一种用于轮毂花键套检测设备的全自动三轴涂油膜装置
1.本发明具体涉及一种用于检测铝合金花键轮毂的中心花键套与外层包铝结合强度的设备的涂油膜装置,尤其涉及一种用于轮毂花键套检测设备的全自动三轴涂油膜装置。
背景技术:
2.铝合金花键轮毂中心圆柱形花键套为钢制,外层包铝为重力浇铸而成,该类轮毂主要检测花键套部位和外层包铝是否结合紧密。检测时需先在花键套与外层包铝结合处涂上油膜记号,再由三个工人相互配合,两人按住被测轮毂,一人使用带花键专用手摇测杆,对轮毂花键套进行加载。如果加载后,油膜记号处清晰显现出气泡及产生裂痕,则可判断花键套与外层包铝之间结合间隙过大,存在安全隐患,该轮毂可判断为次品。该检测方法对油膜涂抹的均匀性具有较高要求,如果涂抹不均将可能产生气泡和裂纹,引起误判。而且人工涂抹效率低,检测成本较高。
技术实现要素:
3.本发明的目的就是为了改善上述现有技术存在的缺陷而提供一种用于轮毂花键套检测设备的全自动三轴涂油膜装置。
4.本发明的目的可以通过以下技术方案来实现:一种用于轮毂花键套检测设备的全自动三轴涂油膜装置,包括工作台面、轮毂放置台、轮毂、模组安装座、x轴模组组件、z轴模组固定件、拖链组件、z轴模组组件、涂油膜组件安装座和涂油膜组件;所述轮毂放置台安装于工作台面上,用于安置待测轮毂。
5.所述模组安装座包括模组安装座底板、模组安装座侧板、模组安装座前板和模组安装板,所述模组安装座底板安装于工作台面上;所述模组安装座侧板数量为2与所述模组安装座前板均安装于模组安装座底板上,模组安装座侧板与模组安装座前板一同支撑模组安装板。
6.所述x轴模组组件包括x轴轴向模组和x轴伺服电机,所述x轴轴向模组安装于模组安装板上,其输入端远离轮毂,且其滑座运动方向所在直线平行于工作台面且与轮毂放置台的轴心线相交;所述x轴伺服电机安装于x轴轴向模组输入端上,用于驱动x轴轴向模组,带动z轴模组组件、涂油膜组件安装座和涂油膜组件沿x轴轴向模组的滑座运动方向移动。
7.所述z轴模组固定件包括z轴模组下固定板、z轴模组后固定板和z轴模组前固定板,所述z轴模组下固定板安装于x轴轴向模组的滑座上;所述z轴模组后固定板和所述z轴模组前固定板均安装于z轴模组下固定板上,z轴模组下固定板、z轴模组后固定板和z轴模组前固定板一同用于安装固定z轴模组组件。
8.所述拖链组件包括拖链与拖链底盘,所述拖链底盘安装于模组安装座侧板上;所述拖链安放于拖链底盘上,其一端与z轴模组下固定板相连,用于包裹z轴模组组件上的各类电缆线。
9.所述z轴模组组件包括z轴轴向模组和z轴伺服电机,所述z轴轴向模组安装于z轴模组固定件上,其输入端远离轮毂,且其滑座运动方向垂直于工作台面;所述z轴伺服电机安装于z轴轴向模组的输入端上,用于驱动z轴轴向模组,带动涂油膜组件安装座和涂油膜组件沿z轴轴向模组的滑座运动方向移动。
10.所述涂油膜组件安装座包括安装座后固定板、安装座侧固定板、安装座下固定板、红外光电安装座和槽型红外光电传感器,所述安装座后固定板安装于z轴轴向模组的滑座上;所述安装座侧固定板安装于安装座后固定板上,用于连接安装座后固定板和安装座下固定板;所述安装座下固定板安装于安装座侧固定板上,用于安装红外光电安装座和涂油膜组件;所述槽型红外光电传感器安装于红外光电安装座上,用于检测涂油膜组件是否处于初始状态。
11.所述涂油膜组件包括步进回零杆、双轴步进电机、画笔固定杆、画笔限位块、画笔固定块、画笔、笔帽架和画笔笔帽,所述步进回零杆安装于双轴步进电机上输出端,用于提示双轴步进电机初始位置;所述双轴步进电机安装于安装座下固定板上,用于驱动画笔在轮毂上涂抹油膜;所述画笔固定杆安装于双轴步进电机下输出端,用于判断双轴步进电机是否位于轮毂中心正上方;所述画笔限位块安装于画笔固定杆上,用于确定画笔的固定位置;所述画笔固定块安装于画笔固定杆上,用于对画笔进行夹紧固定;所述笔帽架安装于模组安装座前板上,用于安装固定画笔笔帽;所述画笔笔帽用于防止所述画笔笔尖在不进行涂油膜工作时快速干涸。
