一种用于氨水储罐泄漏异味的处理回收装置的制作方法
本技术涉及处理回收装置,具体为一种用于氨水储罐泄漏异味的处理回收装置。
背景技术:
1、液氨是一种无色液体,有强烈刺激性气味,在常温下氨为气态,易溶于水、乙醇等,有毒,极易燃,能与空气混合形成爆炸性混合物,高温或遇明火就会引起燃烧爆炸。为运输及储存便利,现有技术中通常是将气态的氨气通过加压或冷却得到液态氨,然后用液氨储罐进行储存,要对氨水储罐泄漏异味进行处理时要用到回收处理装置。
2、但是目前卸氨过程中氨水储罐内挥发氨会随气流排出,导致氨区能闻到很明显的氨味,既影响运行的安全可靠性,又会造成氨损失,还会造成操作人员健康等问题。
3、于是,有鉴于此,针对现有的结构不足予以研究改良,提出一种用于氨水储罐泄漏异味的处理回收装置。
技术实现思路
1、本实用新型的目的在于提供一种用于氨水储罐泄漏异味的处理回收装置,以解决上述背景技术中提出的问题。
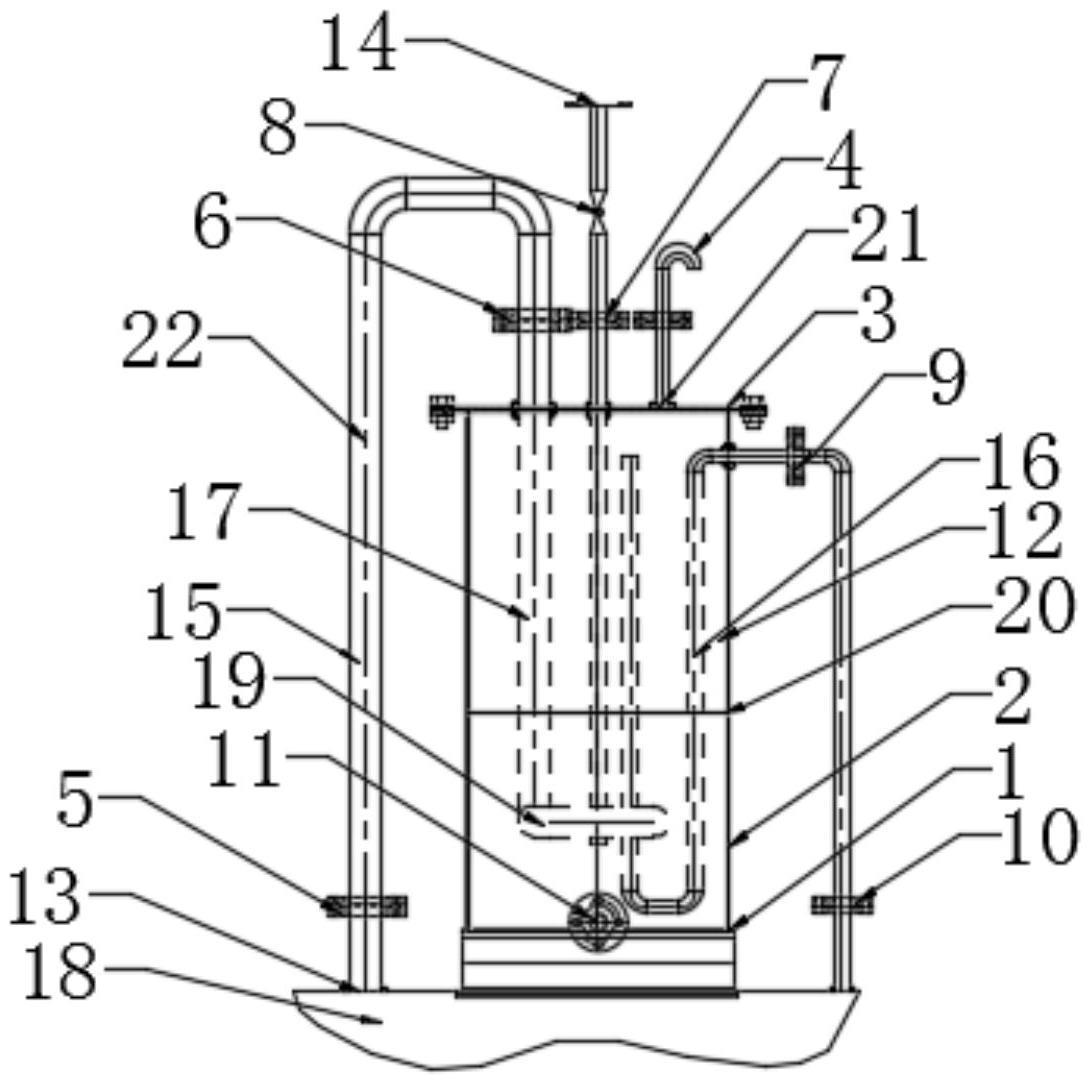
2、为实现上述目的,本实用新型提供如下技术方案:一种用于氨水储罐泄漏异味的处理回收装置,包括回收装置,所述回收装置固定安装在氨水罐顶部的槽钢上,所述回收装置顶部设有氨气入口和除盐水进口,所述回收装置侧壁上设有氨水排出口,所述氨水罐顶部氨气排出口与氨气入口一端通过管道连通,所述氨气入口另一端通过氨气接管插入回收装置液面以下,所述氨气接管尽头设置氨气分布器;所述回收装置内设u型弯管与回收装置侧面的氨水排出口焊接连通,所述氨水排出口与氨水罐顶部的氨水入口通过管道连通,所述除盐水进口的一端与除盐水管网连通,所述除盐水进口的另一端管道插入回收装置内;所述回收装置内部设置带孔隔板。
3、进一步的,所述除盐水进口的另一端管道插入回收装置的底部,且除盐水进口与除盐水管网连通的一端设有电磁阀。
4、进一步的,所述氨水罐顶部的氨气排出口与氨气入口一端通过倒u型管道连通,且倒u型管道内流通氨水罐的挥发氨气气体。
5、进一步的,所述回收装置内设有u型弯管,且u型弯管的长度h2大于氨气分布器插入回收装置液面以下的深度h1。
6、进一步的,所述回收装置的氨水排出管设置u型弯管,且u型弯管的长度大于氨气接管插入液面以下的深度。
7、进一步的,所述回收装置的顶板设有呼吸孔,且呼吸管通过法兰与呼吸孔连通,所述呼吸管的末端为一百八十度弯头。
8、进一步的,所述回收装置由底板、侧板及顶板构成,且回收装置的底板与侧板采用焊接的方式连接,所述顶板与侧板通过螺栓连接,且顶板与侧板的法兰之间有密封垫片,所述侧板靠近底部的位置设有排净口并安装手动阀门。
9、与现有技术相比,本实用新型的有益效果是:
10、1.本实用新型通过顶板、氨气入口、除盐水进口、氨气接管、氨水罐顶部、氨气分布器、带孔隔板、呼吸孔的设置,回收装置上方的顶板上设有氨气入口、除盐水进口和呼吸孔。氨气从顶部的氨气入口通过氨气接管进入氨气分布器,从液面以下进入回收装置,氨气经过氨气分布器排出,再到回收装置内形成均匀分布的小气泡,小气泡经过带孔隔板之后破碎成更小的气泡;当氨水罐内压力高于设计压力时,氨气将进入回收装置内被吸收,同时降低氨水罐的压力,从而保证氨水罐的结构安全;当氨水罐内压力低于设计压力时,由于液封作用,无法从管口逸出,泄漏率低;
11、2.本实用新型通过氨气排出口、氨气气体、u型弯管的设置,通过氨气气体气体发生变化时,u型弯管通过由于氨水罐的负压,将回收装置内的溶液通过氨水排出口和氨水入口倒吸入氨水罐中,进行二次利用。
技术特征:
