流箱61、第一单头丝62、第二单头丝63、第一球阀64、第二球阀65、外牙水咀67和水咀快卡68;所述分流箱61通过分流固定板69安装于所述机架上;所述第一单头丝62设置于所述分流箱61的底部中心;所述第二单头丝63和第二球阀65均设置有若干个,所述第二单头丝63分布于所述分流箱61的底部两侧;所述第一球阀64的一端连接所述第一单头丝62,另一端连接所述外牙水咀67;所述第二球阀65的一端连接所述第二单头丝63,另一端通过单头丝快卡66连接所述水咀快卡68。需要说明的是,灌装机进行灌装工作前,预先将灌装产品输送至分流箱61中,分流箱61通过第一单头丝62、第二单头丝63、第一球阀64、第二球阀65、外牙水咀67和水咀快卡68分别与多个灌装嘴214连接,实现多个灌装嘴214对灌装瓶进行灌装产品,提高了灌装效率以及灌装精度。
[0048]
具体的,本实施例方案中,所述水咀快卡68通过管道连接所述灌装机阀213,实现所述分流箱61与所述灌装嘴214的连通。需要说明的是,通过设置分流组件6实现对灌装组件21的灌装流量的控制;当需要大流量灌装产品时,可以将第一单头丝62通过外牙水咀67和管道(未图示)连通灌装机阀213,第一单头丝62的口径大,输出大流量的灌装产品,进而实现灌装嘴214大流量的灌装;在通过调节第一球阀64的开合度,调节分流箱61的流量输出;当需要小流量灌装产品时,可以将第二单头丝63通过水咀快卡68和管道(未图示)连通灌装机阀213,第二单头丝63的口径较小,输出较小流量的灌装产品,进而实现灌装嘴214小流量的灌装;在通过调节第二球阀65的开合度,调节分流箱61的流量输出。
[0049]
具体的,本实施例方案中,一种新型灌装机的灌装方法,包括以下步骤:
[0050]
步骤(1),将待灌装产品的灌装瓶8通过机械手放置于第一输送带41上;第一驱动电机45工作给第一输送带41提供动力;第一输送带41输送灌装瓶8经过拦截定位装置3,拦截定位装置3即将对灌装瓶8进行拦截与定位;
[0051]
步骤(2),拦截定位装置3设置的电眼片311检测第一输送带41上输送的灌装瓶8数量,当灌装瓶8的数量达到一次灌装工序的数量时,第一拦截刀气缸36工作,驱动第一拦截刀伸进第一输送带41的上方拦截处于输送前方的灌装瓶8;同时,第二拦截刀气缸37工作,驱动第二拦截刀35伸进第一输送带41的上方拦截处于输送后方的灌装瓶8;第一拦截刀与第二拦截刀35形成的间隔将多个灌装瓶8准确定位于灌装装置2的正下方;此时,第一驱动电机45断电停止工作,第一输送带41停止输送灌装瓶8;
[0052]
步骤(3),灌装升降组件24设置的升降气缸243开始工作,推动升降气缸推板241沿着升降导轴242下降,从而带动装夹组件22同步下降至接近灌装瓶8的瓶口,升降气缸243停止工作;第一装夹气缸221和第二装夹气缸222均开始工作,分别推动第一装夹板223与第二装夹板224反向运动,此时,第一装夹气缸221和第二装夹气缸222需要同步克服拉伸弹簧2217的拉力,使第一夹头225和第二夹头226分别在第一装夹板223和第二装夹板224的带动
下,再分别通过第一称台滑块2215和第二称台滑块2216沿着称台导轨2214反向移动,第一夹头225和第二夹头226彼此远离,张开装夹空间,便于装夹灌装瓶8;第一夹头225和第二夹头226继续下降至灌装瓶8的瓶口下部后,升降气缸243停止工作,第一夹头225和第二夹头226停止下降,同时,第一装夹气缸221和第二装夹气缸222均停止工作,第一夹头225和第二夹头226在拉伸弹簧2217的拉力下,分别通过第一称台滑块2215和第二称台滑块2216沿着称台导轨2214相向移动,第一夹头225和第二夹头226彼此靠近,第一夹头225和第二夹头226相互配合从而夹紧灌装瓶8;升降气缸243工作,拉动升降气缸推板241沿着升降导轴242上升,从而带动装夹组件22同步上升,当第一夹头225和第二夹头226装夹的灌装瓶8瓶口伸进灌装嘴214后,灌装嘴214开始对灌装瓶8进行灌注产品;