12.与现有技术相比,本发明具有以下有益效果:本发明代替了人工涂油膜的工作,减少了人工操作的步骤,且避免了人工涂油膜不均匀,易浪费油墨的状况,提高了检测的效率及自动化程度,有效提高了油墨笔的利用率。
附图说明
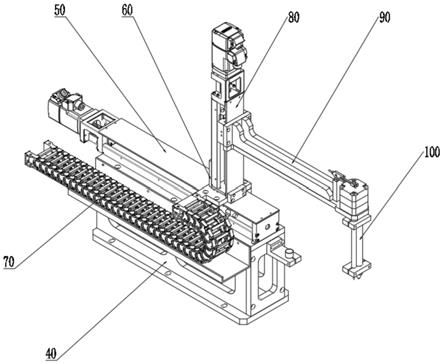
13.图1是本发明的整体结构示意图。
14.图2是涂油膜装置的结构示意图。
15.图3是模组安装座和拖链组件的结构示意图。
16.图4是x轴模组组件、z轴模组固定件和z轴模组组件的结构示意图。
17.图5是涂油膜组件安装座和涂油膜组件的结构示意图。
具体实施方式
18.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出详细的实施方式和具体操作过程,但本发明的保护范围不限于下述的实施例。
19.一种用于轮毂花键套检测设备的全自动三轴涂油膜装置,如图1~图5所示,包括工作台面10、轮毂放置台20、轮毂30、模组安装座40、x轴模组组件50、z轴模组固定件60、拖链组件70、z轴模组组件80、涂油膜组件安装座90和涂油膜组件100;轮毂放置台20安装于工作台面10上,用于安置待测轮毂30。
20.模组安装座40包括模组安装座底板401、模组安装座侧板402、模组安装座前板403和模组安装板404,模组安装座底板401安装于工作台面10上;模组安装座侧板402数量为2
与模组安装座前板403均安装于模组安装座底板401上,模组安装座侧板402与模组安装座前板403一同支撑模组安装板404。
21.x轴模组组件50包括x轴轴向模组501和x轴伺服电机502, x轴轴向模组501安装于模组安装板404上,其输入端远离轮毂30,且其滑座运动方向所在直线平行于所述工作台面10且与所述轮毂放置台20的轴心线相交;x轴伺服电机502安装于x轴轴向模组501的输入端上,用于驱动x轴轴向模组501,带动z轴模组组件80、涂油膜组件安装座90和涂油膜组件100沿x轴轴向模组501的滑座运动方向移动。
22.z轴模组固定件60包括z轴模组下固定板601、z轴模组后固定板602和z轴模组前固定板602,z轴模组下固定板601安装于x轴轴向模组501的滑座上;z轴模组后固定板602和z轴模组前固定板603均安装于z轴模组下固定板601上,z轴模组下固定板601、z轴模组后固定板602和z轴模组前固定板603一同用于安装固定z轴模组组件80。
23.拖链组件70包括拖链701与拖链底盘702,拖链底盘702安装于模组安装座侧板402上;拖链701安放于拖链底盘702上,其一端与z轴模组下固定板601相连,用于包裹z轴模组组件80上的各类电缆线。
24.z轴模组组件80包括z轴轴向模组801和z轴伺服电机802,z轴轴向模组801安装于z轴模组固定件60上,并通过z轴模组固定件60,安装于x轴轴向模组501的滑座上,其输入端远离轮毂30,且其滑座运动方向垂直于所述工作台面10;所述z轴伺服电机802安装于z轴轴向模组801的输入端上,用于驱动z轴轴向模组801,带动涂油膜组件安装座90和涂油膜组件100沿z轴轴向模组801的滑座运动方向移动。
25.涂油膜组件安装座90包括安装座后固定板901、安装座侧固定板902、安装座下固定板903、红外光电安装座904和槽型红外光电传感器905,安装座后固定板902安装于z轴轴向模组801的滑座上;安装座侧固定板902安装于安装座后固定板901上,用于连接安装座后固定板901和安装座下固定板903;安装座下固定板903安装于安装座侧固定板902上,其远离z轴轴向模组滑座的一端开有一圆孔用于涂油膜组件100;红外光电安装座904安装于安装座下固定板903上,且与所述安装座下固定板903垂直;槽型红外光电传感器905安装于红外光电安装座904上。