1.一种用于氨水储罐泄漏异味的处理回收装置,包括回收装置(12),其特征在于,所述回收装置(12)固定安装在氨水罐顶部(18)的槽钢(13)上,所述回收装置(12)顶部设有氨气入口(6)和除盐水进口(7),所述回收装置(12)侧壁上设有氨水排出口(9),所述氨水罐顶部(18)氨气排出口(5)与氨气入口(6)一端通过管道连通,所述氨气入口(6)另一端通过氨气接管(17)插入回收装置(12)液面以下,所述氨气接管(17)尽头设置氨气分布器(19);所述回收装置(12)内设u型弯管(16)与回收装置(12)侧面的氨水排出口(9)焊接连通,所述氨水排出口(9)与氨水罐顶部(18)的氨水入口(10)通过管道连通,所述除盐水进口(7)的一端与除盐水管网(14)连通,所述除盐水进口(7)的另一端管道插入回收装置(12)内;所述回收装置(12)内部设置带孔隔板(20)。
2.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述除盐水进口(7)的另一端管道插入回收装置(12)的底部,且除盐水进口(7)与除盐水管网(14)连通的一端设有电磁阀(8)。
3.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述氨水罐顶部(18)的氨气排出口(5)与氨气入口(6)一端通过倒u型管道(22)连通,且倒u型管道(22)内流通氨水罐的挥发氨气气体(15)。
4.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述回收装置(12)内设有u型弯管(16),且u型弯管(16)的长度h2大于氨气分布器(19)插入回收装置(12)液面以下的深度h1。
5.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述回收装置(12)的氨水排出管设置u型弯管(16),且u型弯管(16)的长度大于氨气接管(17)插入液面以下的深度。
6.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述回收装置(12)的顶板(3)设有呼吸孔(21),且呼吸管(4)通过法兰与呼吸孔(21)连通,所述呼吸管(4)的末端为一百八十度弯头。
7.根据权利要求1所述的一种用于氨水储罐泄漏异味的处理回收装置,其特征在于,所述回收装置(12)由底板(1)、侧板(2)及顶板(3)构成,且回收装置(12)的底板(1)与侧板(2)采用焊接的方式连接,所述顶板(3)与侧板(2)通过螺栓连接,且顶板(3)与侧板(2)的法兰之间有密封垫片,所述侧板(2)靠近底部的位置设有排净口(11)并安装手动阀门。
技术总结
本技术公开了一种用于氨水储罐泄漏异味的处理回收装置,涉及处理回收装置技术领域,包括回收装置,所述回收装置固定安装在氨水罐顶部的槽钢上。该用于氨水储罐泄漏异味的处理回收装置,与现有的普通处理回收装置相比,氨气从顶部的氨气入口通过氨气接管进入氨气分布器,从液面以下进入回收装置,氨气经过氨气分布器排出,再到回收装置内形成均匀分布的小气泡,小气泡经过带孔隔板之后破碎成更小的气泡;当氨水罐内压力高于设计压力时,氨气将进入回收装置内被吸收,同时降低氨水罐的压力,从而保证氨水罐的结构安全;当氨水罐内压力低于设计压力时,由于液封作用,无法从管口逸出,泄漏率低。
技术研发人员:赵志超,刘现卓,葛朝晖,员在斌,肖屹东,张飞
受保护的技术使用者:北京北科欧远科技有限公司
技术研发日:20230522
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!