[0053]
步骤(4),灌装瓶8跟随第一夹头225和第二夹头226在升降气缸推板241的带动下继续上升,灌装嘴214通过灌装机阀213、管道以及分流箱联通灌装产品;同时,平移组件23设置的平移气缸235工作,推动滑动主板232往靠近第二输送带42的方向移动,由第一夹头225和第二夹头226装夹的灌装瓶8跟随滑动主板232移动,灌装嘴214对灌装瓶8进行第一阶段灌装,当灌装嘴214对灌装瓶8的第一阶段灌装即将达到设定的标准灌装量时,称重传感器2211检测到灌装瓶8与灌装产品的总体重量数值,并发送信号给灌装嘴214,灌装嘴214由第一阶段灌装转为第二阶段灌装,灌装嘴214即将对灌装瓶8进行第二阶段灌装;需要说明的是,第一阶段灌装为快速灌装,灌装嘴214往灌装瓶8里快速灌装产品,可以在短时间内使灌装瓶8的灌装量达到规定灌装量的90%上。第二阶段灌装为慢速灌装,灌装嘴214往灌装瓶8里慢速灌装产品至设定的标准灌装量,可以减少灌装过程产生的气泡;进一步提高了灌装质量,灌装嘴214采用第一阶段灌装配合第二阶段灌装的灌装模式进一步提高了灌装效率,降低了生产成本,经济效益好。
[0054]
步骤(5),当灌装瓶8移动至第二输送带42正上方时,平移气缸235停止工作,滑动主板232停止移动;升降气缸243开始工作,推动升降气缸推板241沿着升降导轴242下降,从而带动装夹组件22同步下降,当由第一夹头225和第二夹头226装夹的灌装瓶8的瓶底与第二输送带42接触之前,升降气缸243停止工作,此时,灌装嘴214即将对灌装瓶8进行第二阶段灌装,称重传感器2211检测到灌装瓶8与灌装产品的总体重量数值是否达到设定的重量值,并将检测数值反馈给灌装嘴214,灌装嘴214对灌装瓶8补充灌装至指定重量,补充完成后停止对灌装瓶8灌装,避免了灌装瓶8在转移时,移动加速度对称重传感器2211的检测数据造成误差;当灌装瓶8的瓶底与第二输送带42接触时,第一装夹气缸221和第二装夹气缸222均开始工作,分别推动第一装夹板223与第二装夹板224反向运动,第一装夹气缸221和第二装夹气缸222克服拉伸弹簧2217的拉力,使第一夹头225和第二夹头226分别在第一装夹板223和第二装夹板224的带动下,再分别通过第一称台滑块2215和第二称台滑块2216沿着称台导轨2214反向移动,第一夹头225和第二夹头226彼此远离,第一夹头225和第二夹头226松开对灌装瓶8的装夹,接着,升降气缸243工作,拉动升降气缸推板241沿着升降导轴242上升,从而带动装夹组件22同步上升,当装夹组件22上升至初始位置时,升降气缸243停止工作,再接着,第二驱动电机46工作给第二输送带42提供动力,第二输送带42将已灌装好产品的灌装瓶8输送至生产工位;同时,平移气缸235工作,推动滑动主板232往远离第二输送带42的方向移动,复位至初始位置后,平移气缸235停止工作;完成灌装工作;
[0055]
步骤(6),循环步骤(1)至步骤(5),对待灌装产品的灌装瓶8进行批量灌装。
[0056]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1