26.涂油膜组件100包括步进回零杆1001、双轴步进电机1002、画笔固定杆1003、画笔限位块1004、画笔固定块1005、画笔1006、笔帽架1007和画笔笔帽1008,步进回零杆1001安装于双轴步进电机1002的上输出端,且与安装座下固定板903平行,用于触发槽型红外光电传感器905并提示画笔1006相对于画笔固定杆1003的初始位置;双轴步进电机1002安装于安装座下固定板903的圆孔处,用于驱动画笔1006在轮毂30上涂抹油膜;画笔固定杆1003安装于双轴步进电机1002的下输出端,用于判断双轴步进电机1002是否位于轮毂30中心正上方;画笔限位块1004安装于画笔固定杆1003上,用于确定画笔1006的固定位置;画笔固定块1005安装于画笔固定杆1003上,用于对画笔1006进行夹紧固定;画笔1006的轴心线与画笔固定杆1003的轴心线平行,且两者轴心线距离为轮毂30的花键套与外层包铝交界所形成圆的半径;笔帽架1007安装于模组安装座前板403上,用于安装固定画笔笔帽1008;画笔笔帽1008用于避免防止画笔1006的笔尖长时间暴露在空气中,防止所述画笔1006的笔尖快速干涸导致其出墨量不足的问题。
27.一种用于轮毂花键套检测设备的全自动三轴涂油膜装置,在初始状态时,步进回
零杆1001位于槽型红外光电传感器905的槽内,触发槽型红外光电传感器905并提示此时画笔1006位于相对于画笔固定杆1003的初始位置,待轮毂30放置在轮毂放置台20上,且对轮毂30进行固定后,由z轴伺服电机802驱动z轴轴向模组801,带动涂油膜组件安装座90与涂油膜组件100沿z轴轴向模组801的滑座的运动方向远离待测轮毂30,并将涂油膜组件100中画笔1006的笔尖拔出笔帽1008,至一定高度后,z轴伺服电机802停转并由x轴伺服电机502驱动x轴轴向模组501,带动z轴向模组组件80、涂油膜组件安装座90与涂油膜组件100沿x轴轴向模组501的滑座运动方向接近待测轮毂30,待画笔固定杆1003移至待测轮毂30中心正上方后,x轴伺服电机502停转并由z轴伺服电机802驱动z轴轴向模组801,带动涂油膜组件安装座90与涂油膜组件100沿z轴轴向模组801的滑座运动方向接近待测轮毂30,待画笔1006的笔尖与待测轮毂30接触充分后,z轴伺服电机802停转并由双轴步进电机1002驱动画笔1006在轮毂30的花键套与外层包铝交界部位画圈添加圆弧形的油膜记号,待步进回零杆1001回到槽型红外光电传感器905的槽内后,槽型红外光电传感器905被并提示画笔1006回到相对于画笔固定杆1003的初始位置,之后双轴步进电机1002停转并由z轴伺服电机802驱动z轴轴向模组801,带动涂油膜组件安装座90与涂油膜组件100沿z轴轴向模组801的滑座运动方向远离待测轮毂30,至一定高度后,z轴伺服电机802停转并由x轴伺服电机502驱动x轴轴向模组501,带动z轴向模组组件80、涂油膜组件安装座90与涂油膜组件100沿x轴轴向模组501的滑座运动方向远离待测轮毂30,待画笔1006移至画笔笔帽1008中心正上方后,x轴伺服电机502停转并由z轴伺服电机802驱动z轴轴向模组801,带动涂油膜组件安装座90与涂油膜组件100沿z轴轴向模组801的滑座运动方向接近待测轮毂30,直至画笔1006笔尖插回画笔笔帽1008内,至此一轮涂油膜工作结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1